Anda mungkin juga menyukai
- Casting Process GuideDokumen74 halamanCasting Process Guidevinu1977Belum ada peringkat
- Casting IntroDokumen94 halamanCasting IntroJith ViswaBelum ada peringkat
- Manufacturing Unit 1Dokumen53 halamanManufacturing Unit 1vikas sharma50% (2)
- METAL CASTING GUIDEDokumen18 halamanMETAL CASTING GUIDEvelavansuBelum ada peringkat
- Metal Casting ProcessesDokumen113 halamanMetal Casting ProcessesSarath ChandraBelum ada peringkat
- Casting Design and Process OptimizationDokumen20 halamanCasting Design and Process OptimizationCHANDRAJEET AMARBelum ada peringkat
- Different Casting Methods ExplainedDokumen14 halamanDifferent Casting Methods ExplainedRamoji Aditya Chary100% (1)
- Casting ProcessesDokumen20 halamanCasting ProcessesVv4HBelum ada peringkat
- 3 PDFDokumen199 halaman3 PDFsanku surya sai charanBelum ada peringkat
- Mould & Core Material for the Steel FoundryDari EverandMould & Core Material for the Steel FoundryPenilaian: 5 dari 5 bintang5/5 (2)
- Learn Critical Aspects of Pattern and Mould Making in FoundryDari EverandLearn Critical Aspects of Pattern and Mould Making in FoundryBelum ada peringkat
- Metal CastingDokumen22 halamanMetal CastingANKIT RAJBelum ada peringkat
- 01 CastingDokumen31 halaman01 CastingSports GloballyBelum ada peringkat
- Metal Casting ProcessesDokumen98 halamanMetal Casting ProcessestmcoachingcentreBelum ada peringkat
- Unit-1 Metal Casting ProcessDokumen261 halamanUnit-1 Metal Casting ProcessDharun PrakashBelum ada peringkat
- Powder Metallurgy: Basics & Applications Powder MetallurgyDokumen11 halamanPowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiBelum ada peringkat
- Ingot StructureDokumen5 halamanIngot StructureklawsisBelum ada peringkat
- Yield Improvement Steel Castings PDFDokumen321 halamanYield Improvement Steel Castings PDFMy Dad My WorldBelum ada peringkat
- Unit I Foundry AllDokumen58 halamanUnit I Foundry AllvelavansuBelum ada peringkat
- Fundamentals of Metal CastingDokumen45 halamanFundamentals of Metal CastingsuntharBelum ada peringkat
- Foundary or CastingDokumen88 halamanFoundary or CastingThulasi RamBelum ada peringkat
- Grains Structure of IngotsDokumen6 halamanGrains Structure of Ingotshayder1920Belum ada peringkat
- Chapter 10 Casting IDokumen38 halamanChapter 10 Casting IMinhaj UllahBelum ada peringkat
- Casting Cores: Types, Properties and Manufacturing ProcessDokumen20 halamanCasting Cores: Types, Properties and Manufacturing ProcesssudhirBelum ada peringkat
- Core CastingDokumen27 halamanCore Castingchetan100% (1)
- Casting: "Net Shape" or "Near-Net Shape" Process AdvantagesDokumen27 halamanCasting: "Net Shape" or "Near-Net Shape" Process AdvantagesnsbaruaoleBelum ada peringkat
- Metal Casting Process GuideDokumen8 halamanMetal Casting Process GuideRiya PanwarBelum ada peringkat
- CASTING PROCESS GUIDEDokumen53 halamanCASTING PROCESS GUIDEsatyajitlBelum ada peringkat
- FoundryDokumen10 halamanFoundryAnjana_EdathadanBelum ada peringkat
- Manufacturing Process-I (Casting)Dokumen25 halamanManufacturing Process-I (Casting)Rahul Deb PalBelum ada peringkat
- Clean Cast Steel Technology Improves QualityDokumen61 halamanClean Cast Steel Technology Improves QualitySUNDRAMNAGABelum ada peringkat
- A Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationDokumen35 halamanA Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationJorge Madias100% (1)
- Casting Fundamentals and Basics ConceptsDokumen68 halamanCasting Fundamentals and Basics Conceptsquiron2010Belum ada peringkat
- Chapter 10-Casting IDokumen38 halamanChapter 10-Casting Iking slayerBelum ada peringkat
- STEEL TITLEDokumen23 halamanSTEEL TITLEMahadi HasanBelum ada peringkat
- Casting TheoryDokumen55 halamanCasting TheorygggBelum ada peringkat
- Casting Processes: DR Ajay BatishDokumen46 halamanCasting Processes: DR Ajay BatishAlisha GuptaBelum ada peringkat
- Manufacturing Process - CastingDokumen81 halamanManufacturing Process - CastingArnab HazraBelum ada peringkat
- 4 Draft or Taper AllowanceDokumen5 halaman4 Draft or Taper AllowanceAde PuspitaBelum ada peringkat
- Mouldingsand 170509114249 PDFDokumen49 halamanMouldingsand 170509114249 PDFAnything You Could ImagineBelum ada peringkat
- 8 Centrifugal & Die Casting-2Dokumen53 halaman8 Centrifugal & Die Casting-2Monsieur PoopBelum ada peringkat
- Gating&Risering SystemDokumen44 halamanGating&Risering Systemmary100% (1)
- Aluminium Pressure Die CastingDokumen11 halamanAluminium Pressure Die CastingMarcos100% (1)
- Metal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingDokumen7 halamanMetal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingzidaaanBelum ada peringkat
- Chapter 4Dokumen119 halamanChapter 4razlan ghazaliBelum ada peringkat
- GAS PROBLEM in Steel Sand CastingsDokumen7 halamanGAS PROBLEM in Steel Sand CastingsVasu RajaBelum ada peringkat
- Cast Vs ForgedDokumen9 halamanCast Vs ForgedSIVABelum ada peringkat
- Gas Defects:: These Are Spherical, Flattened or Elongated CavitiesDokumen3 halamanGas Defects:: These Are Spherical, Flattened or Elongated CavitiesmaniBelum ada peringkat
- Metal-Casting Process and EquipmentDokumen18 halamanMetal-Casting Process and EquipmentZulfikarUdenBelum ada peringkat
- 10 Rules For CastingDokumen2 halaman10 Rules For CastingBijendra PrajapatiBelum ada peringkat
- Chapter 11-Metal Casting ProcessesDokumen80 halamanChapter 11-Metal Casting ProcessesMuhammad Qasim QureshiBelum ada peringkat
- Elements of Gating SystemDokumen44 halamanElements of Gating SystemNemani RaghuBelum ada peringkat
- Centrifugal Casting (8-20)Dokumen20 halamanCentrifugal Casting (8-20)Rabindra DashBelum ada peringkat
- Lost Foam Cast ProcemssDokumen22 halamanLost Foam Cast ProcemssSebastian PeterBelum ada peringkat
- FoundryDokumen2 halamanFoundryHafiz UdinBelum ada peringkat
- Foundry Notes by ShiftyDokumen22 halamanFoundry Notes by ShiftyRaiyan Shifty100% (1)
- GTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NeDokumen401 halamanGTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NebmdbmdbmdBelum ada peringkat
- Elements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoDokumen16 halamanElements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoGomish Sharma100% (1)
- Engineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeDari EverandEngineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeBelum ada peringkat
- Part Design With CatiaDokumen42 halamanPart Design With CatiaBirolC.YakupoğluBelum ada peringkat
- Introduction to Vehicle Transmission ComponentsDokumen21 halamanIntroduction to Vehicle Transmission ComponentsManohara ErlaBelum ada peringkat
- IV Sem Results June 2013Dokumen40 halamanIV Sem Results June 2013Manohara ErlaBelum ada peringkat
- II Sem Results June 2013Dokumen35 halamanII Sem Results June 2013Manohara ErlaBelum ada peringkat
- II Sem Results June 2013Dokumen35 halamanII Sem Results June 2013Manohara ErlaBelum ada peringkat
- Ebook PDF Science Einstein's Physics of IllusionDokumen9 halamanEbook PDF Science Einstein's Physics of IllusionMuhammad Azhar IqbalBelum ada peringkat
- Ebook PDF Science Einstein's Physics of IllusionDokumen9 halamanEbook PDF Science Einstein's Physics of IllusionMuhammad Azhar IqbalBelum ada peringkat
- SeminarDokumen38 halamanSeminarManohara ErlaBelum ada peringkat
- SeminarDokumen38 halamanSeminarManohara ErlaBelum ada peringkat
- Pre-Hole Diameter Optimization in High Speed Drilling Considering Machining CostDokumen2 halamanPre-Hole Diameter Optimization in High Speed Drilling Considering Machining CostSreejith S NairBelum ada peringkat
- 10.short Questions and AnswersDokumen41 halaman10.short Questions and Answersananda narayanan100% (1)
- SL Turning Units & AV HoldersDokumen20 halamanSL Turning Units & AV HoldersecarrilloBelum ada peringkat
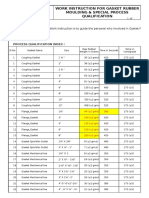
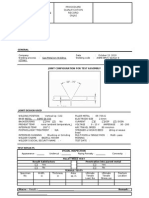
- Work Instruction For Gasket Rubber Moulding & Special Process QualificationDokumen4 halamanWork Instruction For Gasket Rubber Moulding & Special Process Qualificationanant_z12Belum ada peringkat
- Catalogue Porta 2012Dokumen41 halamanCatalogue Porta 2012Porta_ChucksBelum ada peringkat
- Cataleg PSCDokumen151 halamanCataleg PSCAntônio Cesar de OliveiraBelum ada peringkat
- Coroturn® 107 Positive Basic-Shape InsertsDokumen16 halamanCoroturn® 107 Positive Basic-Shape InsertsMed AliBelum ada peringkat
- Getting More Bang For Your Deburring Buck: Related SuppliersDokumen6 halamanGetting More Bang For Your Deburring Buck: Related SuppliersMariver LlorenteBelum ada peringkat
- 2-Sheet Metal Structures TextDokumen29 halaman2-Sheet Metal Structures Textaerogem618Belum ada peringkat
- Delhi Govt Jobs NotificationDokumen65 halamanDelhi Govt Jobs NotificationApurva ShuklaBelum ada peringkat
- Avesta Welding: How To Weld Fully Austenitic Stainless SteelsDokumen0 halamanAvesta Welding: How To Weld Fully Austenitic Stainless SteelsMoosewanger01Belum ada peringkat
- Lathe: Lathe Is A Machine Tool Which Is Used To Produce The Circular ObjectsDokumen35 halamanLathe: Lathe Is A Machine Tool Which Is Used To Produce The Circular ObjectsPradeep N BBelum ada peringkat
- Riveted JointDokumen70 halamanRiveted JointAbhishek Saliya100% (1)
- WPS MS 01C Rev. 0Dokumen1 halamanWPS MS 01C Rev. 0alinor_tnBelum ada peringkat
- Theory of Metal Cutting Metal Cutting and ProblemsDokumen55 halamanTheory of Metal Cutting Metal Cutting and ProblemsJo MarbeBelum ada peringkat
- Grade Data Sheet: Grade 301 Is A High Work-Hardening RateDokumen1 halamanGrade Data Sheet: Grade 301 Is A High Work-Hardening RateMunishTrichyBelum ada peringkat
- Acme Screw DataDokumen4 halamanAcme Screw DatazbhdzpBelum ada peringkat
- Ch-10 Grinding and FinishingDokumen121 halamanCh-10 Grinding and FinishingMANJEET KUMARBelum ada peringkat
- PQR FormDokumen2 halamanPQR Formpokok assamBelum ada peringkat
- PQMP-ITP-001 Rev 0Dokumen27 halamanPQMP-ITP-001 Rev 0asexyguyBelum ada peringkat
- Welding Technology InspectionDokumen32 halamanWelding Technology InspectionChaitanya Sai T100% (1)
- Lathe OperationDokumen13 halamanLathe OperationdevmarineacademyBelum ada peringkat
- Measuring, Marking and Basic Fitting Shop OperationsDokumen9 halamanMeasuring, Marking and Basic Fitting Shop Operationssuleman205100% (4)
- Forging Process: Types, Advantages & ApplicationsDokumen10 halamanForging Process: Types, Advantages & ApplicationsVipin TitariyaBelum ada peringkat
- NES 862 Part 1 FastenersDokumen38 halamanNES 862 Part 1 FastenersJEORJE100% (1)
- K To 12 Smaw Welding Learning ModuleDokumen139 halamanK To 12 Smaw Welding Learning Modulefernando m comedoy jr60% (5)
- JDM A2 - Rev. 08-1986Dokumen4 halamanJDM A2 - Rev. 08-1986Romulo EduardoBelum ada peringkat
- Automatic Motorized Bench-ViceDokumen24 halamanAutomatic Motorized Bench-Vicekaran pitrodaBelum ada peringkat
- Runners and GatesDokumen35 halamanRunners and Gatesbjdavies2010100% (2)
- Lathe and Milling Machine OperationsDokumen28 halamanLathe and Milling Machine Operationskaushal shivaprakashBelum ada peringkat