Anda mungkin juga menyukai
- Seam WeldingDokumen6 halamanSeam WeldingAmirrudin N RidwanBelum ada peringkat
- Hamzah (4422311013)Dokumen3 halamanHamzah (4422311013)Amirrudin N RidwanBelum ada peringkat
- Tugas WeldingDokumen6 halamanTugas WeldingAmirrudin N RidwanBelum ada peringkat
- TIG RickyDokumen2 halamanTIG RickyAmirrudin N RidwanBelum ada peringkat
- Ringkasan Materi Mesin BubutDokumen8 halamanRingkasan Materi Mesin BubutAmirrudin N RidwanBelum ada peringkat
- Kelompok 9 Kasus 4 Tugas HirarcDokumen5 halamanKelompok 9 Kasus 4 Tugas HirarcAmirrudin N RidwanBelum ada peringkat
- Zakat - Puasa - HajiDokumen12 halamanZakat - Puasa - HajiAmirrudin N RidwanBelum ada peringkat
- Kertas Penilaian Dewan Juri KaligrafiDokumen1 halamanKertas Penilaian Dewan Juri KaligrafiAmirrudin N RidwanBelum ada peringkat
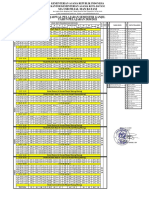
- Jadwal Pelajaran Semester Ganjil 2020-2021Dokumen2 halamanJadwal Pelajaran Semester Ganjil 2020-2021Amirrudin N RidwanBelum ada peringkat
- Soal Latihan Matematika Program LinearDokumen2 halamanSoal Latihan Matematika Program LinearAmirrudin N RidwanBelum ada peringkat
- Adinda Maharani Arsy Batam, 12 May 2005 SMPN 10 Batam 0059026329Dokumen1 halamanAdinda Maharani Arsy Batam, 12 May 2005 SMPN 10 Batam 0059026329Amirrudin N RidwanBelum ada peringkat