Anda mungkin juga menyukai
- American Woodworker No 171 April-May 2014Dokumen76 halamanAmerican Woodworker No 171 April-May 2014Darius White75% (4)
- HRSG Overview PDFDokumen36 halamanHRSG Overview PDF55312714100% (6)
- 5 Development and Operating Experience PDFDokumen10 halaman5 Development and Operating Experience PDFVijaya100% (2)
- Combined CycleDokumen34 halamanCombined Cycleatulsemilo100% (2)
- BHEL Turbine ManualDokumen58 halamanBHEL Turbine Manualnivasssv75% (4)
- Turbine ErectionDokumen131 halamanTurbine ErectionSam92% (12)
- Design & Construction Features of TurbogeneratorsDokumen92 halamanDesign & Construction Features of TurbogeneratorsArpit Kumar100% (1)
- Turbine ErectionDokumen131 halamanTurbine ErectionSam92% (12)
- DuctDokumen100 halamanDuctSam100% (2)
- John PFTDokumen231 halamanJohn PFTAlexander Santiago ParelBelum ada peringkat
- AFBC BoilerDokumen12 halamanAFBC BoilerNaman Sharma0% (1)
- Heat Recovery Steam Generator 5Dokumen29 halamanHeat Recovery Steam Generator 5Hitesh SinglaBelum ada peringkat
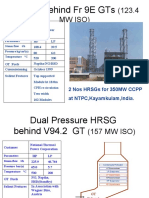
- Hrsgs Behind FR 9E GTS: (123.4 MW Iso)Dokumen20 halamanHrsgs Behind FR 9E GTS: (123.4 MW Iso)api-19986783100% (1)
- Heat Recovery Steam Generators PDFDokumen34 halamanHeat Recovery Steam Generators PDFahmed_2211896127100% (1)
- GT Class TKGTPSDokumen84 halamanGT Class TKGTPSGnanaseharan Arunachalam100% (1)
- HRSG 2011 BrochureDokumen12 halamanHRSG 2011 BrochureAndry SetiawanBelum ada peringkat
- Heat Recovery Steam GeneratorDokumen69 halamanHeat Recovery Steam GeneratorAayushi Agarwal100% (5)
- HRSG StartupDokumen20 halamanHRSG Startupsujiv_sujiv1278100% (1)
- Turbine ManualDokumen399 halamanTurbine ManualSandeep Kumar100% (2)
- Steam Turbine Maintenance: Ramagundam Super Thermal Power StationDokumen55 halamanSteam Turbine Maintenance: Ramagundam Super Thermal Power StationMohamed Bin Ierous100% (1)
- GE Frame 6FA PDFDokumen4 halamanGE Frame 6FA PDFvcharlesBelum ada peringkat
- C1 CCPPDokumen109 halamanC1 CCPPSubrahmanyan Edamana100% (1)
- 660 MW Power PlantDokumen6 halaman660 MW Power Plantnestor0259Belum ada peringkat
- Thermal Power Plant BasicDokumen19 halamanThermal Power Plant Basicravikant singhBelum ada peringkat
- Turbines and GoverningDokumen31 halamanTurbines and GoverningKVV100% (2)
- Duties & Responsibilities of Shift EngineerDokumen35 halamanDuties & Responsibilities of Shift EngineerNaveen ChodagiriBelum ada peringkat
- Heat Recovery Steam GeneratorsDokumen94 halamanHeat Recovery Steam GeneratorshoangpalestineBelum ada peringkat
- General Electric Power Business Unit: Strategic Analysis Tools and Techniques - Coursework 2Dokumen13 halamanGeneral Electric Power Business Unit: Strategic Analysis Tools and Techniques - Coursework 2Ibilola IbisankaleBelum ada peringkat
- General Power Present 1 PDFDokumen29 halamanGeneral Power Present 1 PDFSudin PalaBelum ada peringkat
- Manufacturing of Steam and Gas Turbine Fnal ReportDokumen60 halamanManufacturing of Steam and Gas Turbine Fnal Reportapi-363609191100% (1)
- Plant FamiliarisationDokumen128 halamanPlant FamiliarisationJeffrey ArandiaBelum ada peringkat
- Thermax HRSGDokumen12 halamanThermax HRSGrevenk100% (1)
- Improving the 7FA Gas Turbine Training LessonDokumen10 halamanImproving the 7FA Gas Turbine Training LessonfaisalnadimBelum ada peringkat
- Dong Fang HistoryDokumen55 halamanDong Fang Historyramnadh803181Belum ada peringkat
- Supercritical Benson BoilerDokumen18 halamanSupercritical Benson BoilerJerry Mateo100% (2)
- Operating Manual 670 MW Coal Fired Power Plant Training SimulatorDokumen134 halamanOperating Manual 670 MW Coal Fired Power Plant Training SimulatorsprotkarBelum ada peringkat
- Minimum Load/Ramp Test Procedure For Coal Based Thermal Power Plants (TPPS)Dokumen36 halamanMinimum Load/Ramp Test Procedure For Coal Based Thermal Power Plants (TPPS)Honcho Abhi SinhaBelum ada peringkat
- SiemensDokumen9 halamanSiemensGhassen Khalil100% (2)
- S07 LP TurbineDokumen53 halamanS07 LP TurbineUdick Penyet100% (2)
- Shuaiba North HRSG ManualDokumen91 halamanShuaiba North HRSG Manualmartinp17171100% (7)
- HRSG 01 Basic DesignDokumen40 halamanHRSG 01 Basic DesignPremadi SetyokoBelum ada peringkat
- 660 MW Sipat BoilerDokumen88 halaman660 MW Sipat BoilerTochi Krishna Abhishek100% (4)
- NTPC Gas Power PlantDokumen32 halamanNTPC Gas Power PlantBlack PantherBelum ada peringkat
- Gas Turbine 3Dokumen42 halamanGas Turbine 3joseph2101100% (1)
- GT Cal E PDFDokumen40 halamanGT Cal E PDFHutapea Herman100% (2)
- HRSG StartupDokumen20 halamanHRSG StartupKvvPrasad100% (1)
- GFA - GT Exhaust Spread ProblemDokumen5 halamanGFA - GT Exhaust Spread Problemأمير معروف100% (1)
- Boiler Operations and ControlDokumen41 halamanBoiler Operations and Controldurgeshsharma2Belum ada peringkat
- TH PP CH2 NewDokumen38 halamanTH PP CH2 NewAnonymous I43VxQYvBelum ada peringkat
- Ger 3620fDokumen34 halamanGer 3620ftechnica100% (1)
- Feasibility Study Report (1) ESPDokumen32 halamanFeasibility Study Report (1) ESPrajanarsuBelum ada peringkat
- ADANI POWER MAHARASHTRA LIMITED 5 X 660MW SUPERCRITICAL UNIT OPERATION EXPERIENCESDokumen38 halamanADANI POWER MAHARASHTRA LIMITED 5 X 660MW SUPERCRITICAL UNIT OPERATION EXPERIENCESHoncho Abhi Sinha100% (4)
- Chapter 4 HRSGDokumen39 halamanChapter 4 HRSGGloria Del Carmen Muñoz100% (1)
- Toshiba Power PlantDokumen24 halamanToshiba Power PlantMac Gerald Alindong100% (2)
- Chapter 1 GeneralDokumen65 halamanChapter 1 GeneralGloria Del Carmen MuñozBelum ada peringkat
- Combined Cycle Power Plant Performance Enhancement Techniques ReviewDokumen5 halamanCombined Cycle Power Plant Performance Enhancement Techniques ReviewMai DangBelum ada peringkat
- Super Critical Boiler Technology SKDDokumen35 halamanSuper Critical Boiler Technology SKDSwapnil TingusleBelum ada peringkat
- Thermal Performance of Sg10 Boiler: Prepared By: Ashutosh Kumar Singh (Ax2616) 3 Year, Chemical EngineeringDokumen34 halamanThermal Performance of Sg10 Boiler: Prepared By: Ashutosh Kumar Singh (Ax2616) 3 Year, Chemical EngineeringSaurav DashBelum ada peringkat
- Super Critical Boiler DetailDokumen81 halamanSuper Critical Boiler Detailsen_subhasis_58100% (2)
- Recovering Heat When Generating PowerDokumen8 halamanRecovering Heat When Generating Poweraliscribd46Belum ada peringkat
- Learning BoilerDokumen36 halamanLearning BoilerRheza Syailendra100% (1)
- Super HeaterDokumen5 halamanSuper HeaterSurya VankayalaBelum ada peringkat
- Capacidad Calderas Fabricante Struthers Tipo OtshDokumen4 halamanCapacidad Calderas Fabricante Struthers Tipo OtshJesús Cruz DíazBelum ada peringkat
- Extending Kettle LifeDokumen7 halamanExtending Kettle LifeSky Ong CwBelum ada peringkat
- ENVIRONMENT/HEAT TRANSFER - Waste Heat RecoveryDokumen4 halamanENVIRONMENT/HEAT TRANSFER - Waste Heat Recoverycvolkan1100% (1)
- Water Circulation SystemDokumen37 halamanWater Circulation SystemSam50% (2)
- Introduction To Turbovisory InstrumentsDokumen40 halamanIntroduction To Turbovisory InstrumentsSam0% (1)
- An Ode To SilenceDokumen1 halamanAn Ode To SilenceSamBelum ada peringkat
- Infrastructure in Power Project 1Dokumen51 halamanInfrastructure in Power Project 1SamBelum ada peringkat
- Overview of Hydro Power ProjectDokumen21 halamanOverview of Hydro Power ProjectSamBelum ada peringkat
- Water Circulation SystemDokumen37 halamanWater Circulation SystemSam50% (2)
- User PPT Acmotors1Dokumen88 halamanUser PPT Acmotors1SamBelum ada peringkat
- NeedsDokumen66 halamanNeedsSamBelum ada peringkat
- Recording, Reporting of OutputDokumen30 halamanRecording, Reporting of OutputSam100% (3)
- Automatic Turbine Tester EeDokumen17 halamanAutomatic Turbine Tester EeSam100% (1)
- StepsDokumen62 halamanStepsSam100% (1)
- Ppe DisDokumen12 halamanPpe DisSam100% (1)
- L-03 Spring Loaded Foundation-PresentationDokumen34 halamanL-03 Spring Loaded Foundation-PresentationSam100% (1)
- L-2 Presentation Gen Mech AuxDokumen36 halamanL-2 Presentation Gen Mech AuxSam100% (1)
- Feedwater SystemDokumen70 halamanFeedwater SystemishanpahwaBelum ada peringkat
- Equipment at HPSDokumen60 halamanEquipment at HPSSam100% (1)
- Generator CommissioningDokumen90 halamanGenerator CommissioningSam94% (18)
- Generator ClassDokumen93 halamanGenerator ClassSam100% (5)
- Boiler Erection PDFDokumen44 halamanBoiler Erection PDFShankar Jha100% (1)
- Accident - Causes & FactorsDokumen38 halamanAccident - Causes & FactorsSam100% (1)
- Automatic Turbine TestorDokumen26 halamanAutomatic Turbine TestorSam100% (2)
- Causes, Factors, CostDokumen37 halamanCauses, Factors, CostSamBelum ada peringkat
- KWU Text GoverningDokumen43 halamanKWU Text GoverningSam100% (2)
- 1 Elect ActuatlorDokumen29 halaman1 Elect ActuatlorSamBelum ada peringkat
- KWU Turbine SystemDokumen90 halamanKWU Turbine Systemvenukumare100% (6)
- 50hz Sine PWM Using Tms320f2812 DSPDokumen10 halaman50hz Sine PWM Using Tms320f2812 DSPsivananda11Belum ada peringkat
- Roll Covering Letter LathiaDokumen6 halamanRoll Covering Letter LathiaPankaj PandeyBelum ada peringkat
- PLJ-8LED Manual Translation enDokumen13 halamanPLJ-8LED Manual Translation enandrey100% (2)
- Climate Change in Bryce CanyonDokumen8 halamanClimate Change in Bryce CanyonClaire CriseBelum ada peringkat
- Newton Raphson Method MCQDokumen15 halamanNewton Raphson Method MCQmd junaidBelum ada peringkat
- 6a. ICMR STSDokumen15 halaman6a. ICMR STSVishnu Praba ABelum ada peringkat
- Describing An Object - PPTDokumen17 halamanDescribing An Object - PPThanzqanif azqaBelum ada peringkat
- Surveying 2 Practical 3Dokumen15 halamanSurveying 2 Practical 3Huzefa AliBelum ada peringkat
- Offshore Wind Turbine 6mw Robust Simple EfficientDokumen4 halamanOffshore Wind Turbine 6mw Robust Simple EfficientCristian Jhair PerezBelum ada peringkat
- An Improved Ant Colony Algorithm and Its ApplicatiDokumen10 halamanAn Improved Ant Colony Algorithm and Its ApplicatiI n T e R e Y eBelum ada peringkat
- Amma dedicates 'Green Year' to environmental protection effortsDokumen22 halamanAmma dedicates 'Green Year' to environmental protection effortsOlivia WilliamsBelum ada peringkat
- Ford 30 V600Dokumen7 halamanFord 30 V60008088338Belum ada peringkat
- Working With Session ParametersDokumen10 halamanWorking With Session ParametersyprajuBelum ada peringkat
- Module 3 Paired and Two Sample T TestDokumen18 halamanModule 3 Paired and Two Sample T TestLastica, Geralyn Mae F.Belum ada peringkat
- Eating and HealingDokumen19 halamanEating and HealingMariana CoriaBelum ada peringkat
- Principles of Marketing Eighth Edition Philip Kotler and Gary ArmstrongDokumen17 halamanPrinciples of Marketing Eighth Edition Philip Kotler and Gary ArmstrongJunaid KhalidBelum ada peringkat
- SRS documentation of Virtual Classroom System , SRS documentation of Personal Identity Management ,SRS documentation of EMentoring for women system , SRS Documentation of Employee Performance Management SRS Documentation of Online TicketingDokumen79 halamanSRS documentation of Virtual Classroom System , SRS documentation of Personal Identity Management ,SRS documentation of EMentoring for women system , SRS Documentation of Employee Performance Management SRS Documentation of Online Ticketingsaravanakumar1896% (26)
- Rev F AvantaPure Logix 268 Owners Manual 3-31-09Dokumen46 halamanRev F AvantaPure Logix 268 Owners Manual 3-31-09intermountainwaterBelum ada peringkat
- Nysc Editorial ManifestoDokumen2 halamanNysc Editorial ManifestoSolomon Samuel AdetokunboBelum ada peringkat
- Case Presentation - Bipolar Affective Disorder 2Dokumen73 halamanCase Presentation - Bipolar Affective Disorder 2Hemant's galaxy All is hereBelum ada peringkat
- Galley cleaning hazards and controlsDokumen9 halamanGalley cleaning hazards and controlsRosalie RosalesBelum ada peringkat
- John Williams - WikipediaDokumen2 halamanJohn Williams - Wikipedia三木和代Belum ada peringkat
- Module-1 STSDokumen35 halamanModule-1 STSMARYLIZA SAEZBelum ada peringkat
- BILL of Entry (O&A) PDFDokumen3 halamanBILL of Entry (O&A) PDFHiJackBelum ada peringkat
- DMDPrework QuizDokumen5 halamanDMDPrework Quizjunpe- yuutoBelum ada peringkat
- Women Safety AppDokumen18 halamanWomen Safety AppVinod BawaneBelum ada peringkat
- 7 Equity Futures and Delta OneDokumen65 halaman7 Equity Futures and Delta OneBarry HeBelum ada peringkat
- Country Profile - NigerDokumen1 halamanCountry Profile - Nigernana kayBelum ada peringkat