Anda mungkin juga menyukai
- Cubing Sheet MetalDokumen1 halamanCubing Sheet Metalhilmy yusuf maulanaBelum ada peringkat
- Hal 36Dokumen1 halamanHal 36Ehsan tri saputraBelum ada peringkat
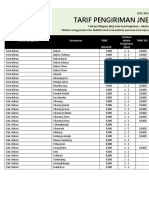
- Ongkir JneDokumen137 halamanOngkir JneEhsan tri saputraBelum ada peringkat
- Tekanan HidrostatisDokumen2 halamanTekanan HidrostatisEhsan tri saputraBelum ada peringkat
- LikuifaksiDokumen2 halamanLikuifaksiEhsan tri saputraBelum ada peringkat
- Metode Pergantian Pahat Otomatis Mesin CNC TU-2ADokumen1 halamanMetode Pergantian Pahat Otomatis Mesin CNC TU-2AEhsan tri saputraBelum ada peringkat
- Jenis Alat Ukur PanjangDokumen2 halamanJenis Alat Ukur PanjangEhsan tri saputraBelum ada peringkat
- ppt.02 Metode PengukuranDokumen44 halamanppt.02 Metode PengukuranEhsanTriSaputra100% (1)
- 04 Alur Registrasi Ulang SBMPTNDokumen1 halaman04 Alur Registrasi Ulang SBMPTNEhsan tri saputraBelum ada peringkat
- Jenis Alat Ukur PanjangDokumen2 halamanJenis Alat Ukur PanjangEhsan tri saputraBelum ada peringkat
- Material Teknik - Kuis 1 PDFDokumen5 halamanMaterial Teknik - Kuis 1 PDFEhsan tri saputra100% (1)
- Tegangan Regangan NormalDokumen2 halamanTegangan Regangan NormalEhsan tri saputraBelum ada peringkat
- Jenis Baja ProfilDokumen2 halamanJenis Baja ProfilEhsan tri saputraBelum ada peringkat
- NDTTTDokumen3 halamanNDTTTEhsan tri saputraBelum ada peringkat
- Kimia DasarDokumen118 halamanKimia Dasarmnazar.unsyiah83% (6)
- Potensial Listrik (Compatibility Mode)Dokumen33 halamanPotensial Listrik (Compatibility Mode)Dhimas MahardhikaBelum ada peringkat
- Diagram Fasa Dan Perubahan Struktur MikroDokumen28 halamanDiagram Fasa Dan Perubahan Struktur MikroEhsan tri saputraBelum ada peringkat
- 9 Dhimas DPM PDFDokumen44 halaman9 Dhimas DPM PDFDimas SatriaBelum ada peringkat
- 5 Peralatan Pengaman Arus Listrik Untuk Penghubung Dan PemutusDokumen23 halaman5 Peralatan Pengaman Arus Listrik Untuk Penghubung Dan PemutusYoga Dwipayana100% (1)
- Teori AtwoodDokumen4 halamanTeori AtwoodEhsan tri saputraBelum ada peringkat
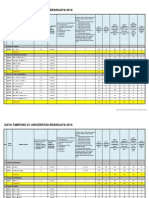
- Daya Tampung 2014 UBDokumen6 halamanDaya Tampung 2014 UBIbnu AnharyBelum ada peringkat
- Bab III Metodologi PengukuranDokumen2 halamanBab III Metodologi PengukuranEhsan tri saputraBelum ada peringkat
- Teori AtwoodDokumen4 halamanTeori AtwoodEhsan tri saputraBelum ada peringkat
- Proposal Pertandingan Bola VollyDokumen6 halamanProposal Pertandingan Bola VollyEhsan tri saputraBelum ada peringkat
- Proposal Pertandingan Bola VollyDokumen6 halamanProposal Pertandingan Bola VollyEhsan tri saputraBelum ada peringkat
- Tahap Sebelum Kelahiran PranatalDokumen4 halamanTahap Sebelum Kelahiran PranatalEhsan tri saputraBelum ada peringkat
- Proposal Pertandingan Bola VollyDokumen6 halamanProposal Pertandingan Bola VollyEhsan tri saputraBelum ada peringkat