Anda mungkin juga menyukai
- Presentation WeldingDokumen28 halamanPresentation WeldingFahmyMuuslimBelum ada peringkat
- Definisi PengelasanDokumen8 halamanDefinisi PengelasanUloh MatiBelum ada peringkat
- 1Dokumen98 halaman1Dwi DarsonoBelum ada peringkat
- Pendahuluan PengelasanDokumen7 halamanPendahuluan PengelasanWong SempokBelum ada peringkat
- Pengelasa SAWDokumen2 halamanPengelasa SAWChieAstutiaribBelum ada peringkat
- Laporan Pengelasan KapalDokumen19 halamanLaporan Pengelasan KapalFahri Muhammad100% (1)
- Tugas 2Dokumen7 halamanTugas 2Farrel Arya Azaria farrelarya.2019Belum ada peringkat
- Definisi PengelasanDokumen21 halamanDefinisi Pengelasanwendypost73Belum ada peringkat
- Hand Book Welding '16-1Dokumen89 halamanHand Book Welding '16-1mjsolihinBelum ada peringkat
- Laporan Praktikum LasDokumen30 halamanLaporan Praktikum LasSafri Anggara PratamaBelum ada peringkat
- Buku Welder MmiDokumen110 halamanBuku Welder Mmiiqbal khairul hakimBelum ada peringkat
- Laser WeldingDokumen4 halamanLaser WeldingAbdul Maajid Al BannaBelum ada peringkat
- Submerged Arc Welding (SAW)Dokumen24 halamanSubmerged Arc Welding (SAW)muhammad latif makarimBelum ada peringkat
- Laporan Praktikum Las GtawDokumen5 halamanLaporan Praktikum Las Gtawelmek jaya100% (1)
- Buku Welder PT Astra Agro LestariDokumen110 halamanBuku Welder PT Astra Agro Lestariiqbal khairul hakimBelum ada peringkat
- 01 Prinsip Kerja Dari Proses LasDokumen72 halaman01 Prinsip Kerja Dari Proses LasInsan RetropolisBelum ada peringkat
- Referensi Dasar Teori Las ListrikDokumen20 halamanReferensi Dasar Teori Las ListrikMuthmainnah Al-QolbiBelum ada peringkat
- Pengelasan Elektroda Terumpan Dan Tak Terumpan (Kel.2)Dokumen16 halamanPengelasan Elektroda Terumpan Dan Tak Terumpan (Kel.2)Faishal100% (1)
- Las Busur ListrikDokumen23 halamanLas Busur ListrikKhezia AzizaBelum ada peringkat
- Laporan Mesin LasDokumen32 halamanLaporan Mesin LasRaihanNaxxGekostateBelum ada peringkat
- Randu Saputra - 1910816210013 - TugasTeknologiPengelasanDokumen13 halamanRandu Saputra - 1910816210013 - TugasTeknologiPengelasanRandu Brehenkk BallackshembilandBelum ada peringkat
- Macam-Macam Metode Proses PengelasanDokumen3 halamanMacam-Macam Metode Proses PengelasanMursalinBelum ada peringkat
- Laporan Teknik Pengelasan Tig Dan MigDokumen11 halamanLaporan Teknik Pengelasan Tig Dan MigDel Piero JuventusBelum ada peringkat
- Laporan Lengkap Mesin Las (Tanpa Kata Pengantar Dan Daftar Isi)Dokumen30 halamanLaporan Lengkap Mesin Las (Tanpa Kata Pengantar Dan Daftar Isi)Widana MadeBelum ada peringkat
- WeldingDokumen17 halamanWeldingakuakanpergikeboneBelum ada peringkat
- Welding ProcessDokumen42 halamanWelding ProcessmusaBelum ada peringkat
- Resume LasDokumen26 halamanResume Lasafrizal faturochmanBelum ada peringkat
- Flux Cored Arc Welding (FCAW)Dokumen4 halamanFlux Cored Arc Welding (FCAW)Balqis Intan Az-ZahraBelum ada peringkat
- 4.habib Susilo - 21090118140108 - Praktek Pengelasan C - Modul Teknik Penyalaan Busur Listrik Dan Menghentikan Busur Listrik Pada Las SmawDokumen8 halaman4.habib Susilo - 21090118140108 - Praktek Pengelasan C - Modul Teknik Penyalaan Busur Listrik Dan Menghentikan Busur Listrik Pada Las SmawHabib SusiloBelum ada peringkat
- Kertas Penerangan Cocu 2 (Back Gouging)Dokumen18 halamanKertas Penerangan Cocu 2 (Back Gouging)amirul868678% (9)
- Tugas Las MIGDokumen5 halamanTugas Las MIGerinyansyah1Belum ada peringkat
- Mini Riset (Disman Pardede)Dokumen39 halamanMini Riset (Disman Pardede)Disman PardedeBelum ada peringkat
- Dasar2 PengelasanDokumen61 halamanDasar2 PengelasanGultom Juliana LiliesBelum ada peringkat
- 3.macam - Macam Proses Pengelasan (MG 5-6)Dokumen23 halaman3.macam - Macam Proses Pengelasan (MG 5-6)IsmiArdyBelum ada peringkat
- JoiningDokumen43 halamanJoiningMuhammad Chairul Hafiz RBelum ada peringkat
- Bab 2Dokumen14 halamanBab 2aulia hamilaturrizqiBelum ada peringkat
- Pengelaasan SAWDokumen8 halamanPengelaasan SAWFADLAN AENUN NADHIFBelum ada peringkat
- PengelasanDokumen46 halamanPengelasanAhmad Kurniawan PurgaBelum ada peringkat
- Pengelasan Gtaw (Bab I Dan II)Dokumen10 halamanPengelasan Gtaw (Bab I Dan II)Hadi Purnomo ExcellentBelum ada peringkat
- Teknik PengelasanDokumen49 halamanTeknik PengelasanFebriant SchweinsteigerBelum ada peringkat
- Welding InspectionDokumen32 halamanWelding InspectionWahyudi BlueghostBelum ada peringkat
- MacamDokumen9 halamanMacamHumble SBelum ada peringkat
- Tugas Welding 2Dokumen9 halamanTugas Welding 2Dewi Lestari Natalia Marpaung100% (2)
- Uas PP Sem 3 Arc WeldingDokumen7 halamanUas PP Sem 3 Arc WeldingPriskila AnugrahBelum ada peringkat
- Laporan PraktikumDokumen10 halamanLaporan PraktikumRifaldiBelum ada peringkat
- Makalah LAS BUSUR RENDAMDokumen19 halamanMakalah LAS BUSUR RENDAMRaiza RezaBelum ada peringkat
- Proses Penyambungan LogamDokumen15 halamanProses Penyambungan LogamMaryan Julkarnain Ompusunggu JuveentiniBelum ada peringkat
- Materi Training AWS D1.1 - 85Dokumen14 halamanMateri Training AWS D1.1 - 85Iwan SetiawanBelum ada peringkat
- Pengelasan SAW Kelompok 5Dokumen16 halamanPengelasan SAW Kelompok 5Bagus BramantyaBelum ada peringkat
- Las Resistensi ListrikDokumen36 halamanLas Resistensi ListrikMuhammad Farid0% (1)
- Teknik Manufaktur Las SmawDokumen32 halamanTeknik Manufaktur Las SmawAdam KamilBelum ada peringkat
- Bagi LAS TIG MIG Dalam MASSA LoccdontDokumen6 halamanBagi LAS TIG MIG Dalam MASSA Loccdontlinee6388Belum ada peringkat
- Laporan Lengkap Mesin LasDokumen30 halamanLaporan Lengkap Mesin LasAldhy Dwi Cahyo100% (2)
- Politeknik Sinar Mas Berau Coal (Poltek Simas Berau) : PengelasanDokumen8 halamanPoliteknik Sinar Mas Berau Coal (Poltek Simas Berau) : PengelasanIlham SaputraBelum ada peringkat
- LAS Busur GasDokumen32 halamanLAS Busur GasJokoNugrohoBelum ada peringkat
- LAPORAN RESMI PRAKTIKUM PengelasanDokumen29 halamanLAPORAN RESMI PRAKTIKUM PengelasanlaksmanaBelum ada peringkat
- SMAWDokumen34 halamanSMAWBhilbil Prima NhBelum ada peringkat
- Seam WeldingDokumen6 halamanSeam WeldingAmirrudin N RidwanBelum ada peringkat
- Hamzah (4422311013)Dokumen3 halamanHamzah (4422311013)Amirrudin N RidwanBelum ada peringkat
- Ringkasan Materi Mesin BubutDokumen8 halamanRingkasan Materi Mesin BubutAmirrudin N RidwanBelum ada peringkat
- Zakat - Puasa - HajiDokumen12 halamanZakat - Puasa - HajiAmirrudin N RidwanBelum ada peringkat
- Kelompok 9 Kasus 4 Tugas HirarcDokumen5 halamanKelompok 9 Kasus 4 Tugas HirarcAmirrudin N RidwanBelum ada peringkat
- Kertas Penilaian Dewan Juri KaligrafiDokumen1 halamanKertas Penilaian Dewan Juri KaligrafiAmirrudin N RidwanBelum ada peringkat
- Soal Latihan Matematika Program LinearDokumen2 halamanSoal Latihan Matematika Program LinearAmirrudin N RidwanBelum ada peringkat
- Adinda Maharani Arsy Batam, 12 May 2005 SMPN 10 Batam 0059026329Dokumen1 halamanAdinda Maharani Arsy Batam, 12 May 2005 SMPN 10 Batam 0059026329Amirrudin N RidwanBelum ada peringkat
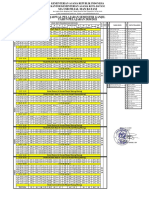
- Jadwal Pelajaran Semester Ganjil 2020-2021Dokumen2 halamanJadwal Pelajaran Semester Ganjil 2020-2021Amirrudin N RidwanBelum ada peringkat