Anda mungkin juga menyukai
- Methods of Ethane Liquid Recovery From Natural GasDokumen35 halamanMethods of Ethane Liquid Recovery From Natural GasJeff Formica100% (1)
- 06 - Claus Tail Gas Treating Units Switching To Low Temperature Tail Gas Operation Proceedings PDFDokumen24 halaman06 - Claus Tail Gas Treating Units Switching To Low Temperature Tail Gas Operation Proceedings PDFmujeebtalib100% (1)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDari EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentBelum ada peringkat
- Natural Gas Processing from Midstream to DownstreamDari EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirBelum ada peringkat
- Modeling, Control, and Optimization of Natural Gas Processing PlantsDari EverandModeling, Control, and Optimization of Natural Gas Processing PlantsPenilaian: 5 dari 5 bintang5/5 (1)
- RefrigerationDokumen64 halamanRefrigerationHeat.MotionBelum ada peringkat
- Optimize Gas Sweetening With MDEADokumen35 halamanOptimize Gas Sweetening With MDEAAnonymous bHh1L1Belum ada peringkat
- 2008 HP0608 Control JuneDokumen1 halaman2008 HP0608 Control Juneghasem_726990287Belum ada peringkat
- Joule Thomson ExpansionDokumen2 halamanJoule Thomson ExpansiondndudcBelum ada peringkat
- NGL Fractionation TrainDokumen18 halamanNGL Fractionation TrainRickBelum ada peringkat
- E1.0 - Crude Stab - Foaming PDFDokumen32 halamanE1.0 - Crude Stab - Foaming PDFRégis Ongollo100% (2)
- PTQ Gas 2011 PDFDokumen56 halamanPTQ Gas 2011 PDFIulian BarascuBelum ada peringkat
- BRE 202 LNG ManualDokumen69 halamanBRE 202 LNG ManualAlberto Abrajan100% (1)
- Hydrotreating & Hydrocracking Process Technology Training Course - PetroKnowledgeDokumen3 halamanHydrotreating & Hydrocracking Process Technology Training Course - PetroKnowledgenishilgeorgeBelum ada peringkat
- GAS - by BASF - 1 PDFDokumen12 halamanGAS - by BASF - 1 PDFD K SBelum ada peringkat
- PARTE2GasProcessHandbook - 2006 (PDF - Io)Dokumen40 halamanPARTE2GasProcessHandbook - 2006 (PDF - Io)ganimedes100% (1)
- 245 NGL Deethanizer Capacity ExpansionDokumen1 halaman245 NGL Deethanizer Capacity ExpansionRafeek Emad AbdElkader0% (1)
- Understanding Centrifugal Compressor - Equipment InteractionDokumen12 halamanUnderstanding Centrifugal Compressor - Equipment Interactionsoumya19800000000Belum ada peringkat
- Hydrate and DehydrationDokumen46 halamanHydrate and DehydrationOlvis Guillen100% (1)
- Advanced Process Control of A Propylene Refrigeration SystemDokumen11 halamanAdvanced Process Control of A Propylene Refrigeration SystemCal100% (1)
- Design of A Flaring SystemDokumen74 halamanDesign of A Flaring Systemarjmandquest100% (1)
- Uop Par-Isom Process: Nelson A. CusherDokumen6 halamanUop Par-Isom Process: Nelson A. CusherBharavi K S100% (1)
- Comparison of Present Day Peakshaving Liquefaction TechnologiesDokumen18 halamanComparison of Present Day Peakshaving Liquefaction Technologiesfericoolabiss100% (1)
- LNGDokumen6 halamanLNGFahd HatemBelum ada peringkat
- Demethanizer OperationDokumen6 halamanDemethanizer OperationHoustonAbducteeBelum ada peringkat
- Cat Reforming Part 2 3 PDF FreeDokumen68 halamanCat Reforming Part 2 3 PDF FreeLê Trường AnBelum ada peringkat
- Steam Cracking Olefins PDFDokumen47 halamanSteam Cracking Olefins PDFeltipovalencia100% (1)
- Fractionation OnlyDokumen27 halamanFractionation OnlymohamedBelum ada peringkat
- Condensate Stab 2013 AIChE 91a Paper292728Dokumen14 halamanCondensate Stab 2013 AIChE 91a Paper292728Samaneh HajipourBelum ada peringkat
- Optimization of Triethyelen Glycol Dehydartaion in A Natural Gas Processing PlantDokumen6 halamanOptimization of Triethyelen Glycol Dehydartaion in A Natural Gas Processing Plant1412091090Belum ada peringkat
- Natural Gas Processing - Summary & IntroductionDokumen7 halamanNatural Gas Processing - Summary & IntroductiondndudcBelum ada peringkat
- Key Aspects Hsg253Dokumen38 halamanKey Aspects Hsg253Enrico GambiniBelum ada peringkat
- Technical PaperDokumen6 halamanTechnical PaperCJ CHBelum ada peringkat
- Aspen Plus Tutorial SeparationsDokumen15 halamanAspen Plus Tutorial SeparationsLi ChBelum ada peringkat
- Flare Gas Recovery - Olefin Plants PDFDokumen5 halamanFlare Gas Recovery - Olefin Plants PDFChem.EnggBelum ada peringkat
- Design Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFDokumen7 halamanDesign Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFmohamedBelum ada peringkat
- Natural Gas Sweetening ProcessDokumen19 halamanNatural Gas Sweetening ProcessAnonymous g4hO0EBelum ada peringkat
- Benefits of Standby Time in Adsorption Dehydration ProcessDokumen10 halamanBenefits of Standby Time in Adsorption Dehydration ProcessantonkiryushinBelum ada peringkat
- Hydrotreating - UOP - A Honeywell CompanyDokumen59 halamanHydrotreating - UOP - A Honeywell CompanySamBelum ada peringkat
- Gas Dehydration and TEG Regeneration Process OverviewDokumen60 halamanGas Dehydration and TEG Regeneration Process OverviewSuryaprakashBelum ada peringkat
- Fantastic Magazine of KnowledgeDokumen44 halamanFantastic Magazine of KnowledgeRajan BalkiBelum ada peringkat
- Effectively Control Column PressureDokumen12 halamanEffectively Control Column Pressureromdhan88Belum ada peringkat
- Distillation Column Case StudyDokumen26 halamanDistillation Column Case Studysachin2010Belum ada peringkat
- Distillation ColumnsDokumen40 halamanDistillation ColumnsSantiagoOrtizLdsBelum ada peringkat
- Acid Gas Removal Flow PDFDokumen1 halamanAcid Gas Removal Flow PDFHIPAPBelum ada peringkat
- NGL RECOVERY PROCESSESDokumen5 halamanNGL RECOVERY PROCESSESsatishchemengBelum ada peringkat
- 30J - APCI LNG Liquefaction ProcessesDokumen27 halaman30J - APCI LNG Liquefaction ProcessesPutu Indra Mahatrisna100% (2)
- NATURAL GAS SPECIFIC COURSEDokumen17 halamanNATURAL GAS SPECIFIC COURSEmohamedBelum ada peringkat
- Plant Experience - Molecular Sieve Dehydration of Gas Containing OxygenDokumen23 halamanPlant Experience - Molecular Sieve Dehydration of Gas Containing OxygenHoang-Vu BuiBelum ada peringkat
- Designing Selective MDEA Tail-Gas UnitsDokumen5 halamanDesigning Selective MDEA Tail-Gas UnitsbehnamhfBelum ada peringkat
- Sulfur RecoveryDokumen13 halamanSulfur RecoveryLarbi HammounBelum ada peringkat
- 08 DehydrationDokumen71 halaman08 DehydrationjollyBelum ada peringkat
- Ch 30 - LNG Technology Processes - Cryogenic Heat Exchanger DesignDokumen7 halamanCh 30 - LNG Technology Processes - Cryogenic Heat Exchanger DesignPutu Indra MahatrisnaBelum ada peringkat
- A Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantDokumen9 halamanA Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantInternational Journal of Research in Engineering and ScienceBelum ada peringkat
- Hydrotreating PresentationDokumen24 halamanHydrotreating PresentationAnyamanee SiripojanakulBelum ada peringkat
- Isomax ProcessDokumen8 halamanIsomax ProcessKarthick RaghuBelum ada peringkat
- Split Range Control Loop - EnggcyclopediaDokumen6 halamanSplit Range Control Loop - EnggcyclopediasgrsthBelum ada peringkat
- Modelling and Optimising an Ethylene PlantDokumen115 halamanModelling and Optimising an Ethylene PlantFred Faber100% (1)
- Technip Separations PDFDokumen19 halamanTechnip Separations PDFProcess EngineerBelum ada peringkat
- Transportation of Ethane Dense PhaseDokumen7 halamanTransportation of Ethane Dense Phaseadarsh_arya_1Belum ada peringkat
- End Users Latin America Oil GasDokumen3 halamanEnd Users Latin America Oil GasvatolocogrBelum ada peringkat
- Classification of Reservoirs and Reservoir FluidsDokumen7 halamanClassification of Reservoirs and Reservoir FluidsMuhammad TahirBelum ada peringkat
- Corrosion: B.Sc. Chemistry 4 Sem. Aanchal Gupta Bhawna Sharma Jayati Sisodia Geetika OjhaDokumen26 halamanCorrosion: B.Sc. Chemistry 4 Sem. Aanchal Gupta Bhawna Sharma Jayati Sisodia Geetika OjhaIshu AttriBelum ada peringkat
- 9 - Energy-Storage-Technologies PDFDokumen42 halaman9 - Energy-Storage-Technologies PDFVinnieBelum ada peringkat
- KS3 Energy RevisionDokumen5 halamanKS3 Energy RevisionAdina GuttentagBelum ada peringkat
- THE PERIODIC TABLE Multiple Choice Review QuestionsDokumen5 halamanTHE PERIODIC TABLE Multiple Choice Review QuestionsSusanna NgBelum ada peringkat
- pressed - 암호화 해제Dokumen132 halamanpressed - 암호화 해제KAMRUN NAHAR100% (3)
- Shell - Current and Future LNG TechnologiesDokumen24 halamanShell - Current and Future LNG TechnologiesJako MishyBelum ada peringkat
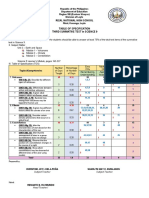
- Rizal National High School Table of Specification Third Summative Test in Science 9Dokumen5 halamanRizal National High School Table of Specification Third Summative Test in Science 9Christine Joy DelaPena Sanico100% (20)
- Chayvo Field - Sakhalin-1Dokumen5 halamanChayvo Field - Sakhalin-1bad dabBelum ada peringkat
- Final Year Project:: Engr. Hasan JehanzaibDokumen56 halamanFinal Year Project:: Engr. Hasan JehanzaibMuhammad AbdullahBelum ada peringkat
- Chemistry Hints TamilDokumen16 halamanChemistry Hints TamilSanthiya MohanaBelum ada peringkat
- Oisd STD 117 PDFDokumen60 halamanOisd STD 117 PDFAnkit YadavBelum ada peringkat
- City Gas Distribution PDFDokumen80 halamanCity Gas Distribution PDFMoga Jagdish100% (1)
- Energy 21st CenturyDokumen507 halamanEnergy 21st Centuryarabbig100% (2)
- (Kim Et Al., 2017)Dokumen74 halaman(Kim Et Al., 2017)Gabriel DiazBelum ada peringkat
- 33 37TheOvalAppCDokumen62 halaman33 37TheOvalAppCaftab_jamalBelum ada peringkat
- Wireline Logging: Gamma Ray (GR) 100 0 620 Api UnitsDokumen10 halamanWireline Logging: Gamma Ray (GR) 100 0 620 Api Unitsgeo_hamzaBelum ada peringkat
- CHEM 120 1109 Test2 SolutionsDokumen7 halamanCHEM 120 1109 Test2 SolutionsasdaasdBelum ada peringkat
- WEG Guide To Explosive Atmospheres 50042119 Brochure English WebDokumen1 halamanWEG Guide To Explosive Atmospheres 50042119 Brochure English Webbenditasea3352100% (1)
- OISD Fire Protection StandardDokumen63 halamanOISD Fire Protection StandardGagandeep SinghBelum ada peringkat
- E Procurement Process at Ongc LTDDokumen84 halamanE Procurement Process at Ongc LTDPriyanka Virmani100% (1)
- B51GK - Exam Paper 2017Dokumen11 halamanB51GK - Exam Paper 2017sing_rBelum ada peringkat
- Jawad ElomariDokumen22 halamanJawad ElomarimahradBelum ada peringkat
- Safety Standards of Oil & Gas InstallationsDokumen96 halamanSafety Standards of Oil & Gas Installationssr_rao99Belum ada peringkat
- City Gas Distribution Network ReportDokumen45 halamanCity Gas Distribution Network ReportkuldeepBelum ada peringkat
- Delayed Coking Process DiagramDokumen34 halamanDelayed Coking Process DiagramArumugam RamalingamBelum ada peringkat
- Petroleum WaxesDokumen18 halamanPetroleum WaxesChandra KantBelum ada peringkat
- Keselamatan Gas Di Pepasangan Dobi Dan Sektor Komersial: Nur Waheeda WahabDokumen48 halamanKeselamatan Gas Di Pepasangan Dobi Dan Sektor Komersial: Nur Waheeda WahabMarvin IgatBelum ada peringkat
- TotalEnergies Building A Sustainable Multi Energy CompanyDokumen7 halamanTotalEnergies Building A Sustainable Multi Energy CompanyHans BlankenburghBelum ada peringkat