Anda mungkin juga menyukai
- Circuit Breaker dan Jenis-JenisnyaDokumen23 halamanCircuit Breaker dan Jenis-JenisnyaYoga Dwipayana100% (1)
- Mesin CNC TU-2ADokumen13 halamanMesin CNC TU-2ADandy Rizaldy SetyawanBelum ada peringkat
- RODA GIGIDokumen25 halamanRODA GIGIInsyiBelum ada peringkat
- Siklus Pemakanan KantongDokumen7 halamanSiklus Pemakanan KantongMegi Setiawan SBelum ada peringkat
- Broaching Dan ProsesDokumen4 halamanBroaching Dan ProsesLapakMasHarBelum ada peringkat
- Standardisasi Ulir Berdasarkan Bentuk Sisi Luar UlirDokumen13 halamanStandardisasi Ulir Berdasarkan Bentuk Sisi Luar UlirtomyBelum ada peringkat
- Perancangan Roda Gigi LurusDokumen11 halamanPerancangan Roda Gigi LurusAkhmad SyukriBelum ada peringkat
- Bab 1,2,3,4 Dan 5Dokumen38 halamanBab 1,2,3,4 Dan 5Aidil.K.NasutionBelum ada peringkat
- Laporan Praktikum BubutDokumen50 halamanLaporan Praktikum BubutMohamad Syafi'i100% (1)
- Pengukuran Roda Gigi Lurus Menggunakan Mistar SorongDokumen5 halamanPengukuran Roda Gigi Lurus Menggunakan Mistar SorongDianaMariskaBelum ada peringkat
- Roda Gigi Cacing PDFDokumen16 halamanRoda Gigi Cacing PDFKresnaFajarBelum ada peringkat
- MESIN GERINDADokumen8 halamanMESIN GERINDAGeovany FakhriBelum ada peringkat
- REKONDISI FRAISDokumen6 halamanREKONDISI FRAISBudi WijayaBelum ada peringkat
- RodaGigiPayungDokumen9 halamanRodaGigiPayungYoga MalanoBelum ada peringkat
- Proposal Tugas Akhir Muhammad Fakkaruddin AriefDokumen18 halamanProposal Tugas Akhir Muhammad Fakkaruddin Ariefhuda ifandaBelum ada peringkat
- Pemeriksaan sistem udara kempa dan komponenDokumen3 halamanPemeriksaan sistem udara kempa dan komponenLana Atmim NurBelum ada peringkat
- UTS ELEMEN MESIN-1Dokumen2 halamanUTS ELEMEN MESIN-1Fitri DelitaBelum ada peringkat
- Sambungan PlatDokumen10 halamanSambungan PlatDeva Lathief Al-GhofurBelum ada peringkat
- Program Maintenance Mesin FraisDokumen6 halamanProgram Maintenance Mesin FraisAbu SufyanBelum ada peringkat
- Pahat Bubut SisipanDokumen10 halamanPahat Bubut SisipanOktavianusHeruBelum ada peringkat
- Pengukuran Teknik DaffaDokumen13 halamanPengukuran Teknik DaffaBimbimaBelum ada peringkat
- Kalibrasi Ketepatan Putaran Mesin Milling f4 AcieraDokumen10 halamanKalibrasi Ketepatan Putaran Mesin Milling f4 Acieraagmas katanaBelum ada peringkat
- Karya Ilmiah SekrapDokumen20 halamanKarya Ilmiah SekrapAndha B'st100% (1)
- DESAIN PRESS TOOL LOCKCASEDokumen29 halamanDESAIN PRESS TOOL LOCKCASETegar Kukuh Ahmad JulfikarBelum ada peringkat
- Mesin Permesinan OPCDokumen4 halamanMesin Permesinan OPCHelmi Bysikel Helmi100% (1)
- Laporan Perkakas TanganDokumen4 halamanLaporan Perkakas TanganMuhammad Nidzam K.Belum ada peringkat
- Mesin CNC Tu 2aDokumen11 halamanMesin CNC Tu 2arenitaBelum ada peringkat
- Cara Pembagian Diferensial Ini Dilakukan Bila Pembagian Dengan CaraDokumen6 halamanCara Pembagian Diferensial Ini Dilakukan Bila Pembagian Dengan CaraTitis Mustika Handayani0% (1)
- BAB II - Kunci ChuckDokumen21 halamanBAB II - Kunci ChuckSyamsul HidayatBelum ada peringkat
- LAPORAN PEMBUATAN RODA GIGIDokumen6 halamanLAPORAN PEMBUATAN RODA GIGIfayuang0% (1)
- Mesin Bubut Maximat V13: Teknik Perawatan dan Fungsi Utama BagianDokumen4 halamanMesin Bubut Maximat V13: Teknik Perawatan dan Fungsi Utama BagianIkhsan MuzakiBelum ada peringkat
- Ultrasonic TestDokumen13 halamanUltrasonic TestRoni JuliantoBelum ada peringkat
- Bab 1-4 CNC Tu 2aDokumen15 halamanBab 1-4 CNC Tu 2aSerdadu TuaBelum ada peringkat
- Pengujian GeserDokumen4 halamanPengujian GeserWawan WidiantoBelum ada peringkat
- Materi 16 Soal Dan Jawaban UASDokumen4 halamanMateri 16 Soal Dan Jawaban UASFaisalBelum ada peringkat
- Bab II Sekrap FixDokumen11 halamanBab II Sekrap FixredhaBelum ada peringkat
- Macam Macam Mata BorDokumen3 halamanMacam Macam Mata BorSrie WidodoBelum ada peringkat
- Parameter Pemotongan FraisDokumen27 halamanParameter Pemotongan FraiskldsBelum ada peringkat
- RB - Fajar Sidik Sadono - 119170069 - Jurnal Uji Tarik - ACCDokumen9 halamanRB - Fajar Sidik Sadono - 119170069 - Jurnal Uji Tarik - ACCBegini ? Begitu ?Belum ada peringkat
- JOB SHEET UJI IMPACT (Lama)Dokumen8 halamanJOB SHEET UJI IMPACT (Lama)BerlianBelum ada peringkat
- Nama Nama Komponen Pada Kompresor UdaraDokumen3 halamanNama Nama Komponen Pada Kompresor UdaraTaufik HidayatBelum ada peringkat
- Terjemahan Materi Elemen Mesin 2Dokumen220 halamanTerjemahan Materi Elemen Mesin 2Sugiono 99Belum ada peringkat
- Praktikum Wind TunnelDokumen12 halamanPraktikum Wind TunneltotoroBelum ada peringkat
- Membuat Bearing Traker Dengan Mesin Bubut Dan FraisDokumen46 halamanMembuat Bearing Traker Dengan Mesin Bubut Dan FraissugengBelum ada peringkat
- Uji Impak MaterialDokumen18 halamanUji Impak MaterialAshary NurhidayatBelum ada peringkat
- Anang Height GaugeDokumen7 halamanAnang Height GaugeMuhamad RokhimBelum ada peringkat
- RODA GIGIDokumen16 halamanRODA GIGIArif HermawanBelum ada peringkat
- OPTIMASI PEMIPAANDokumen15 halamanOPTIMASI PEMIPAANRizka Mardatillah AlneBelum ada peringkat
- Analisa Kegagalan Tabung LPG 3 KGDokumen15 halamanAnalisa Kegagalan Tabung LPG 3 KGMuhamad MachrusBelum ada peringkat
- Pengukuran Sudut Gun & OziDokumen28 halamanPengukuran Sudut Gun & OziAldioD.PratamaBelum ada peringkat
- Mesin Perkakas DasarDokumen22 halamanMesin Perkakas DasarLiaaBelum ada peringkat
- Nurul Sahirah (Makalah Teknologi Mekanik)Dokumen37 halamanNurul Sahirah (Makalah Teknologi Mekanik)Nurul SahirahBelum ada peringkat
- Laporan Praktikum Fenomena Dasar MesinDokumen18 halamanLaporan Praktikum Fenomena Dasar MesinFais Iskandar100% (1)
- OPTIMALKAN PLATDokumen12 halamanOPTIMALKAN PLATPrasetya Didi RahmanBelum ada peringkat
- Makalah CNCDokumen11 halamanMakalah CNCRidho SyamBelum ada peringkat
- MESIN BUBUTDokumen34 halamanMESIN BUBUTiftaBelum ada peringkat
- MENGENTUK PELATDokumen7 halamanMENGENTUK PELATPak Hery SimdigBelum ada peringkat
- Roda Gigi CacingDokumen10 halamanRoda Gigi CacingRiezky Sllalu AeikbarBelum ada peringkat
- BAB 3 Paku Keling OKDokumen35 halamanBAB 3 Paku Keling OKYudiHartonoBelum ada peringkat
- P7 Change Tools TU 2ADokumen6 halamanP7 Change Tools TU 2Ayuda previo saputraBelum ada peringkat
- Awal Lahirnya Mesin CNCDokumen3 halamanAwal Lahirnya Mesin CNCHartono CahyadiBelum ada peringkat
- Cubing Sheet MetalDokumen1 halamanCubing Sheet Metalhilmy yusuf maulanaBelum ada peringkat
- Hal 36Dokumen1 halamanHal 36Ehsan tri saputraBelum ada peringkat
- Ongkir JneDokumen137 halamanOngkir JneEhsan tri saputraBelum ada peringkat
- Jenis Baja ProfilDokumen2 halamanJenis Baja ProfilEhsan tri saputraBelum ada peringkat
- LikuifaksiDokumen2 halamanLikuifaksiEhsan tri saputraBelum ada peringkat
- Kimia DasarDokumen118 halamanKimia Dasarmnazar.unsyiah83% (6)
- Jenis Alat Ukur PanjangDokumen2 halamanJenis Alat Ukur PanjangEhsan tri saputraBelum ada peringkat
- Tekanan HidrostatisDokumen2 halamanTekanan HidrostatisEhsan tri saputraBelum ada peringkat
- ppt.02 Metode PengukuranDokumen44 halamanppt.02 Metode PengukuranEhsanTriSaputra100% (1)
- Jenis Alat Ukur PanjangDokumen2 halamanJenis Alat Ukur PanjangEhsan tri saputraBelum ada peringkat
- NDTTTDokumen3 halamanNDTTTEhsan tri saputraBelum ada peringkat
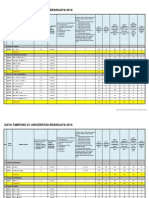
- Daya Tampung 2014 UBDokumen6 halamanDaya Tampung 2014 UBIbnu AnharyBelum ada peringkat
- Kuis Material TeknikDokumen5 halamanKuis Material TeknikEhsan tri saputra100% (1)
- Tegangan Regangan NormalDokumen2 halamanTegangan Regangan NormalEhsan tri saputraBelum ada peringkat
- Potensial Listrik (Compatibility Mode)Dokumen33 halamanPotensial Listrik (Compatibility Mode)Dhimas MahardhikaBelum ada peringkat
- Diagram Fasa Dan Perubahan Struktur MikroDokumen28 halamanDiagram Fasa Dan Perubahan Struktur MikroEhsan tri saputraBelum ada peringkat
- Teori AtwoodDokumen4 halamanTeori AtwoodEhsan tri saputraBelum ada peringkat
- Bab III Metodologi PengukuranDokumen2 halamanBab III Metodologi PengukuranEhsan tri saputraBelum ada peringkat
- 9 Dhimas DPM PDFDokumen44 halaman9 Dhimas DPM PDFDimas SatriaBelum ada peringkat
- Proposal Pertandingan Bola VollyDokumen6 halamanProposal Pertandingan Bola VollyEhsan tri saputraBelum ada peringkat
- Teori AtwoodDokumen4 halamanTeori AtwoodEhsan tri saputraBelum ada peringkat
- Pemrograman Mesin CNC Tu 3aDokumen6 halamanPemrograman Mesin CNC Tu 3aEhsan tri saputraBelum ada peringkat
- 04 Alur Registrasi Ulang SBMPTNDokumen1 halaman04 Alur Registrasi Ulang SBMPTNEhsan tri saputraBelum ada peringkat
- Tahap Sebelum Kelahiran PranatalDokumen4 halamanTahap Sebelum Kelahiran PranatalEhsan tri saputraBelum ada peringkat
- Proposal Pertandingan Bola VollyDokumen6 halamanProposal Pertandingan Bola VollyEhsan tri saputraBelum ada peringkat
- Proposal Pertandingan Bola VollyDokumen6 halamanProposal Pertandingan Bola VollyEhsan tri saputraBelum ada peringkat