Bab 8
Bab 8
Diunggah oleh
Noven Prima0 penilaian0% menganggap dokumen ini bermanfaat (0 suara)
29 tayangan30 halamanHak Cipta
© © All Rights Reserved
Format Tersedia
PDF atau baca online dari Scribd
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
© All Rights Reserved
Format Tersedia
Unduh sebagai PDF atau baca online dari Scribd
0 penilaian0% menganggap dokumen ini bermanfaat (0 suara)
29 tayangan30 halamanBab 8
Bab 8
Diunggah oleh
Noven PrimaHak Cipta:
© All Rights Reserved
Format Tersedia
Unduh sebagai PDF atau baca online dari Scribd
Anda di halaman 1dari 30
225
BAB 8
PERENCANAAN DAN PENGAWASAN
PRODUKSI DAN PERSEDIAAN
Bidang perencanaan dan pengawasan produksi (atau operasi)
dan persediaan (production and inventory planning and control
atau disingkat PIPC) dalam organisasi-organisasi manufacturing dan
jasa memberikan suatu kesempatan karier yang menarik dan me-
nantang bagi orang-orang yang mempelajari bisnis dan teknik.
Para spesialis PIPC adalah inti sistem "syaraf” sisi suplai atau pena-
waran organisasi-organisasi. Mereka berpartisipasi dalam’ peramalan
permintaan; perencanaan kapasitas keseluruhan organisasi; penen=
tuan berapa barlyak persediaan bahan dan’ komponen-komponen
yang harus ada dan kapan untuk mendapatkannya; dan bila kom-
ponen-komponen diproduksi secara internal, mereka bertanggung
Jawab atas kapan dibuat dan pada mesin-mesin mana sehingga master
production schedules atau skedul perakitan akhir dipenuhi untuk
memuaskan permintaan organisasi.
Kegiatan-kegiatan PIPC dirumuskan dengan banyak jstilah
secara tidak konsisten, sehingga sulit untuk menetapkan definisi
Yang tepat. Sebagai contoh, nama departemen utama yang melak-
sanakan kegiatan PIPC mungkin "departemen produksi”, “depar-
temen pengawasan produksi”, “operasi-operasi pabrik”, "depar-
temen perencanaan produksi”, "departemen perencanaan dan
Pengawasan produksi”, atau “departemen perencanaan dan
Pengawasan produksi dan persediaan” (PIPC), istilah yang kita gu-
nakan, Penulis menggunakan istilah ini karena sangat pentingnya
226
5 dan persediaan dalam kegiatan-kegiatay
wasan produksi. ae Arabia industy
nv dan pengawane™ sahaan maungkin lebih banyak yan
manufac Pertemen produ” daripada istlahistlak tain,
nya Ini berarti bahwa departemen “produkt bukan merupakan
Gepartemen pabrik yang mengerjakan produk, *stap> departemey
yang mengembangkan dan memberikan arah kepada pabrik serta me.
ngendalikan produksi.
ian dari kegiatan-kegiatan PIPC juga mempunyai na.
ma yang berbeda-beda dalam perusahaan yang berbeda. Sebagaj
contoh, suatu daftar komponen produk yang dirakit mungkin dise.
but "bill of materials”, “daftar bahan-bahan”, "'daftar komponen-
komponen” atau "daftar kebutuhan-kebutuhan”. Urutan operasi-
operasi pembuatan suatu komponen mungkin disebut “route sheet”,
“process sheet”, “layout”, atau "daftar. operasi”, “Scheduling”
mungkin berarti : (1) penetapan hari penyclesaian pesanan-pe-
sanan, (2) penetapan hari bagi penyelesaian operasi-operasi indivi-
dual, (3) penetapan waktu mulai dan berakhirnya pelaksanaan ope-
rasi tertentu, atau (4) pengembangan daftar pekerjaan yang mem-
butuhkan mesin-mesin tertentu. Sejauh yang penulis ketahui, itilah
istilah ini di Indonesia belum mempunyai definisi standar, sehingga
penulis akan menggunakan istilah-istilah dan definisi-definisi-umum
dalam pembahasan selanjutnya. :
pengintegrasian produks
perencanaan: dan peng@
Bagian-bagi
PENGERTIAN PIPC coment
Walaupun kegiatan-kegiatan PIPC berbeda dalam setiap situa
a n 7 a setiap situasi,
= rae Sa fever anges tertentu yang umum. Berbagai egiat
_ yang dilaksanakan para spesialis PIP i.
petidelschagel berikar: (= ee
1, Sapetiieaa dalam penyusunan skedul-skedul produksi induk
eaeteea — lasar kapasitas yang tersedia. Melaporkan ke
5 Pesanan Tanggaan, ran tentang hari penyelesaian bagi pesanay”
- Berpartisipasi dalam
q Perencanaan sa un-
tuk memenuhi skedul produksi pair aret tenaga kerja ¥"
3. Menerima pesanan,
Mnevima pesanan-pesanan untuk memproduksi produk-pi"
1,
10.
i.
12.
. "Menguraikan” pesanan-pesanan
. Menentukan kebutuhan-kebutuhan b:
27
‘agi produk-
Produk-produk yang di-
erarti mene}
ntukan kuantitas,
‘ rasi-operasi_yang diby
Memberikan daftar permintaan ke yang dibutuhkan,
pada departemen pembelian
untuk komponen-komponen yang akan dibel,
ahan mentah untuk kom-
rakit dari bills of material, atau by.
ponen-komponen yang diproduksi.
. Menentukan peralatan-peralatan yan,
1 8 diperlukan untuk produk-
si, Memberikan daftar Permintaan untuk peralatan-peralatan
yang akan dibeli atau dibuat secara internal,
Mengoperasikan gudang persediaan bahan mentah dan menge-
lola persediaan serta menyusun laporan-laporan’ penerimaan
dan pemakaian bahan secara akurat. Memberikan daftar permin-
taan pembelian untuk bahan-bahan yang diperlukan,
. Menentukan produk yang dibuat pertama kali, operasi-operasi
dan mesin-mesin yang diperlukan untuk membuat produk-pro-
duk dan komponen-komponen.
. Mempersiapkan perintah-perintah produksi yang mengarahkan
pelaksanaan’ operasi-operasi.
Menyusun skedul-skedul untuk. pelaksanaan_ operasi-operasi
pada mesin-mesin tertentu.
Menjamin bahwa segala sesuatu yang dibutuhkan untuk pro-
duksi akan tersedia dalam jumlah yang tepat pada waktu yang
tepat ketika perintah-perintah "diumumkan”. —
Menentukan berapa banyak perintah pengerjaan yang harus
disampaikan ke pabrik untuk menyeimbangkan pesanan-pesanan
yang belum dipenuhi dengan kapasitas yang tersedia. : -
Mengeluarkan perintah-perintah dan intr dostra produksi
untuk orang-orang dan mesin-mesin tertentu. a :
Mengatur tearisportail barang dalam proses, dan mea re
kasi pemrosesannya, dan menjamin akurasi laporan-lap
Penyimpanan persediaan dalam proses.
lenerima laporan-Japoran tentang pekerjaan yang eee os
saikan dan membandingkannya dengan apa yang tc) ©
dulkan. Memperbaharui catatan-catatan bemajuan peker}
oe - brik.
Pekerjaan yang berpindah-pindah dalam pal - ki-
Membantu dalam memecahkan alah yang mie
batkan pemindaan-penundaan produksi- tidak da-
eres reneana-rencana bila rencanarencana sens © ukuran
Pat dilaksanakan dan bila ada_perubahan-p
i isyaratkannya.
Suatu pesanan atau hari penyelesaian yang disyaratanny
asikan gudang penyimpanan komponen-komponey
yang telah selesaidikerjakan dan mengawasi persediaan kom,
ponen-komponen tersebut serta akurasi catatan-catatannya,
19, Mengoperasikan gudang penyimpanan produk-produk akhiy
dan mengawasi persediaan produk akhir serta akurasi catatan
18. Mengoper:
catatannya. :
Menjawab pemeriksaan-pemeriksaan sehubungan dengan ke.
majuan pesanan dalam proses.
21, Membantu dalam penyusunan estimasi-estimasi biaya untuk
pesanan-pesanan baru. ;
20.
Fungsi-fungsi dasar ini biasanya ditugaskan kepada departemen
PIPC dalam hampir semua perusahaan, tetapi kadang-kadang bebera-
pa fungsi di antaranya ditugaskan kepada departemen lain. Sebalik-
nya juga, satu atau lebih tugas-tugas non—PIPC, seperti perigoperasi-
an’ pelayanan administrasi pabrik atau gudang penyimpanan per-
alatan, atau penetapan standar-standar waktu untuk maksud-maksud
pemberian .insentif, sering dilimpahkan kepada departemen’ peng-
awasan produksi.
Dalam daftar di atas hanya nomor 2 dan 13. yang menyebut
atau bersangkutan dengan orang. PIPC memang sangat sedikit berhu-
bungan dengan penyusunan personalia pabrik (staffing). Bagaimana-
pun juga, dalam banyak perusahaan, PIPC menentukan berapa ba
nyak karyawan yang akan dibutuhkan pabrik. Mereka mungkin di-
limpahi tanggung jawab atas peterjemahan skedul-skedul kerja di
waktu yang akan datang menjadi kebutuhan-kebutuhan tenaga kerja
di waktu yang akan datang sehingga departemen personalia dapat
mengembangkan rencana-rencana penyusunan. personalia, Tetapi bia-
sanya merupakan pekerjaan para penyelia dan departemen persona”
lia untuk menyediakan karyawan-karyawan yang diperlukan. Kecvali
sclama tingkat produksi sangat tinggi, PIPC menganggap bahwa kar-
yawan-karyawan yang diperlukan akan tersedia,
PIPC juga sedikit berhubungan den, i ilitas yans
diperlukan untuk produksi, Dalam ae ae yang
bethubungan dengan pengoperasian produksi pertama kali untuk SU®
tu produk baru diserahkan kepada teknisi produk yang mempuny!
wewenang akhir tentang bagaimana barang-barang dibuat. Tebns!
produk dapat memilih mesin-mesin, memberiken eerintab pembeli-
229
an, menentukan layout, Mengawasi pemasangan mesi i
tor operasi-operasi sampai ‘produksi berjalanlancar, Telos peedok
mungkin juga membuat keputusan tentang semua peralatan yang di-
r nnya, serta memutuskan bahan-bahan yang di-
gunakan, tetapi PIPC yang melakukan Pesanan-pesanan bahan. Sete-
lah produk terintegrasi dengan proses Produksi, PIPC_mengambil
alih kegiatan operasi selanjutnya,
Sistem PIPC Terpadu
Sistem-sistem PIPC yang berkembang sekarang merupakan sis-
tem yang menyerupai suatu "siklus” atau sering disebut sistem ”clo-
sed loop”. Bagian-bagian sistem dipadukan dalam susunan yang te-
pat. Sistem PIPC mulai dengan membuat rencana-rencana, meng-
implementasikan rencana-rencana, mengawasi kegiatan-kegiatan atas
dasar rencana-rencana dan kemudian memberikan informasi umpan
balik kepada orang-orang PIPC sehingga rencana-rencana baru atau
yang telah direvisi dapat diimplementasikan dan diawasi, dan sete-
rusnya, sesuai periode waktu yang disyaratkan.
Sistem-sistem PIPC membantu pengelolaan kapasitas, tingkat
persediaan dan tenaga kerja, pembebanan mesin, dan perpindahan
pesanan-pesanan melalui fasilitas produksi. Disamping itu, sistem
memonitor pesanan-pesanan yang disampaikan kepada pihak Juar un-
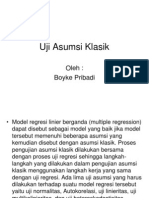
tuk komponen-komponen dan. bahan-bahan yang dibeli. Gambar
8-1 menunjukkan suatu gambaran ringkas sistem PIPC terpadu (in-
tegrated). Berikut ini akan ‘dikemukakan beberapa istilah yang mem-
berikan penjelasan arti setiap-kotak dalam gambar 8-1.
1.” Pesanan-pesanan langganan. Para langganan memasukkan pesan-
leeciuia untuk berbagai produk. Bila mereka melakukan, pe-
sanan-pesanan untuk para Jangganan tertentu itu dimasukkan
dalam skedul produksi induk. Ini disebut ”produksi untuk pe-
sanan”,
2. Peramalan permintaan. Perusahaan-perusahaan ae ae
Produksi dalam antisipasinya terhadap penmintain, dan is
hanya sekedar untuk memenuhi pesanan-pesanan langganan ter-
tentu, Ini disebut "produksi untuk persediaan”.
230
3.
- ly memprodul
4,
5
rmintaan bagian-bagian pelayanan. Sering perusahaan j,
cect Gomponen-komponen Pengganti untuk prog”
produknya. Sebagai contoh, perusahaan mobil tidak hanya per
ksi suatu komponen untuk dirakit dalam mobil,
“ mobil hasil produksi, tetapi harus juga memproduksi kompone,
tersebut untuk mengganti yang musak. Selain itu, Komponen
mungkin dibuat untuk divisi atau perusahaan lain. Produks,
komponen-komponen *pelayanan”’ ini juga harus diskedul,
Skedul produksi induk (master production schedule), Berbagaj
pesanan langganan, ramalan-ramalan permintaan, dan perminta.
an komponen-komponen pelayanan menghasilkan skedul pro.
duksi induk awal. Skedul ini biasanya adalah hasii kompromi
konflik antara produksi, pemasaran, keuangan, teknik dan per-
sonalia.
Skedul produksi induk adalah suatu rencana terperinci ten-
tang apa dan berapa banyak perusahaan merencanakan untuk
memproduksi masing-masing produk akhir dalam setiap periode
waktu (biasanya minggu) untuk beberapa bulan yang akan d2-
tang. Skedul produksi induk merupakan rencana induk perust-
haan, dan setelah disetujui akan mengendalikan sistem PIPC. Ba-
gaimanapun juga, hal ini dapat diubah secara periodik untuk
mencerminkan pesanan-pesanan baru atau ramalan-ramalan be-
tu dengan berjalannya waktu.
Sebelum skedul induk final disetujui, perlu dilakukan pem-
bandingan sumber daya-sumber daya yang diperlukan untuk
memproduksi sejumlah produk dalam periode waktu yang d
skedulkan, dengan kapasitas mesin-mesin, tenaga kerja dan su
ber daya-sumber daya jangka panjang lainnya yang tersedis-
Bila keseimbangan telah tercapai maka perencanaan yang !«
bih terperinci dapat dimulai, untuk mengetahui apakah skedt!
yang diusulkan dapat dipenuhi secara nyata. Ini dilakukan 4¢
ngan lebih mengingat tersedianya bahan mentah-bahan ment
kapasitas mesin, dan tenaga kerja tertentu.
Bills of materials (BOM), Cara suatu produk secara nyatt
buat dirumuskan dalam bills of materials, BOM merupaka
tu daftar semua komponen-komponen yang dipetiukan us"
231
membuat suatu produk. Tetapi
tar Komponen, tetapi juga
yang harus dilakukan untul
6 diperlukan untuk setiap produk
‘urul it it
Tukan untuk memproduksinya, "Pitan yang diper-
Transaksi-transakst persediaan, persediaan pengaman, dan
persediaan sedang dipesan atau diproduksi. Anggap kita mem-
butuhkan 400 roda untuk memenuhi rencana skedul produksi
induk untuk, misal, 100 mobil. Kita pada saat sekarang mem-
punyai persediaan 50 roda mobil, dan mempunyai 100 roda
lainnya yang sedang dibuat dalam pabrik (open order). Tetapi
bila kita baru saja mengirimkan 25 roda untuk mengganti roda~.
roda yang rusak untuk mobil-mobil yang telah dijual, sesung-
guhnya kita hanya perlu memproduksi sebanyak 400 — 50 —
100 +. 25 = 275 toda. Bagian transaksi-transaksi persediaan ini
bertanggung jawab atas penentuan jumlah pesanan atau permin-
taan produksi dalam jumlah yang tepat, tidak terlalu banyak
atau terlalu sedikit.
Perencanaan kebutuhan bahan. Semua hal di atas dipadukan da-
lam bagian sistem yang disebut perencanaan kebutuhan bahan
atau material requirements planning (MRP), di mana rencana
kebutuhan-kebutuhan bahan mentah dan komponen yang diper-
lukan untuk memenuhi skedul produksi induk dihitung. MRP
juga menentukan kapan pesanan-pesanan bahan dan komponen
perlu disampaikan kepada para penyedia atau pabrik untuk
produksi internal. Di samping itu MRP menentukan berapa ba-
nyak barang diperlukan, atas dasar persediaan, data pemesanan
dan BOM.
Keluaran dari MRP adalah pevintal-perintan beeneia 7
Pesanan-pesanan yang direncanakan untuk setiap Komponen
dan baker ea sanaa mendatang, dan menjadi basis bagi
Scheduling mesin-mesin dan tenaga kerja secara terperinci, serta
Pemberitahuan kepada departemen pembelian tentang apa yang
akan dibeli dan kapan membelinya-
232
Perencanaan agregat
‘Routing mesin jam|
dan kapasitas stan- Kapasitas: ;
dar kebutuhan te- Pembebanan ter
naga kerja batas
Pembebanan tak
terbatas.
Perencanaan terperinci
Umpan ballk dan tindakan korcktif yang diambil.
=
Implementasi
dan pengawasan
‘Umpan balik dan tindakan korektif
Gambar 8-1, Sistem perencanaan da
dukst
dan persediaan, Be pe eer
233
§ Perencanaan kebutuhan hapasitas, Seb
. te clum scheduli in:
ci yang memuat perintah-perintah py aie
engerjaan dan pesanan-pe-
komponen-komponen yang
tasan-batasan kapasitas (inf
1 : inite loadin, maupun untuk
-kapasitas mesin-mesin terbatas ) i
(finite loading). Ini memerlukan
pengetahuan tentang routing mesin, jam standar dan kapasitas
mesin tertentu untuk dapat melakukan perhitungan-perhitung-
an tersebut, Bila terjadi masalah-masalah kapasitas yang tidak
dapat dipecahkan dengan kerja lembur, shift ekstra, atau sub-
kontrak, skedul produksi induk mungkin harus direvisi untuk
menyesuaikan dengan kapasitas yang lebih rendah.
9. Scheduling terperinci. Setelah kapasitas dipadankan dengan ske-
dul produksi_induk, scheduling yang diperinci menurut kompo-
nen-komponen, rakitan-rakitan, dan komponen-komponen yang
dibeli dapat ditentukan. Scheduling ini mencakup routing me.
sin, hari penyelesaian pesanan, dan prioritas-prioritas lainnya.
10. Dispatching. Bila semua telah siap, perintah-perintah penger-
jaan dan pesanan-pesanan yang direncanakan yang dihasilkan
perencanaan kebutuhan bahan menjadi "order-order” yang di-
beri wewenang untuk mengerjakannya. Order-order untuk ba-
rang-barang yang diproduksi sendiri, di sampaikan ke bagian pa-
brik, bahan mentah dikeluarkan dari gudang, dan produksi mulai.
Order-order untuk bahan-bahan dan komponen-komponen yang
dibeli disampaikan kepada para penyedia dengan waktu teng-
gang cukup agar bahan-bahan datang pada waktu yang tepat
dan, dalam kuantitas yang tepat untuk’ diintegrasikan ke dalam
proses produksi. : '
11. Follow-up. Setelah dilakukan dispatching, perntah-perntah
j i i ik, sistem memonitor kemajuan
pengerjaan disampaikan ke pabrik, - i
order-order tersebut sejalan dengan PS anes oe
ke proses untuk mengecek apakah semuanya berjalai c
ngan yang telah ditctapkan dalam skedul produksi induk. Begi-
tu_juga, sali spesialis pembelian memonitor kemajuan order-
odes telah mereka berikan kepada para penyedia untuk
234
anan — tepat pada waktunya, terlan,
d 05: A
menentukan keadaan p' svak, dan sebagainya.
bat, ada masalah kualitas,
ik dan tindakan korektif. Sesuai dengan berjalanny,
Dede paras ini cikisimkan Kembali ke bagian yang pa
dalam sistem. Skedul-skedul induk. direvisi, MRP menghitung
embali_ kebutuhan-kebutuhan, dan proses berulang-ulang) dar)
hari ke hari, minggu ke-minggu, secara terus menerus berjalan
melalui proses pembetulan diri. Disamping itu, sistem diperba.
harai dengan adanya perubahan-perubahan bills of materials
(misal, karena disain produk direvisi), routing mesin (misal, ka
rena pembelian mesin-mesin baru), urutan-urutan perakitan,
jam jam standar, dan ratusan atau bahkan ribuan hal lain yang
secara konstan berubah dalam suatu lingkungan produksi yang
dinamik.
PERENCANAAN AGREGAT DAN SCHEDULING INDUK
Kegiatan perencanaan produksi dimulai dengan melakukan pe-
ramalan-peramalan (forecasts) untuk mengetahui terlebih dahulu apa
dan berapa yang perlu diproduksikan pada waktu yang akan datang.
Peramalan produksi bermaksud untuk memperkirakan permintaan
akan barang-barang atau jasa-jasa perusahaan. Tetapi hampir semua
perusahaan tidak dapat selalu menyesuaikan tingkat produksi mere~
ka dengan perubahan permintaan nyata. Oleh karena itu, perusahaan
mengembangkan rencana-rencana rasional yang menunjukkan bagai-
mana mereka akan memberikan tanggapan terhadap’ pasar. Ini meru-
es ee perencanaan agregat dan scheduling induk (master sche-
luling).
: Perencanaan agregat bersangkutan dengan cara kapasitas organi-
sasi digunakan untuk memberikan tanggapan terhadap permintean
yang diperkirakan. Perencanaan agregat adalah proses perencanea"
huantitas dan pengaturan waktu keluaran selama periode waktu te
tentu (biasanya antara 3 bulan sampai 1 tahun) melalui penyesuaia®
Varlabelwariabel tingkat produksi, karyawan, persediaan dan vas
belvariabel yang dapat dikendalikan lainnya, Digunakannya istilsh
‘agregat” adalah karena ramalan-ramalan permintaan akan berbas#
Darang atau jasa individual digabungkan menjadi unit-unit yang 0°
mogen. Perencanaan agregat mencerminkan strategi perusahaan 4
235
Jam hal pelayanan kepada langganan, ti
duksi, jumlah karyawan, dan lain dain, *t Petsediaan,tingkat pro-
ig paling integratif, karena memerlu-
a entang tingkat persediaan
jumlah personalia yang ada sekarang, Bae fame akurat eat
tang biaya-biaya dan pengetahuan penuh mengenai tujuan-tujuan sis-
tem dan bagian-bagiannya. Manajemen puncak hendaknya memberi-
kan pengarahan atau pedoman bagi kegiatan perencanaan agregat
ini, karena seperti telah disebutkan di atas, keputusan-keputusan pe-
rencanaan agregat sering mencerminkan kebijaksanaan dasar perusa-
haan. Beberapa pedoman umum perencanaan agregat secara ringkas
dapat diperinci sebagai berikut : o
1, Tentukan kebijaksanaan perusahaan dengan memperhatikan va-
tiabel-variabel yang dapat dikendalikan,
Gunakan hasil ramalan yang baik sebagai dasar perencanaan.
Buat rencana-rencana dalam unit-unit kapasitas yang tepat.
Sedapat mungkin pelihara stabilitas karyawan,
Lakukan pengawasan efektif terhadap persediaan.
Pelihara fleksibilitas untuk menghadapi perubahan.
Tanggapi permintaan dengan suatu cara yang terkendali.
Evaluasi perencanaan secara teratur.
PI oR
Perencanaan agregat merupakan dasar scheduling induk. Skedul
Produksi induk sebagai hasilnya menyajikan rencana menyeluruh
dan lebih detail dengan memerinci rencana produksi masing-masing
Produk akhir. Proses penyusunan skedul produksi induk dalam per-
\schaan-perusahaan yang berproduksi untuk persediaan akan berbeda
dengan dalam perusahaan-perusahaan yang berproduksi untuk pesan-
an, karena sumber informasi utama tentang permintaan juga berbeda.
‘agi perusahaan yang berproduksi untuk persediaan, informas per
mintaan berasal dari hasil ramalan-ramalan. Sedangkan bagi penmahe:
a yang berproduksi untuk pesanan, informasi permintaan beras:
Pesanan-pesanan (orders) yang diterima.
Socnsaee Nee
- Pembahasan lebih terperine! ten
tive perusahaan tersebut dapat dil
tang skedul produksi induk untuk kedua
baca dalam bab 10.
Selanjutnya, dari sekedul produksi induk dapat diperole}, ete,
jumlah karyawan, mesin-mesin dan peralatan.pe,
Batata dan sumber-daya—sumber-daya lainnya nl
int dian, Skedul produkst induk (master production schedule, wat
sering hanya disebut master schedule) merupakan formalisasj Tencang
produksi dan mengubahnya menjadi kebutuhan-kebutuhan kapasitas
tenaga kerja dan material tertentu. Beberapa fungsi penting skedy
produksi induk adalah + eo :
1. Menterjemahkan dan memerinci rencana-rencana agregat men.
jadi produk-produk akhir tertentu (spesifik).
Mengevaluasi skedul-skedul alternatif.
Memerinci dan meiientukan kebutuhan-kebutuhan material.
Memerinci dan menentukan kebutuhan-kebutuhan kapasitas,
Memudahkan pemrosesan informasi.
Menjaga validitas prioritas-prioritas.
Menggunakan kapasitas secara efektif.
NPS Pep
Gambar 8-2 menunjukkan hubungani rencana_produksi agreget
dan skedul produksi induk yang telah diuraikan. di atas. Gambar ini
dimaksudkan untuk melengkapi dan memperjelas gambar 8—1, yang
menjelaskan sistem perencanaan dan pengawasan produksi dan perse-. |
diaan sebagai suatu sistem integratif. Seperti dapat kita lihat dalam
gambar 8—2, peramalan (lihat bab 9) memberikan pedoman dasit
bagi rencana produksi. Masukan-masukan lainnya berasal dari penila-
an terhadap sumber daya perusahaan yang tersedia dan kemampua"
teknologikal. Pemahaman akan proses perencanaan agregat dan sche
duling induk memberikan dasar bagi pembahasan lebih Janjut tetas
perencanaan kebutuban kapasitas dan perencanaan kebutuhan mate:
rial dengan topik manajemen persediaan dalam bab-bab berikutny*
237
eae ecames
Perencanaan
fasilitas
__
Keputusan
Perencanaan
i=
Gambar 8-2, Baga aliran rencana produksi agregat dan skedul
produksi induk
Interval Waktu dan Horizon Perencanaan
Interval waktu yang digunakan dalam scheduling induk ter-
Gantung pada tipe, clams dan jangka waktu produksi berbagai pro-
uk, Seperti telah disebutkan, perusahaan-perusahaan sering menggu-
alan interval-interval waktu mingguan, yang serup2 dengan satuan
Waktu yang digunakan dalam banyak sistem perencanaan lainnya.
238
Perusahaan kadang-kadang juga menggunakan interval bulanan yp,
* tuk menggambarkan kepanjangan horizon perencanaan tanpa mem,,
sukkan perincian yang tidak diperlukan.
Horizon waktu yang dicakup oleh skedul induk juga tergen
tung pada karakteristik-karakteristik produk dan jangka waktu pro,
duksi, Banyak skedul induk mungkin meliput suatu periode wakty
pendek seperti mingguan, atau mungkin mencakup suatu periode
waktu yang melebihi ‘satu tahun untukiproduk-produk dengan
jangka waktu produksi Jama. Skedul produksi hendaknya member.
kan waktu secukupnya bagi komponen-komponen yang dibeli dan di.
rakit. *
Proses Scheduling Induk
Walaupun! scheduling induk tergantung pada tipe permintaan
(forecasts versus ‘pésanan) dan horizon perencanaan, beberapa pe-
doman scheduling perl diperhatikan, Hal-hal pokok yang peru
diperhatikan dalam scheduling induk adalah :
1. Scheduling induk dikerjakan atas dasar rencana produksi agre-
gat.
Menyusun skedul dengan modul-modul umum bila mungkin.
Melakukan pembebanan pada fasilitas-fasilitas secara realistik.
Menyampaikan order-order atas dasar satuan waktu.
Memonitor tingkat persediaan dengan cermat.
Melakukan rescheduling sesuai keperluan,
pokey
«Di samping itu, penyusun skedul induk juga harus mengintegr
sikan informa Permintaan dan persediaan ke dalam perencanaal
atau proses scheduling induk. Proses ini, secara umum, mengiktti
langkah-langkah sebagai berikut :
1. Menggabungkan kebutuhan-kebutuhan produk kotor per P*
triode,
“2, Menentukan kebutuhan-kebutuh, ih (yaitu, keb™
ni ta,
tuhan kotor dikurangi persediaan), Reem eeee oe
8. Membagi kumpulan-eumpulan kebutuhan produk bers Ke
yea order-order yang direncanakan menurut tahapan waktt se
239
4, Mengubah order-order yang direncanakan menjadi laporana-
poran Pembebanan Pada pusat-pusat kerja kunci.
5, Merevisi order-order yang direncanakan untuk memenuhi pri-
oritas dan menyesuaikan dey
1 ngan kebutuhan-kebutuhan kapa-
sitas.
Perhitungan-perhitungan skedul produksi induk terperinci akan
dijelaskan dengan sebuah
contoh permasalahan berikut ini, 2)
Contoh 8-1. Suatu perusahaan memproduksi dua macam pro,
duk, X dan Y. Permintaan akan X dan Y yang diperkirakan ditunjuk-
atas dasar perhitungan linear Programming adalah untuk X sebesar
90 unit, dan untuk Y sebesar 50 unit. Produk Y mempunyai deviasi
Penggunaan standar sebesar 15 unit, dan perusahaan menentukan
persediaan pengaman sebesar dua kali deviasi standar untuk mem-
berikan pelayanan sebaik mungkin,
Tabel 8-1. Data permintaan akan produk X dan Y
, Jenis Produk
| Produk X
| Produk ¥
Atas dasar data di atas, susuni skedul produksi induk sementara untiik
X dan ¥ dengan horizon perencanaan selama 10 minggu.
Penyelesaian :
Volume produksi yang dibutubkan ditentukan dengan rumusan ber-
akut :
2 66.
2) Diambil dari: Joseph G, Monks, op. elt., halaman 465—4
240
Produksi = persediaan awal—jumlah permintaan yang diperki-
rakan,
Misal, untuk. X +
Minggu 1 = 60-55 = 5 (produksi baru tidak diperlu.
kan) :
Minggu 2= 5—55= 50 (skedul dengan jumlah yang
paling ekonomis atau sebesar :°90
unit).
Persediaan akhir ditentukan dengan rumusan berikut :
Persediaan akhir = persediaan awal + produksi — permintaan.
Misa, untuk X :
Minggu 2 = 5+90—55=40. ,
Skedul produksi induk sementara untuk produk X :
Volume produksi
Persediaan akhir
241
Baris "volume produksi”” menunjukkan jumlah yang diproduksi da-
jam skedul induk sementara (tentative),
SCHEDULING TERPERINCI
Sebelah skedul produksi induk, yang dijabarkan dan dipadan-
kan dengan tersedianya sumber daya (material) dan kemampuan ka-
pasitas dalam sistem perencanaan kebutuhan bahan dan perencanaan
Kebutuhan kapasitas, menetapkan produk-produk (atau komponen-
komponen) apa yang akan diproduksi, dalam kuantitas berapa, dan
kapan produk-produk tersebut diperlukan, kita menyiapkan dan me-
nyusun scheduling terperinci. Scheduling ini mencakup daftar semua
komponen yang diperlukan untuk membuat suatu produk (termuat
dalam bill of materials), routing operasi-operasi (disusun dalam mas-
ter route sheet), hari penyelesaian order, pelimpahan wewenang pe-
ngerjaan dan prioritas-prioritas lainnya, Scheduling terperinci menun-
Jukkan bagaimana, kapan, dan di mana produk-produk harus dibuat.
Jadi, scheduling terperinci menyembatani jarak antara rencana-renca.
na material dan kapasitas dan produk-produk akhir.
Macam-macam Scheduling
Scheduling menyangkut penetapan kapan suatu operasi atau ke-
giatan harus dimulai agar hari penyelesaian pembuatan produk dapat
dipenuhi. Dalam hal penetapan tanggal setiap operasi, kita menge-
nal dua macam cara, yaitu :
1. Forward scheduling. Skedul-skedul disusun berdasarkan tanggal
Permulaan operasi yang diketahui dan kemudian bergerak ke
muka dari operasi pertama sampai operasi terakhir untuk me-
nentukan tanggal penyelesaian. Atau, proses scheduling di mulai
dengan tanggal permulaan order tertentu dan tanggal penyelesai-
an di waktu yang akan datang ditentukan berdasarkan siklus pe-
‘rosesan dan keterbatasan kapasitas. Pentiekatan ini banyak di-
gunakan dalam industri-industri proses seperti industri kimiawi,
Pemrosesan makanan dan industri-industri lainnya di mana ke-
luarannya sangat dibatasi dalam jangka pendek oleh kapasitas-
Kapasitas yang tersedia, karena untuk mengubahnya diperlukan
waktu lama.
am
2. Backward scheduling. Proses scheduling dimulai dengan t
penyelesaian yang ditentukan dan bekerja ke belakang unty,
menentukan tanggal mulai setiap operas! yang diperlukan. Pro.
ses ini menghasilkan tanggal yang ditetapkan dalam Penyampaj.
an order kepada pabrik uatuk setiap Komponen dan merupakan”
batas waktu setiap order operasi. Kadang-kadang tanggal penye.
Jesaian yang diinginkan untuk setiap operasi dicantumkan pada
order. Ini sekaligus berfungsi sebagai suatu sistem prioritas dan
pemberitahuan kepada para penyelia pekerjaan-pekerjaan mana
yang harus dilaksanakan terlebih dahulu dan apakah pekerjaan-
pekerjaan diselesaikan pada waktunya atau lebih cepat dari
skedul.
Di samping itu, kita juga mengenal dua jenis scheduling lainnya:
J. Order scheduling. Scheduling ini menentukan kapan setiap pe-
sanan harus dikerjakan dan diselesaikan, Skedul-skedul pesanan
menunjukkan kuantitas-kuantitas produk tertentu yang akan
dibuat dalam satu minggu atau satu bulan.
2. Machine scheduling. Scheduling ini menentukan waktu penger-
jaan pada setiap mesin. Tetapi, dalam praktek, skedul-skedul
penggunaan mesin-mesin individual biasanya disusun hanya un-
tuk mesin-mesin kunci atau untuk mesin-mesin yang sering me-
nyebabkan kemacetan.
Wewenang Untuk Memproduksikan
_ Pabrik menerima wewenangnya untuk membuat produk-produk
dari departemen PIPC. PIPC biasanyamemberitahukan empat hal ke-
pada pabrik : (1) produk apa yang dibuat, (2) berapa banyak, (3) ke”
pan, dan (4) bagaimana. Tiga pertama memberikan kepada pabrik
wewenang “untuk memproduksikan” {*producing” authority) U
tuk memulai dan membuat produk-produk. Hal ke empat member
kan kepada pabrike ” emp: a
eee Pabrik wéwenang "untuk memproses’”’ (processing
Wewenang writuk mem i : it a
: v produksikan memerintahkan ab’
(2) untuk merakit komponen-komponen menjadi berbagai produ
jadi, (2) untuk membuat sebuah produk jadi tunggal, (3) uit
243,
membuat bagian-bagian komponen individual atau (4) untuk -
proses bahan-bahan (likuid, bubuk) dan facing di dake
berbagai macam ukuran pembungkus,
Order-order perakitan memerintahk:
pabrik tentang produk-produk apa dan ber
buat dan memberikan bills of materials bagian-bagian dan komponen-
komponen rakitan yang diperlukan untuk setiap order. Manufak-
tur komponen-komponen dan Produk-produk jadi individual, bagai-
manapun juga sering memerlukan Petunjuk-petunjuk untuk mempro-
duksi secara lebih terprinci, Dalam hampir semua perusahaan setiap
operasi untuk memproduksikan berbagai komponen dan produk in.
tegral harus direncanakan secara terpisah dan wewenangnya dilim-
pahkan secara individual,
‘an departemen perakitan
rapa banyak yang harus di-
Wewenang untuk memproduksi adalah wewenang sat kali. Bila
pabrik telah menyelesaikan apa yang diperintahkan atas dasar wewe-
nang yang diterima, maka pabrik memerlukan petunjuk-petunjuk
Pengerjaan lebih lanjut. Wewenang-wewenang untuk memproduksi
baru harus diberikan secara terus menerus. Di samping itu, petunjuk ,
PIPC juga berupa instruksi-instruksi. "Wewenang” ini memberitahu-
kan kepada pabrik untuk membuat kuantitas produk yang diminta
skedul produksi induk, dan berusaha agar segala sesuatu dilakukan
sesuai skedul. Jadi, sumber wewenang ini adalah skedul produksi
induk.
Wewenang untuk Memproses
Wewenang untuk memproses bersangkutan dengan spesifikasi-
Spesifikasi pembuatan produk. Wewenang ini menjelaskan tentang
bagaimana sesuatu produk harus dibuat. Untuk perusahaan-perusa-
haan kecil, bagian teknik menentukan bentuk produk, ukuran dan
kebutuhan material, tetapi wewenang untuk, menentukan bagaimana
Suatu produk dibuat diserahkan kepada penyelia yang berpengalam-
an. Sedangkan untuk perusahaan-perusahaan besar, para teks ba
Sian teknik merancang komponen-komponen dan produk-ptoduk,
Kemudian para teknisi lainnya memutuskan bagaimana Produkpro-
duk tersebut dibuat. Para teknisi ini sering disebut teknisi Pros
atau manufacturing, dan kadang-kadang mereka bekerja dalam e-
Partemen PIPC, Mereka juga membantu untuk memutuskan bagaima-
244
na cara para karyawan akan melaksanakan operasi-operasi tidak ha.
nya dalam produksi komponen-komponen, tetapi juga dalam perakit.
an.
Master Bills of Materials (BOMs)
Selain digunakan dalam perencanaan, bills of materials juga di.
gunakan dalam produksi, BOMs untuk setiap jenis produk rakitan
diperlukan untuk memberikan kepada pabrik kebutuhan-kebutuhan
material tertentu. BOMs terutama merupakan suatu daftar kompo-
nen-komponen dan/atau bagian-bagian rakitan yang dibutuhkan
untuk membuat atau merakit satu unit produk jadi. Master bill ini
juga menunjukkan berapa banyak setiap komponen dan bagian pro-
duk akan diperlukan dan, biasanya, urutan perakitan bila struktur
produk dimasukkan. Master BOM memerinci semua nama kompo-
nen nomer identifikasi, nomer gambar, dan sumber bahan — baik
yang dibuat di dalam perusahaan ataupun yang dibeli dari pihak
luar.
Suatu BOM untuk produk akhir dapat memerinci bagian-bagi-
an rakitan seperti juga bila bagian-bagian itu merupakan komponen-
komponen individual. Setiap bagian rakitan, sebaliknya, mungkin ‘
mempunyai master bill of materials tersendiri, atau sering disebut
“mini” bill. Daftar komponen-komponen ini menunjukkan order
untuk mana komponen-komponen akan dirakit, sehingga master
BOM juga merupakan suatu bentuk instruksi pemrosesan.
Master bill lebih menunjukkan urutan proses perakitan bahan-
bahan menjadi bagian-bagian rakitan daripada secara langsung menj2-
di produk. Teknisi biasanya memutuskan hal ini, tetapi dalam ba-
nyak perusahaan PIPC dapat menggantikannya atas dasar pertim-
bangan praktikal.
Master bills of material, yang tentu saja harus diperbaharui sec
ta terus menerus untuk menyesuaikan diri dengan perubahan-pet”
ubahan disain, memberikan wewenang untuk memproses pada PIPC;
dan PIPC mungkin menggunakan wewenang ini berkali-kali untuk
order-order yang bersifat pengulangan bagi produk yang sama. Gam
bar 8-3 menunjukkan contoh bentuk master bill of materials.
Blaster Bl of Mater
Nama prod es emma Fee, one 8
No. ‘Nama (Kode ) Deskripst ‘Ukuran | Jumlah ‘Sumber | Keterangan
a mes ai
Gambar 8-3. Master bill of materials
oe
246
Master Route Sheets
Bagian teknik juga mengembangkan suatu "master route sheet”
untuk setiap komponen, yang menunjukkan operasi-operas! dan urut-
an yang diperlukan untuk membuat komponen. Master route sheets
memerinci operasi-operasi yang diperlukan untuk membuat suatu
komponen, mesin-mesin yang dibutuhkan untuk setiap operasi,
peralatan khusus yang diperlukan, waktu mesin untuk persiapan
operasi, waktu mesin yang dibutuhkan untuk melaksanakan operasi
pembuatan satu komponen, waktu menganggur antar-operasi normal,
serta jenis dan jumlah bahan-bahan mentah yang diperlukan untuk
membuat satu unit komponen atau produk. Dalam beberapa perusa-
haan, route sheet juga menunjukkan klasifikasi karyawan yang akan
melaksanakan setiap operasi atau tingkat kecepatan kerja bila perusa-
haan menggunakan insentif-insentif.
Seperti dalam kasus master bills of materials, master route
sheets memberikan wewenang untuk memproses yang berkesinam-
bungan pada PIPC. Order-order yang bersifat pengulangan dapat di-
kerjakan tanpa instruksi-instruksi pemrosesan bara dari bagian tek-
nik,
Instruksi_pemrosesan. Master route sheet memerinci operasi-
operasi yang diperlukan dan urutan-urutannya; tetapi deskripsi ope-
rasi tersebut adalah sangat ringkas sehingga para operator mesin ka-
dang-kadang membutuhkan instruksi-instruksi yang lebih spesifik
tentang apa yang akan dilakukan. Instruksi-instruksi ini berup2
gambar-gambar teknik dan "spesifikasi-spesifikasi” rencana pembuat-
an barang. Gambar-gambar teknik berguna untuk memberikan kete-
rangan tentang bentuk dan konstruksi barang yang dibuat, sedangkan
spesifikasi memerinci setiap bagian dan komponen produk, yang
mencakup bentuk, jenis, jumlah, kualitas, dan sebagainya. Biasanya
kedua keterangan di atas disampaikan kepada pabrik bersamaan de-
ngan order-order, dan sekaligus digunakan sebagai instruksi untuk
memproses produk, sehingga disebut instruksi pemrosesan (processing
instructions).
247.
Pembebanan Kapasitas
Penyusunan skedul-skedul harus mempertimbangkan kemampu-
an produksi atau kapasitas setiap fasilitas, Beban suatu pabrik adalah
jumlah kapasitas total yang telah dialokasikan kepada order-order da-
ni para langganan atau produksi barang-barang untuk persediaan, Be-
ban dan kapasitas ini dapat dinyatakan dalam ton, nilai rupiah, jam
produksi, atau dengan cara-cara lain. Untuk Penggunaan oleh depar-
“temen PIPC, hal ini biasanya dinyatakan dalam satuan waktu. Suatu
pabrik, departemen, atau.mesin dikatakan mempunyai “nilai” se-
jumlah jam, hari, atau minggu, atau bulan kapasitas. Kapasitas yang
telah terikat pada order-order disampaikan ke pabrik disebut backlog.
Pembebanan kapasitas (capacity loading) berarti penugasan se-
jumlah jam kerja kepada pusat-pusat kerja atau fasilitas-fasilitas pro-
duksi dalam hubungannya dengan kapasitas yang tersedia pada pusat-
pusat kerja tersebut. Ada dua macam pembebanan kapasitas, yaitu :
1.” Pembebanan tak terbatas (infinite loading), artinya beban-be-
ban kerja yang ditimbulkan oleh order-order baru dilimpahkan
ke pada pusat-pusat kerja tanpa memperhatikan jumlah kapasi-
tas yang belum terikat. Pekerjaan dibebankan untuk periode _
waktu tertentu tanpa mempertimbangkan apakah kapasitas *
yang tersedia mencukupi atau tidak. Pembebanan tak terbatas
menunjukkan berapa banyak pekerjaan yang akan kita beban-
kan pada setiap pusat kerja dalam setiap periode produksi. Bila
terjadi kelebihan beban, maka pusat-pusat kerja mungkin akan | -
melakukan kerja lembur, atau beberapa order harus dibebankan
ke pusat kerja lainnya untuk menyeimbangkan kebutuhan de-
) ngan kapasitas, atau skedul induk harus dirubah.
2. Pembebanan terbatas (finite loading). Berlawanan dengan pem-
bebanan ‘tak terbatas, pembebanan terbatas mencoba untuk
memadukan kebutuhan pengerjaan orderorder yang direncana-
kan dengan kapasitas-kapasitas\pusat kerja yang tidak terikat
dan memperhatikan alokasi-alokasi kapasitas prioritas pada or-
der-order Jain. Sistem’ pembebanan terbatas juga tidak selalu
dapat memenuhi sasaran pembebanan karena kompleksitas ma-
salah dan sifat dinamik hampir semua skedul produksi induk.
248
Seperti telah disebutkan di muka, skedul-skedult induk hendak.
nya ditetapkan setelah dilakukan pembandingan antara kebutuhan
kebutuhan beban produksi dengan kapasitas pusat-pusat kerja yang
belum terikat.
Scheduling dan Pembebanan dengan Grafik
Kegiatan-kegiatan PIPC yang telah dibahas di atas dalam perusa-
haan-perusahaan besar sekarang banyak dilakukan dengan mengguna.
kan komputer. Tetapi dalam banyak perusahaan relatif kecil di mana
masalah-masalah relatif sederhana, pembebanan dan scheduling efek-
tif dapat dilakukan tanpa menggunakan komputer.
Berbagai peralatan grafik, seperti productrol boards, schedu-
graphs, dan boardmasters telah lama digunakan. Papan-papan peren-
Canaan dan pengawasan dengan grafik ini digunakan untuk menun-
jukkan rencana-rencana dan kemajuan produksi dibandingkan dengan
rencana ‘produksi. Selain itu, ada peralatan-peralatan komersial, se-
perti papan-papan magnetik dan bagan-bagan gulungan, yang sangat
praktis dan bermanfaat.
DISPATCHING
Dispatching berarti pengeluaran perintah-perintah pengerjaan
(work orders) secara nyata kepada para karyawan (lihat gambar
8-4), Pemberian perintah pengerjaan merupakan realisasi produksi
untuk menghasilkan suatu produk. Secara normal, dispatching me-
nimibulkan beberapa masalah. Masalah pertama terjadi bila beban ker-
ja pusat-pusat kerja melebihi kapasitasnya, schingga perlu dikembang-
kan sistem prioritas order untuk memilih order-order pengerjaan pada
proses produksi berikut. Pada umumnya, hari penyelesaian yang ter”
tera dalam order tidak akan menjawab pertanyaan ini karena departe-
men kelebihan beban. Oleh karena itu, kita penting menetapkan sua
tu pedoman untuk pembuatan keputusan tentang order-order mana
yang seharusnya dikerjakan terlebih dahulu dan mana yang akan d-
tunda. Pedoman seperti itu hendaknya cukup mekanistik sehingg?
penyelia atau komputer atau operator mesin dapat membuat pilih-
an-pilihan. Adalah tidak mungkin untuk menggunakan pedoman-pe
doman yang sepenuhnya tergantung pada kebijakan atau’ pendapat
manusia bila pilihan-pilihan harus dibuat di antara ratusan dan ribU-
249
an order. Pedoman penentuan pilihan order inj disebut priority dis-
patch rules.
Para peneliti telah mempelajari masalah cara penentuan priori-
tas dan telah _menggunakan simulasi untuk menetapkan pedoman
dispatching prioritas terbaik. Beberapa pedoman yang dapat diguna-
kan adalah :
1. FCFS (first come, first served). yaitu pekerjaan yang datang per-
tama kali pada pusat kerja, diproses pertama kali.
2. SPT (shortest processing time), yang berarti bahwa pekerjaan
berikut dipilih atas dasar "waktu” pemrosesan tercepat atau ter-
pendek,
3.. LPT (longest processing time), yang berarti bahwa pekerjaan
berikut dipilih atas dasar waktu pemrosesan terpanjang atau
terlama. *
4, EDD (earliest due date), di mana dengan pedoman ini, pekerja-
an dengan tanggal penyelesaian paling dini (awal) diproses per-
tama kali.
5: LS (least slack). "Waktu Longgar” didefinisikan sebagai wak-
tu tersisa sampai tanggal penyelesaian dikurangi waktu pem-
mrosesan. Pekerjaan dengan waktu longgar paling kecil atau nol
diproses terlebih dahulu.
6 PCO (preferred custaner order), yang berarti bahwa pilihan pe-
kerjaan yang dilakukan berdasarkan pada prioritas pentingnya
langganan bagi perusahaan.
7. RS (random selection). Pedoman ini memilih pekerjaan berikut
yang akan diproses secara acak.
8 HEP (highest expected profitability), di mana pekerjaan yang
mempunyai tingkat profitabilitas tertinggi akan diproses terle-
bih dahulu.
Di samping pedoman-pedoman yang sering digunakan di atas,
Pemilihan pekerjaan yang akan diproses berikut dapat didasarkan
atas nilai rupiah tertinggi untuk meminimumkan biaya penyimpanan
arang dalam proses, atau dipilih pekerjaan dengan operasi-operasi
Yang tersisa paling banyak atau paling sedikit, atau atas dasar apakah
Pekerjaan melalui pusat kerja yang kelebihan beban, dan lain-Jain
Yeng ditetapkan secara khusus oleh perusahaan.
250
1 weurepey
swepey ysredsip reyeq “7-8 FequIED
5. uEysnpeysuay
epuydiuay
sedisysoq
Os Fee | UO zerrorg doug
2a + why weng = /aU/Lo
251
Dalam praktek, pengalaman telah menunjukkan bahwa tidak
ada pedoman yang dapat memecahkan semua masalah. Tidak ada
pedoman yang akan selalu dapat membantu penentuan semua kebu-
tuhan pengerjaan pertama. Untuk mengatasi hal ini, kita mungkin
perlu menggunakan indeks prioritas yang didasarkan atas waktu long-
rata-rata (yaitu, antara waktu antrian operasi-operasi) per operasi
yang tersisa. Indeks prioritas ini dapat dihitung sebagai berikut :
‘Waktu yang ma> “Waktu pem- Waktu yan;
sih tersisa sampai Tosesan yang masih tersisa
tanggal penyele- /—\ masih diperlu}+| menurut ske-
saian \kan dul produksi
Indeks
prioritas =
Jumlah operasi yang masih harus dikerjakan
Sebagai contoh, bila suatu pekerjaan harus diselesaikan dalam 30 hari
lagi, mempunyai waktu proses total yang belum dilakukan selama 10
hari, waktu antrian atau waktu longgar menurut skedul selama 15 ha-
ri, dan ada 6 operasi yang belum diselesaikan, maka indeks prioritas
akan sebesar :
30—(10 + 15)
Indeks prioritas = ————_ = _ (0,833
6
Semakin rendah indeksnya, semakin tinggi prioritasnya. Da-
lam kasus ini, pekerjaan akan mempunyai prioritas lebih rendah dari-
pada pekerjaan lain dengan indeks lebih kecil. Bila besarnya indeks
kurang dari nol (negatif), ini berarti pekerjaan mungkin tidak akan
dapat diselesaikan sesuai tanggal penyelesaian yang diinginkan, ke-
cuali perusahaan melakukan berbagai perubahan agar pemenuhan
order tidak terlambat. i
Rescheduling
ling j i i masalah (terutama da-
Reschediiling juga menciptakan berbagai masalah (teruta
lam es, manual) karena bila prioritas-prioritas di antara
berbagai pekerjaan diubah, order pengerjaan produk harus ditarik
kembali dan. diganti. Perubahan-perubaharfini sering terjadi dalam
252
skedul-skedul induk karena para langganan merubah kuantitas yan,
mereka inginkan, atau merubah keinginan mercka tentang tanggal
penyelesaian, atau mereka membatalkan order. Perubahan-perubahan
juga terjadi dalam skedul-skedul produksi barang untuk persediaan
seperti karena penjualan ternyata lebih besar atau lebih kecil daripa.
da yang diantisipasikan.
Bagaimanapun juga, rescheduling mungkin masih menyebabkan
konfil-konflik prioritas diantara order-order, karena bila suatu order
diubah untuk didahulukan, maka order lain harus ditunda. Oleh kare-
na itu, rescheduling hendaknya hanya dilakukan bila hal tersebut me-
mang diperlukan.
FOLLOW-UP
Follow-up merupakan kegiatan pengawasan produksi untuk me-
monitor dan mengecek secara terus menerus proses pengerjaan order-
order produksi maupun pembelian komponen-komponen dari pihak
luar perusahaan, apakah berjalan sesuai dengan yang telah ditetapkan
dalam skedul produksi induk, Follow-up, sebagai bagian terakhir
fungsi PIPC, bertujuan untuk menentukan efektivitas dan menginte-
grasikan fungsi-fungsi PIPC yang mendahuluinya, serta memberikan ‘
umpan balik dan menetapkan tindakan-tindakan korektif bagi sistem. |
Dengan melaksanakan fungsi follow-up, kita dapat mengetahui kema-
juan proses pengerjaan statu order atau pesanan, kelebihan kapasitas
‘yang belum digunakan-dan tingkat penggunaan dan persediaan mate-
rial.
Jenis-jenis Pengawasan Produksi
Tipe proses produksi yang berbeda akan memerlukan tipe peng-
awasan produksi yang berbeda pula. Dalam proses produksi konti-
_nyuskita mengenal flow control, dan dalam proses produksi intermi-
ten dikenal order control, Di samping ke dua jenis pengawasan ini,
kita juga mengenal load control dan block control. Secara ringkas,
jenisjenis pengawasan produksi terscbut dapat diuraikan sebagai
berikut : .
1. Order control. Hampir semua perusahaan menggunakan berba-
gai sistem order control untuk operasi-operasi berdasarkan pe
253
sanan mereka, tetapi, sangat sediki
menggunakan order ebiteal dalam a cea a
ja suatu perusahaan mulai menerima order-order seca. tenn
menerus, dan bila permintaan menjadi semakin besar dan es
ses produksi semakin lama, manajemen harus melen; kay ae
dengan sistem-sistem pengawasan, yang berorientasi a aa
produk, yang secara umum disebut flow control.
Order control bertujuan agar pengerjaan dan penyelesaian
suatu pesanan dilakukan sesuai dengan yang diinginkan atau
yang telah ditetapkan dalam skedul produksi induk. Bila penger-
jaan pesanan terdiri atas berbagai macam operasi, memerlukan
sekumpulan material, dan sebagainya, maka order control ber-
fungsi sebagai pengendali operasi untuk memenuhi segala ”per-
syaratan”” yang diinginkan pesanan.
Flow control. Produk-produk yang distandardisasikan dan di-
buat dalam volume-volume besar serta dibuat pada garis-garis
produksi, dikendalikan dengan menggunakan flow control.
Flow control banyak dijumpai dalam proses produksi konti-
nyus atau terus menerus, di mana pengerjaan produk menga-
lir sepanjang lini produksi.
Produk mengalir sepanjang lini produksi, melalui pusat-
pusat kerja sampai lini terakhir dari menit ke menit. Komponen-
komponen dan bagian-bagian rakitan harus mengalir ke pusat~
pusat kerja sepanjang garis pada tingkat yang sesuai dengan ke-
butuhan. Jadi, tujuan utama flow control adalah untuk mema-
damkan tingkat-tingkat aliran berbagai komponen, bagian rakit- ”
an dan perakitan akhir. :
Load control, Load control biasanya bersangkutan dengan pe-
nyusunan skedul-skedul untuk satu atau lebih mesin-mesin pen-
ting, Suatu mesin besar atau mesin kunci mungkin digunakan
untuk pengerjaan produk-produk berbagai ukuran dan varias,
seperti percetakan: dan penerbitan buku, majalah, dan sebagai-
nya. Load control erutama mengatur pembebanan mesin-me-
sin kunci tersebut dan mengidentifikasikan kebutuban setiap or-
der agar kuantitas atau tingkat produksi dapat dikendalikan.
254
Block control. Block control, bentuk Tain dari order contro]
biasanya digunakan dalam industri pakaian jadi. Pengawasan inj
mengelompokkan order-order menurut model, ukuran, dan
style tertentu, dan kemudian menggabungkannya menjadi ge.
macam “blocks”. Suatu block adalah sejumlah produk yang da.
pat diproduksikan pabrik dalam periode waktu tertentu misal
satu hari. Block control bertujuan agar pengerjaan kelompok
barang yang memerlukan proses sama dapat dilakukan secara
efektif dan agar proses produksi dapat berjalan dengan konstan.
Anda mungkin juga menyukai
- Contoh Kasus SCMDokumen4 halamanContoh Kasus SCMNoven PrimaBelum ada peringkat
- CSR 2-Konsep CSRDokumen30 halamanCSR 2-Konsep CSRNoven PrimaBelum ada peringkat
- Isu-Isu StrategisDokumen18 halamanIsu-Isu StrategisNoven Prima100% (1)
- Materi Kuliah Pengantar Agribisnis PertDokumen16 halamanMateri Kuliah Pengantar Agribisnis PertNoven PrimaBelum ada peringkat
- Agropolitan DistricDokumen22 halamanAgropolitan DistricNoven PrimaBelum ada peringkat
- Materi Konsep & Sejarah SCMDokumen5 halamanMateri Konsep & Sejarah SCMNoven PrimaBelum ada peringkat
- Penyusutan Pisau 3Dokumen2 halamanPenyusutan Pisau 3Noven PrimaBelum ada peringkat
- Tugas Bahasa NovenDokumen4 halamanTugas Bahasa NovenNoven PrimaBelum ada peringkat
- Agribisnis BerkelanjutanDokumen24 halamanAgribisnis BerkelanjutanNoven PrimaBelum ada peringkat
- Daur Hidup OrganisasiDokumen3 halamanDaur Hidup OrganisasiNoven Prima100% (1)
- Tugas B.indDokumen5 halamanTugas B.indNoven PrimaBelum ada peringkat
- 11 - Pengantar I GulmaDokumen9 halaman11 - Pengantar I GulmaNoven PrimaBelum ada peringkat
- Text Moderator DebatDokumen3 halamanText Moderator DebatNoven PrimaBelum ada peringkat
- Cover TrubusDokumen1 halamanCover TrubusNoven PrimaBelum ada peringkat
- Artikel 6 - Jurnal Sainstech - Vol 2 Nomer 5 - Ratna SusantiDokumen20 halamanArtikel 6 - Jurnal Sainstech - Vol 2 Nomer 5 - Ratna SusantiNoven PrimaBelum ada peringkat
- Panduan Essay Dan PosterDokumen12 halamanPanduan Essay Dan PosterNoven PrimaBelum ada peringkat
- 04-Hetero - RegresiDokumen16 halaman04-Hetero - RegresiNoven PrimaBelum ada peringkat
- Uji Asumsi KlasikDokumen7 halamanUji Asumsi KlasikEddy ThompsonBelum ada peringkat