DPP - 2015
BAB 3
TRACK
a
5.
5A.
BAA.
DPP - 2015
TA
PENGADAAN REL
RUANG LINGKUP.
1) Bagian ini mencakup persyaratan pengadaan rel termasuk menyediakan
angkutan, penyimpanan, inspeksi/supervisi, pengujian dan asuransi
2) Rel yang dimaksud dalam spesifikasi ini adalah rel berat dan tahan aus untuk
jalan rel
PEDOMAN DAN STANDAR DAN PERATURAN YANG BERLAKU
co Kementerian Perhubungan:
= PM60 Tahun 2012: Persyaratan Teknik Jalur Kereta Api
© International Union of Railways (UIC)
* UIC 860-0 Technical specification for the supply of rails
© European Standard
+ EN 136741 Part 1: Vignole Railway Rail 46 kg/and
above
JAMINAN DAN PENGENDALIAN MUTU
‘Sesuai dengan ketentuan dalam “Jaminan Dan Pengendalian Mutu”
SUBMITTAL,
Dalam hal pengadaan material tersebut diatas, Kontraktor berkonsultasi terlebih
dahulu dengan Pihak Pemberi Kerja (Owner) maupun Konsultan dan harus membuat
engajuan sesuai dengan persyaratan pada SUBMITTAL.
PERSYARATAN TEKNIS
MATERIAL,
Persyaratan Umum
1) Rel terbuat dari baja jenis ingots atau continuous casting blooms (C.C. blooms).
2) Rel harus diproduksi dan diperiksa oleh pabrikan sesuai standar EN 13674-1
Kontraktor_harus dapat menunjukkan Sertifikat Hasil Test dari pabrik
pembuatnya
3) Profil rel yang dimaksud dalam spesifikasi ini adalah rel 541
4) Klasifikasi rel (rail grade) adalah minimal kekerasan 320 HB.
5) Klasifikasi profil untuk toleransi adalah profile kelas Y sesuai EN 13674-1 Table
7 atau Pasal 5.3.1 dalam spesifikasi ini.
6) Panjang dari rel adalah 25 m dengan toleransi sesuai EN 13674-1 Tabel 9 atau
Pasal 5.3.3 dalam spesifikasi ini
Tat
wh
DPP - 2015
7) Lubang untuk sambungan pada salah satu ujung rel paling banyak 15% dari total
pengadaan atau sesuai dengan instruksi pemberi tugas. Toleransi diameter
lubang sambungan rel, panjang dan kondisi ujung rel harus_memenuhi
pesyaratan dalam EN 13674-1 Table 9 atau Pasal 5.3.3 dalam spesifikasi ini
8) Toleransi kelurusan, kerataan permukaan dan puntiran harus_memenuhi
persyaratan rel Kelas A dalam EN 13674-1 Tabel 8 atau Pasal 5.3.4 dalam
spesifikasi ini
5.2. PERSYARATAN
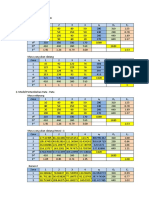
5.2.1. Penampang Rel
c
[Besaran PM 28-2011 UIC 860 EN 13674-1
Geometri Rel R54 uIcs4 B4E1
H (mm) 159.00 | 159.00 159.00
8 (mm) 740.00 | 140.00 140.00
(mm) 70.00 70.00 70.00
D (mm) 16.00 16.00 16.00
E (mm) 49.40 49.40 49.40
F (mm) 30.20 30.20 30.20
G (mm) 74.97 75 69.9
R (mm) 508: 508 508
Luas A (em?) 69.24 69.34 69.77
Berat W (kg/m) 54.43, 54.43 54.77
[Yo (mm) 76.20 74.97 75.13
1, (cm) 2346 2346 2337.9
Y, —_: Jarak tepi bawah rel ke garis netral
he Momen inersia terhadap sumbu X
Dimensi tambahan di kepala rel
‘A= 20.024 mm; 8 = 49.727 mm; 1 = Posisi penandaan
Kemiringan samping kepala rel = 1:20
Ta2
DPP - 2015
5.2.2. Komposisi Kimia, Mechanical Properties dan Kekerasan
Kelas. R260
Komposisi Kimia
Cr) 0.70-0.82
[sire 0.13-0.60
Mn 1%] 065-125
P [%] ‘max. 0.025
sm ‘max. 0.025
[Ole] max. 20,
| He [p.p.m] max. 2.0 Solid
Mechanical Properties
‘Kuat Tarik (Nimm?) min 21175
Perpanjangan min 29%
(elongation)
[> ‘Kekerasan Kepala Rel Min 320
5.3. TOLERANSI
5.3.1. Toleransi Dimensi Profil Rel
Toleransi profil rel sesuai EN 13674-1 adalah profil kelas Y, dengan toleransi
sebagai berikut:
Toleransi (mm)
Tinggi rel H +0.5 =
= 1.00
Bentuk Gi 40.6
kepala rel =03
Lebar kepala | WH +06
rel =05
‘Asimetrirel_| As #12
Tinggi badan | HE 205
Tebal badan | WT +10
=05
Lebar kaki Wr 745
rel _-10
Tebal yung | TF +075
kaki rel | =05
Radius sudut 0.3 max
dasar kakirel
5.3.2. Toleransi Berat
Toleransi adalah perbandingan dari berat aktual per 1m panjang dengan berat
rel pendek, masing-masing tidak kurang dari 300 mm dari panjangnya dengan
toleransi -0.5% atau +1.% dari berat teoritis.
Ta3
wy
DPP - 2015
5.3.3. Toleransi Lubang Sambungan dan Potongan Ujung Rel
Toleransi lubang untuk sambungan dan potongan ujung rel adalah
Toleransi
Diameter lubang 35mm £0.70 mm
Kesikuan ujung rel 0.6 mm di semua arah
a
Panjang rel
(ada lubang sambungan
‘maupun tidak)
5.3.4. Toleransi Kelurusan, Kerataan Permukaan dan Puntiran
Kelurusan, kerataan permukaan dan Puntiran harus memenuhi persyaratan
berikut
Keterangan
1. V dan H: lokasi pengukuran untuk kerataan |() Overlap @eody
2. Posisi H berada antara Smm - 10mm
Keterangan
dibawah sudut kepala rel (@ Rel seluruhnya__@) End *E” (ujung rel)
Lokasi Pengukuran wea
BODY" | Kerataan vertical V7 [0.3mm | Sm" -
dan
som | ie | So
Kerataan horizontal H | = 0.45 mm| 1.5 m™ ~
[END? [End ** 2m '
| Kelurusan vertikal <04mm | 2m +
| dan c+
0.3mm | 1m® L oi
es 0.2 mm
He>aF20em
Ta
ak
DPP - 2015
Lokasi Pengukuran 5 i
Kelurusan horisontal [306mm] 2m
SS
0.4mm 1m? meres ————
OVERLAP | Panjang overlap 2m | |
Kerataan vertikal V™ <0.3mm 2m |
Kerataan horizontal s0.6mm| 2m" |
i |
‘SWEEP | Upsweep dan 10 mm? 2
(rel downsweep L
selurunnya) | Side sweep Radius lengkung SS
a
ol |
‘TWIST Rel seluruhnya Celah max 2.5mm
(Puntiran) |
End (Tm) Max rotasi puntiran
0,2° dan max
puntiran relatif
0.0035 xo?
11: Penampang yang berada 1 m
dari ujung rel
2: Alat pengukur;
3: Ujung rel
7
»
@
a
°
Pengukuran harus dilakukan secara otomatis untuk semua rel jka dimungkinkan, minimal di Bagian
Body. Jka pengukuran seluruh rel di bagian Body masuk persyaratan, maka pengukuran di bagian
End dan Overlap tidak dliwajibkan.
Teknis pengukuran otomatis sangat rumit dan sangat sulit dterapkan. Tetapi kerataan rel dapat |
diukur dengan pelat lurus seperti gambar di atas.
95% dari jumlah pengadaan rel harus masuk dalam persyaratan, 5% sisanya diperbolehkan tidak
‘masuk persyaratan dengan toleransi 0.1 mm,
Titik awal L berada di atas En
LUjung rel tidak boleh lebih dari 10 mm ketika rel berdiri di atas kakinya ditempat pemeriksaan. |
Puntiran relatif adalah besar puntiran antara penampang ujung rel dengan penampang 1 m dari
‘jung rel yang harus diukur dengan alat ukur seperti gambar di atas. Jarak antara datum silinder
fang berdiameter 20 mm di bawah kaki rel adalah 110 mm
|
Ths
a lt
64.
6.2.
63.
DPP - 2015
PRODUK
METODE PRODUKS!
1) Rail harus diproduksi dan diperiksa oleh pabrikan sesual standar EN 1674-1.
2) _Akhir dari proses ingot dan bloom harus dipotong secukupnya untuk memastikan
rel bebas dari cacat internal dan ampasiterak
3) Penampang rel di seluruh panjangnya harus seragam dan bebas dari segala
cacat,, puntir dan cacat merugikan lainnya.
4) Luas penampang bloom yang akan dioll tidak boleh Kurang dari 9 kali luas
penampang rel.
5) Semua ujung rel harus digergaji secara manual atau dengan menggunakan
mesin. Bagian yang sudah dipotong harus tidak menunjukkan adanya pori atau
cacat internal lainnya yang merugikan.
6) _Ujung tepi permukaan penampang rel dibentuk sudut dengan jarak 1,5 mm dari
tepi penampang dengan gerinda.
PENANDAAN:
Penandaan meliputi
1) Nama produsen
2) Profil rel
3) Kekerasan rel
4) Bulan dan tahun produksi
5) Nama pemesan
Penandaan dibuat melalui proses “hol stamp" berupa huruf timbul setinggi30 mm.
dengan ketebalan timbul sekurang-kurangnya 1.5 mm pada kedua sisi badan rel,
dicetak setiap 10 m.
Contoh penandaan adalah:
XXX-54E1-350-MM-YY-DEPHUB
PENGUJIAN:
1) Pengujian untuk pengendalian mutu didasarkan pada 2 (dua) buah jenis
engujian yaitu pengujian kualifitasi (qualifying test) dan pengujian penerimaan
(acceptance test).Pengujian kualifkasi adalah pengujian khusus sesuai kriteria
yang relevan dengan beberapa aspek dari kinerja rel. Pengujian penerimaan
juga merupakan bagian dari pengujian kualifikasi. Pengujian penerimaan adalah
Pengujian yang dilakukan sebagai bagian dari proses dan sistem control
produksi, yang dipisahkan berdasarkan heat, urutan dan tonase.
2) Produsen atau kontraktor harus menyediakan semua maal dan alat ukur yang
diperlukan, mempersiapkan dan menguji semua spesimen dan sampel baja,
sample rel dan pemboran, dan menyediakan semua tenaga kerja dan peralatan
untuk pengujian yang diperlukan untuk melaksanakan pengujian oleh
laboratorium independen dan menyediakan bantuan yang diperlukan dalam
melakukan pengujian tersebut dan menentukan kualitas rel yang diproduksi
sebelum pengiriman. Produsen juga harus melakukan pemboran untuk
ae
6.3.1.
6.3.2.
3)
4)
5)
6)
7
DPP - 2015
mendapatkan spesimen pengujian dan sampel baja, untuk dilakukan analisis,
kimia dan ujitarik sesuai dengan EN 13674-1.
Maal atau alat ukur yang harus disiapkan oleh kontraktor sesual EN 1374-1,
minimal adalah untuk tinggi rel, profil kepala rel, lebar kepala rel, asimetri rel,
tinggi badan dan inkiInasinya, tebal badan, lebar kaki rel, tebal ujung kaki rel,
diameter dan posisi lubang sambungan, posisi lubang dari kaki rel
Sebuah spektrometer kimia atau vakum (Quantovac) analisis untuk elemen
tertentu harus diambil dari hasil pengeboran rel yang menunjukkan komposisi
kimia sesuai dengan persyaratan sebagaimana dimaksud pada Pasal 5.2.2.
Pabrikan harus membuat satu analisis kimia untuk setiap tungku cor.
Jka sampel tersebut gagal, dan tidak sesuai dengan ketentuan poin 5.2.2, maka
para cor yang diwakili oleh analisis mungkin harus ditolak jika analisis kimia
kedua tidak sesuai dengan Pasal 5.2.2.
Cor yang terwakili dari analisa itu dapat dibatalkan jika analisa kimia yang kedua
tidak sesuai dengan persyaratan.
Pengujian Kualifikasi
1)
2)
3)
4)
5)
8)
Uji Patah — Fracture toughness (Kic)
Standar pengujian fracture toughness (Kic) mengacu pada ASTM E399 ~
Standard Test Method for Linear-Elastic Plane-Strain Fracture Toughness Ic of
Metallic Materials. Hasil pengujian harus memenuhi tabel berikut
Steel grades | Minimum single value | Minimum mean value
Kic (MPa m") Kic (MPa m")
R260 26 29 |
R320Cr 24 26 J
Uji Pertumbuhan Retak akibat Kelelahan — Fatigue crack growth rate
Standar pengujian fatigue crack growth rate mengacu pada ISO 12108, Hasil
pengujian harus memenuhi tabel berikut
Steel grades | AK = 10 MPa m™ A K= 10 MPam”
R260 _i7 miGe 55 miGe
Uji Sifat Kelelahan ~ Fatigue test
Standar pengujian fatigue mengacu pada ISO 1099. Hasil pengujian harus
memenuhi persyaratan bahwa total strain amplitude deri 0.0001 36, live dari
benda uji harus lebih besar dari 5x10°
Uji Tegangan Sisa — Residual strees di kaki rel
Longitudinal tegangan sisa maksimum di kaki rel harus 250 MPa untuk semua
grade.
Uji Kekuatan Tarik - Tensile strength and Perpanjangan — elongation sesual
Pasal 5.2.2.
Segregation
‘Standar pengujian segregation/sulfur print harus mengacu pada ISO 4668.Hasil
pengujian dinilai dan diklasifikasi sesuai EN 13674-1 Annex D.
Pengujian Penerimaan Laboratorium
1)
Pengujian Laboratorium dan Jumlah Sampel
Tay
aw
DPP - 2015
Pengujian laboratorium harus dilakukan, selama produksi, dengan jumlah
sampel seperti tertera pada tabel berikut:
Pengujian EN 13674-4 | Steel Grades
Pasal__|
Komposisikimia | 9.1.3 | Satu per heat
[Hydrogen 9.1.3.2 | Satu per heat (2 tes dari heat yang pertama
| berurutan)
Total Oxygen 94.3.3 | Satu per urutan™
Struktur miro 9.1.4 | Tidak diperlukan untuk R260
| Satu per 1000 ton atau bagiannya untuk
| R320Cr
Decarburisation | 9.1.5 | Satu per 1000 ton atau bagiannya
Oxide cleanness | 9.1.6 | Satu per urutan™
Sulfur print 9.1.7 | Satu per 500 ton atau bagiannya
Hardness 9.1.8 | Satu per heat
Tensile 9.1.9 | Satu perhitungan per heat atau satu per
2000 ton ®”")
"Sampel harus diambll secara acak tetapi hanya rel dari bloom di war mixing zone
diantara heat ketika pengecoran kontinu secara berurutan
| Sampel harus dipotong setelah rolling
2) Kandungan unsur kimia harus masuk dalam persyaratan sesuai Pasal 5.2.2
3) Kandungan unsur kimia lainnya (%) maksimum adalah
R260 R320Cr
Mo 0.02 0.02
Ni 010 0.10
cu 015 015
Sn 0.030 ~~ 0.030
Sb 0.020 0.020
Ti 0.025 0.025
ND 00 0.01
Cu 10Sn 0.35 0.35
Lainnya 0.35 (Cr + Mo + Ni* Cu + V) 0.16 (Ni* Cu)
4) Kandungan Hidrogen
a) Kandungan hidrogen maksimum harus sesuai Pasal 5.2.2
b) Sampel untuk pengujian kandungan hidrogen diambil dalam bentuk cairan
baja dengan jumiah sesuai Pasal 6.3.2 ayat 1
©) Jika kandungan hidrogen pada sampel pertama dari heat pertama, kedua dan
seterusnya tidak memenuhi persyaratan pada Pasal 5.2.2, maka bloom yang
dibuat sebelum pengambilan sampel tersebut, harus didinginkan dengan
perlahan atau dengan cara isothermal. Jika setelah adanya perbaikan,
sampel tetap gagal, maka heat tersebut harus ditolak
5) Kandungan Oksigen
a) Kandungan oksigen maksimum harus sesuai Pasal 5.2.2
Tas
ak
6)
7)
DPP - 2015
b) Jumlah sampel sesuai dengan Pasal 6.3.2 ayat 1. Sample untuk pengujian
kandungan oksigen dapat diambil dalam bentuk cairan baja atau dalam
bentuk padat dari lokasi seperti yang ditunjukan pada gambar di bawah ini.
©) Untuk pengadaan rel lebih dari 5000 ton, minimal 95% dari total heats
mempunyai kandungan oksigen maksimum 20 ppm. Sejumlah 5% dari
heats mempunyai kandungan oksigen maksimum 30 ppm. Heat dengan
kandungan oksigen lebih dari 30 ppm harus ditolak.
d) Untuk pengadaan rel kurang dari 5000 ton, hanya satu sampel mempunyai
kandungan oksigen maksimum 20 ppm. Heat dengan kandungan oksigen
lebih dari 30 ppm harus ditolak. Heat dengan kandungan lebih dari 20 ppm,
heat selanjutnya harus diyji Kembali sampai mempunyai Kandungan oksigen
kurang dari 20 ppm
Struktur Mikro
a) Pengujian struktur mikro hanya dilaksanakan pada rel dengan kekerasan
R320Cr.
b) Struktur mikro harus sepenuhnya peariitic (terlinat 2 fase struktur lapisan),
tanpa martensite, bainite atau batas butiran. Sampel diambil dari lokasi di
kepala rel seperti yang ditunjukan gambar berikut:
Dekarburisasi — Hilangnya Karbon dari permukaan rel (Decarburisation)
a) Dalamnya di kepala rel untuk pengujian dekarburisasi harus sama dengan
pengujian kekerasan.
b) Tidak boleh ada jaringan ferrite di 0.5 mm dibawah permukaan kepale rel
c) Sampel diambil dari lokasi di kepala rel seperti yang ditunjukan gambar
berikut
T19
ak
DPP - 2015
8) Oxide cleannes
a) Sampel harus disiapkan dan dinilai sesuai EN 10247 ~ Micrographic
eaxmination of the non-metalic inclussion content of steel using standard
pictures. Sampel harus diambil dari broom terakhir dari heat teakhir yang
berurutan tetapi 2 buah benda uji dari tiap sampel harus dij
b) Untuk pengadaan rel Kurang dari 5000 ton, hanya satu sampel dengan nilai
3 lebih dari 10 dan kurang dari 20 yang dibolehkan,
c) Untuk pengadaan rel lebih dari 5000 ton, batas nilai K3 untuk adalah sebagai
berikut:
40 11 m,, maka lebar sepur pada pertengahan panjang rel idah diukur.
3) Perlengkapan wesel ;
Bentuk dan dimensi perlengkapan wesel yang dipakai seperti fishplate, fishbolt &
‘nut dan spring washer mengacu pada gambar rencana dengan toleransi sebagai
berikut
Ukuran Toleransi untuk Fishplates
item Toleransi
Length +30 mm
Thickness 205
Hole Diameter +1.0,-05
Distance between holes £1.0
Chamber Center upwards 2
Center downward 07
Center outward to rail 20
Center inwards to rail 20
Clearance between fishplate and | + 1.5,-0.5
rail template
Ukuran toleransi Fishbolts and Nuts ;
Tem Toleransi
Bolt Width of Head = 1mm
Height of Head #4
Length under Head #2
Length of Thread Portion | +6,-0
Shank Diameter +.0.95, - 0.35
Nut Width Across flat a
Height of Nut 1
a
25
DPP - 2015
Spring Washers ;
Tem Toleransi
Internal Diameter +1,-0mm
Diameter = 05
Komposisi bahan
item Fishplate Fishbolt | Nut | Spring washer
Carbon
[0.40% - 0.55% | 0.38% - 0.43% | 0.37% -0.48% | 0.59%-0.86% |
Silicon
0.40% max. | 0.15% - 0.35% | 0.15% - 0.35% | 0.15% - 0.35%
Manganese | 0.55% - 1.00% | 0.60% - 0.85% | 0.60% - 0.90% | 0.60% - 0.90%
Phosphorus | 0.04% max. | 0.03% max. | 0.03% max. | 0.04% max.
Sulphur | 0.045% max. | 0.03% max. | 0.035% max. _| 0.04% max.
4) Syarat Mekanis ;
Tem Fishplate Fishbolt Nut
Tensile Strength 70 Kgfimm? min 110Kgfimm? min | 85 Kgfimm? min
Elongation | 42% min 10% min 13% min
Hardness HB 262 - 331 HRG 32 - 46 HRC 40 — 46
5.3. PELAKSANAAN
5.3.4. Penyimpanan
5.4.
1)
2)
3)
Bagian logam harus dilindungi terhadap karat selama periode penyimpanan; dan
dengan metode dan cara seperti yang diusulkan dan disetujui
Seluruh permukaan, terutama bagian mesin wesel, harus ditutupi dengan
lapisan pelindung
Bekas kemasan yang digunakan untuk pengiriman sebelumnya, tidak dijinkan
untuk digunakan kembali dengan tujuan apapun. Hal ini akan mengakibatkan
kerusakan pada material wesel,
Perakitan dan Pemasangan
1)
2)
Kontraktor harus menginspeksi semua bagian wesel sebelum dilakukan
pemasangan untuk memastikan bahwa bahan-bahan yang ada telah lengkap
dan sesuai dengan spesifikasi dari pabrik. Kontraktor harus memeriksa dan
memperbaiki semua kerusakan sebelum pemasangan wesel dilanjutkan.
Penyediaan balas, pengangkutan, penggelaran, pemadatan dan pengisian harus
dilakukan sesuai Bagian T10 Pengadaan Balas, Pengiriman, dan Pengeceran;
pada posisi sebenarya. Sebuah platform untuk perakitan harus disiapkan pada
posisi yang datar dan kokoh,
126
DPP - 2015
3) Semua bantalan harus diatur secara akurat seperti yang ditunjukkan pada
Gambar. Besar celah rel harus 6 mm pada sambungan mekanik (dengan fish
plates) atau seperti yang diarahkan oleh Konsuitan
4) Sebuah garis lurus dari talilbenang diletakkan 300 mm disamping wesel untuk
dijadikan patokean.
ETT
5) Tanda setiap lima bantalan untuk memudahkan pemasangan.
6) Pasang dahulu rel lantak, rel lidah dan rel paksa di bagian yang lurus.
II HHI Hillii|
WaT I
|| | wn
HH]
UU AH
HU
7) Pasang rel lantak, rel lidah, rel sayap, rel paksa di bagian yang lurus di
hadapannya
fnnonannnannannannannnnnannaggannnaganonannnnno
WAAC ATL
8) Pasang komponen wesel di bagian lengkung dan sepur belok.
FRADE Dane TT nannnon
- + Lu a II]
wuUuUUUUUUUUUL
9) Lakukan pengukuran lebar sepur untuk memastikan posisi komponen wesel
sudah benar.
10) Bagian geser antara rel lidah dan pelat geser harus dibersihkan dari semua
karat; gemuk dan oli pelumas mesin harus diberikan agar licin.
11) Setelah semua bagian dan material wesel terpasang, Kontraktor harus
mengukur dimensi dan elevasi tiap bagian dari wesel dan memeriksa apakah
daeran sambungan sudah sesuai. Toleransi dari kesesuaian dan penerimaan
harus seperti apa yang telah disetujui oleh Konsultan,
12) Sebelum pemasangan wesel di lokasi sebenamya, Kontraktor_harus
menyerahkan rencana urutan pekerjaan dan jadwal pekerjaan untuk disetujui
oleh Konsultan.
T27
DPP - 2015
13) Perkakas dan peralatan yang akan digunakan dalam pekerjaan ini, misalnya
pengangkat panel track, dongkrak, gergaji, trol, harus dipersiapkan dan diatur
sesuai urutan kerja,
414) Kontraktor harus melakukan percobaan pemindahan wesel dengan metode yang
dipilih, sebelum benar-benar mulai bekerja.Metode pemindahan dari tempat
perakitan rel ke tempat terakhir harus dilakukan dengan menggeser di atas rel
yang telah disiapkan. Pemindahan searah jalan rel di jalur existing dilakukan
dengan troli. Pengoperasian troli di jalur track eksisting harus seljin petugas di
stasiun terdekat
15) Menaikkan dan menurunkan wesel dilakukan dengan pengangkat panel track
Penyesuaian elevasi jalan rel dan alinyemen dilakukan dengan menggunakan
dongkrak. Namun, Kontraktor dapat mengusulkan alternatif metode untuk
pekerjaan ini dengan persetujuan Konsultan
16) Setelah pemasangan wesel, Kontraktor harus memeriksa semua penambat rel.
Konfirmasi operasi antara wesel dan sinyal harus dibuat untuk persetujuan
Konsultan.
17) Ketika perakitan wesel selesai dan siap untuk diterima oleh Konsultan, setiap
penyimpangan track sewaktu wesel dioperasikan harus dalam toleransi berikut.
a) Penyimpangan alinyemen as jalan rel (kontrol horisontal) dari posisi patok
yang diinginkan sebagaimana yang ditunjukkan pada Gambar atau
sebagaimana diarahkan oleh Konsultan harus kurang dari 5 mm.
b) Penyimpangan elevasi dari kepala rel (control vertikal) dari elevasi yang
diinginkan sebagaimana yang ditunjukkan pada Gambar atau sebagaimana
diarahkan oleh Konsultan harus kurang dari 5 mm,
18) Kontraktor harus menyerahkan hasil pengukuran ke Konsultan setelah
penambahan balas selesai
T28
5A.
DPP - 2015
T3
PENGADAAN SISTEM PENAMBAT
RUANG LINGKUP.
4) Bagian ini mencakup persyaratan pengadaan dan type Penambat yang
digunakan termasuk kelengkapannya.
2) Kontraktor harus bertanggung jawab untuk menentukan dan menyediakan
kuantitas bahan yang diperlukan untuk pekerjaan yang akan dikerjakan sesuai
yang tercantum dalam gambar tipikal dan gambar detil serta sesuai dengan
spesifikas ini
PEDOMAN DAN STANDAR
© Standar Nasional Indonesia (SNI)
= SNI11-3677-1995 _Penjepit elastis rel kereta api
= SNI11-4040-1996 Alas rel untuk penambat elastis rel kereta api
dari bahan polietilen
= SNI11-4041-1996 Insulator untuk penambat elastis rela kereta api
dari bahan plastik nilon
JAMINAN DAN PENGENDALIAN MUTU
‘Sesuai dengan ketentuan dalam "Jaminan dan Pengendalian Mutu”
SUBMITTAL,
‘Sesuai dengan ketentuan dalam “Submital”
PERSYARATAN TEKNIS
MATERIAL
1) Tipe yang digunakan adalah elastis;
2). Material fastening untuk bantalan beton yang harus disediakan oleh Kontraktor
adalah 1 buah Rail Pad, 4 buah Insulator, 4 buah Clip/penambat untuk setiap
bantalan,
3) Spesifikasi material yang digunakan adalah
a. Insulator Glass reinforced nylon - MARANYL A 190 BLACK;
b. Clip Silicon Manganese Spring Steel sesuai standar JIS G 4801
SUP 7 or BS 970 Part 5-250A 53 or equivalent;
¢. Rail pad Material karet beralur ketebalan 100 mm dan harus sesuai
dengan JIS E 1117 or equivalent
4) Jepit penambat harus cukup kuat untuk menjamin daya tahan merengkak rel
pada bantalan lebih besar dari daya tahan merengkak bantalan pada stabiltas
dasar balas. Gaya jepit penambat berkisar antara 20 KN - 25 KN (2040 Kg
T34
a
5)
8)
7
8)
9)
DPP - 2015
2550 kg) perpasang dan perlawanan rangkanya berkisar antara 10 KN — 15 Kn
(1020 kg ~ 1530 kg)
Daya jepit penambat cukup selama beberapa tahun, meskipun tidak dapat
dihindari terjadi sedikit kelonggaran pada angker bantalan.
Frekuensi getaran alami dari penambat pada dasarnya harus lebih besar dari
pada frekuensi getaran alami rel. Sehingga kehilangan kontak antara penambat
rel dengan rel selama lalu lintas melalui jalan rel dapat dihindari
Bahan material penambat harus mempunyai kualitas balk agar supaya dapat
mempertahankan kekenyalan penambat dalam jangka waktu pemasangan dan
pembongkaran.
Bahan material penambat harus lulus uji setiap 100.000 unit berdasarkan UIC
864-5.
Harus mampu dan kuat sebagai penggabungan susunan isolasi listik dan
muah diganti bila terjadi kerusakan.
13:2
4
DPP - 2015
T4
PENGADAAN PELAT SAMBUNG
RUANG LINGKUP.
4) Bagian ini mencakup persyaratan pengadaan dan type Pelat sambung yang
digunakan termasuk kelengkapannya
2) Kontraktor harus bertanggung jawab untuk menentukan dan menyediakan
kuantitas bahan yang diperlukan untuk pekerjaan yang akan dikerjakan sesual
yang tercantum dalam gambar tipikal dan gambar detil serta sesuai dengan
spesifikasi ini.
PEDOMAN DAN STANDAR
1) American Society for Testing and Materials (ASTM):
A36 ‘Structural Steel
2) Japanese Industrial Standard (JIS):
G3101 Rolled Steel for General Structure
64801 Spring Steels
G 5502 Spheroidal Graphite iron Casting
3) International Union of Railways (UIC)
864-6 Technical specification for the supply of base-plates or sections for
base-plates made of rolled steel
JAMINAN DAN PENGENDALIAN MUTU
Sesuai dengan ketentuan dalam “Jaminan dan Pengendalian Mutu"
SUBMITTAL
‘Sesuai dengan ketentuan dalam “Submital”
PERSYARATAN TEKNIS
1) Plat sambung harus sesuai dengan JIS, G 3101 Jenis S41 atau setara, dan
akan diproduksi dari baja.
Mechanical properties shall be as follows
Tensile strenath: 41 ~ 52 kglmm?
Elongation 17% or more
Tat
a ®
2) Dimensional tolerances shall be as follows:
Thickness:
Width
Length
Distance between shoulders
Deviation from flat surface
Deviation of hole centerline
Hole diameter
Distance between holes
1.0mm
+20mm
+4.0mm.
£1.0-0.0mm
1.0mm
+1.0mm
£1.0-05mm
44.0mm.
DPP - 2015
3) Screw Spike harus dibuat dari baja digulung sesuai dengan JIS, 3101 Tipe G
S841, atau ASTM A seng 36, Screw lonjakan harus dicelupkan panas dilapisi
sesuai dengan JIS, H 8641 Tabel 2, kelas 2 atau 3. Lapisan seng tidak akan
mempertahankan lebih dari 2% dari hal-hal asing. Isi aluminium maksimum
harus 0,2%. Pelapis harus rapi, halus, bebas dari tonjolan, tetesan, retak, atau
cacat lainnya.
4) Toleransi dimensi sebagai berikut:
‘Shank Diameter:
Head, all parts:
Length under head to point:
Thickness of head:
Angle, underside of head:
=0.5mm
£0.5mm
3.0mm
1.0mm
1 degree
142
®
DPP - 2015
TS
PENGADAAN IRJ
RUANG LINGKUP
1)
2)
Bagian ini mencakup persyaratan pengadaan dan type IRJ yang digunakan
termasuk kelengkapannya
Kontraktor harus bertanggung jawab untuk menentukan dan menyediakan
kuantitas bahan yang diperlukan untuk pekerjaan yang akan dikerjakan sesuai
yang tercantum dalam gambar tipikal dan gambar detil serta sesuai dengan
spesifikasi ini
PEDOMAN DAN STANDAR
1)
2)
3)
‘American Society for Testing and Materials (ASTM):
A36 Structural Steel
Japanese Industrial Standard (JIS):
3101 Rolled Steel for General Structure
4801 Spring Steels
65502 Spheroidal Graphite iron Casting
International Union of Railways (UIC)
864-6
JAMINAN DAN PENGENDALIAN MUTU
Sesuai dengan ketentuan dalam “Jaminan dan Pengendalian Mutu”
SUBMITTAL
‘Sesuai dengan ketentuan dalam “Submital”
PERSYARATAN TEKNIS
TS
x
2
5A.
DPP - 2015
T.6
PENGADAAN BANTALAN BETON DAN SISTEM PENAMBAT
RUANG LINGKUP,
Pekerjaan ini meliputi pengadaan bantalan beton sampai di lokasi terdeket,
clipfpenambat, shoulder, insulator, rubber pad.
PEDOMAN DAN STANDAR
JAMINAN DAN PENGENDALIAN MUTU
Sesuai dengan ketentuan dalam “Jaminan dan Pengendalian Mutu"
SUBMITTAL
Sesuai dengan ketentuan dalam “Submittal”
PERSYARATAN TEKNIS
MATERIAL,
1) Bantalan Beton
Kualitas bantalan beton pratekan harus memenuhi syarat AREMA dan sesuai
dengan Pengujian dari lembaga independen seperi LUK (Lembaga Uji
Konstruksi).
Desain Kriteria Bantalan harus memenuhi
a. Tekanan gandar 18 ton
b. Type Rel Rel R. 54
c. Kecepatan KA 4120 km / jam
d. Jarak spasing antara bantalan 600 mm
e. Lebar Sepur 41067,1072,1077,1082 mm
{. Kemiringan dudukan kaki rel 1:40
@. Type penambat Elastis
h. Luas tumpuan bantalan 0,48 m2
i. Tebal balas minimum 25 cm
i. Kekuatan beton
= 50 Mpa ( min )
k. Kawat stressing
|. Tegangan putus min
m, Total peregangan pada pembebanan
161
transfer — 30 Mpa ( Min ) 28 hari
Plain BA type, Low relaxion
1.655 Mpa
4% min
DPP - 2015
n. Tegangan kawat max. Setelah transfer: 70 % UTS
©. Pengerasan Sistim pemanasan
p. Mutu beton K. 500
a. Dimensi Panjang 200 cm ( toleransi + 4
dan - 2 mm), lebar 260 mm
(toleransi + 3 dan - 1 mm)
tinggi 220 mm ( toleransi + 4 dan
-Omm)
Bentuk penampang bantalan beton harus menyerupai trapesium, dengan
luas penampang bagian tengah bantalan tidak kurang dari 85 % luas bagian
bawah rel
Penulangan bantalan beton menggunakan sistim prategang (pretension)
dengan menggunakan angkur permanen pada setiap bantalan.
Pemakaian pada jalur lurus digunakan lebar sepur 1067 mm, dan untuk
agian lengkung dengan radius kurang dari 600 m digunakan bantalan
dengan lebar sepur 1072 mm, 1077 mm, 1082 mm dan 1087 mm sesuai
dengan radius lengkung, sedangkan untuk lengkung dengan radius kurang
dari 200 m bantalan harus mampu beban yang bekerja pada Rail Guard.
u. Kapasitas momen yang harus mampu ditahan oleh bantalan beton minimum
didudukan rel Momen positf 1500 kgm, momen negatif 750 kgm, di tengah
bantalan Momen positif 600 kgm dan Momen negatif 930 kgm.
v. Memiliki sertifkat penggunaan bantalan beton yang telah disahkan oleh
Ditjen Perkeretaapian.
w. Tes - tes bantalan beton
= Rail seat positive bending test ( statis )
= Rail seat positive repeated load test
= Centre negative bending test ( statis )
- Centre negative repeated load test
- Bond develoment, tendon, achorage and ultimate load
= Electrical resistance and impedance.
2) Penambat
a. Tipe yang digunakan adalah elastis;
b. Material fastening untuk bantalan beton yang harus disediakan oleh
Kontraktor adalah 1 buah Rail Pad, 4 buah Insulator, 4 buah Clip/penambat
untuk setiap bantalan.
c. Spesifikasi material yang digunakan adalah:
= Insulator : Glass reinforced nylon - MARANYL A 190 BLACK;
- Clip Silicon Manganese Spring Steel sesuai standar JIS G
4801 SUP 7 or BS 970 Part 5-250A 53 or equivalent,
- Rail pad Material karet beralur ketebalan 100 mm dan harus
sesuai dengan JIS E 1117 or equivalent
4. Jepit penambat harus cukup kuat untuk menjamin daya tahan merengkak rel
pada bantalan lebih besar dari daya tahan merengkak bantalan pada
stabilitas dasar balas. Gaya jepit penambat berkisar antara 20 KN ~ 25 KN
62
DPP - 2015
(2040 Kg - 2550 kg) perpasang dan perlawanan rangkanya berkisar antara
10 KN — 15 Kn (1020 kg ~ 1530 kg)
e. Daya jepit penambat cukup selama beberapa tahun, meskipun tidak dapat
dihindar terjadi sedikit kelonggaran pada angker bantalan.
{. Frekuensi getaran alami dari penambat pada dasamya harus lebih besar dari
pada frekuensi getaran alami rel. Sehingga kehilangan kontak antara
penambat rel dengan rel selama lalu lintas melalui jalan rel dapat dihindari
g. Bahan material penambat harus mempunyai kualitas baik agar supaya dapat
mempertahankan kekenyalan penambat dalam jangka waktu pemasangan
dan pembongkaran.
h. Harus mampu dan kuat sebagai penggabungan susunan isolasi listrik dan
mudah diganti bila terjadi kerusakan.
PELAKSANAAN
1)
2)
3)
i lokasi kerja, bantalan ditimbun maksimum 10 batang dan setiap tumpukan
dibatasi oleh papan kayu lunak setebal 4 cm yang disediakan Kontraktor,
ditempatkan diatas permukaan bantalan, sehingga bantalan tidak bertumpu
pada bahu bantalan di bawahnya.
‘Sepatu bantalan yang disediakan oleh Kontraktor harus digunakan waktu muat
bantaian diatas Kereta kerja, truk atau alat angkut lain yang membawanya ke
tempat kerja.
‘Sepatu bantalan yang masih baik dapat digunakan kembali, tambahan sepatu
yang diperlukan menjadi tanggungan Kontraktor.
63
ae
cS
4
DPP - 2015
ay
BANTALAN KAYU
RUANG LINGKUP
4) Bagian ini mencakup persyaratan yang harus dipenuhi mengenai pengadaan
bantalan kayu untuk dipasang pada sambungan rel atau maksud lain pada
komponen sepur di lintas maupun di stasiun.
2) Pengadaan bantalan kayu mencakup alat penambat, pelat landas dan baut
penguneittirpun.
STANDAR DAN PERATURAN YANG BERLAKU
1) Standar Nasional Indonesia (SNI - 2002)
JAMINAN DAN PENGENDALIAN MUTU
Sesuai dengan ketentuan dalam “Jaminan dan Pengendalian Mutu’
SUBMITAL
Sesuai dengan ketentuan dalam “Submittal”
PERSYARATAN TEKNIS
1) Bentuk dan ukuran
a. Bentuk
= Berbentuk lurus dengan penampang persegi ( sisi vertikal dan sisi
horizontal harus parale! dan sisi horizontal harus tegak lurus terhadap sisi
vertkal.)
= Lendutan merupakan deviasi arah panjang arah tebal dari bantalan kayu,
Lendutan sebesar 5 Cm masin diljinkan
- Variasi ketebalan yang merupakan perbedaan ketebalan bagian yang
satu dengan yang lain harus tidak lebih dari 1 Cm sedang varias!
lebarnya tidak lebih dari 2 Cm,
b. Ukuran dan toleransi bantalan kayu yang dijinkan adalah sebagai berikut
atau menurut petunjuk Konsultan
NO | UKURAN STANDARD TOLERANS!
A PANJANG 200. Cm 2Cm-+ 4Cm
*200 s.d. 400 Cm
B. LEBAR 220m -1m-+2Cm
c. TEBAL 48cm ocm-+1Gm
*) khusus untuk lokasi pemasangan wesel
Ta
RR
5A.
514.
30
5.1.2.
52.
DPP - 2015
2) Jenis dan Mutu bahan :
a. Jenis kayu
Jenis-jenis kayu yang disetujui untuk bantalan kayu lokal meliputi
= Ulin ( Eusiteroxylon swageri T et E )
- Merbau ( Intsia spp )
- Damarlaut ( Shorea spp and Hopea spp )
- Bengkirai ( Shorea laeviflia Endert )
b. Mutu Kayu
Mutu bantalan kayu harus mempunyai kadar air maksimum 25%, Kayu harus
dalam keadaan baik, dari pohon yang bermutu baik, keras dengan serat-serat
yang kompak
PRODUK
Permukaan bantalan
4) Permukaan tumpuan rel merupakan permukaan dimana rel akan dipasang dan
terletak diantara 30 Cm dan 60 dari Ujung tepi bantalan.
‘AREA TUMPUAN REL
30
«+ ea
60. Z x 60
— .
2) Permukaan banfélan harus bebas dari pembuSukan, galih, pecah, retak-retak,
pecah arah melintang, lubang mata kayu, mata kayu yang rusak dan lain-lain
yang dapat mengurangi kekuatan bantalan kayu,
3) Retak-retak pada kedua ujung bantalan diperbolehkan sejauh kedalaman
retakan tidak lebih dari 10 om.
4) Kedua muka ujung bantalan dipasang Gang Nail untuk mencegah retakan pada
bantalan yang tidak retak dan mencegah retakan bertambah panjang sesual
butir 3),
PENAMBAT
Penambat yang digunakan adalah penambat jenis elastis ganda, termasuk andas
dan aksesorisnya
PENYIMPANAN
1) Kontraktor harus memeriksa bantalan dan alat penambat pada saat bantalan
tiba di lokasi pekerjaan untuk memastikan telah sesuai dengan persyaratan yang
telah ditentukan
2) Apabila bantalan dan alat penambat rusak, hilang, atau tidak sesuai
persyaratan, sesegera mungkin harus dilakukan penggantian, sehingga
performansi pekerjaan dan jadwal tidak terganggu.
172
5.3.
DPP - 2015
3) Kontraktor dalam menyimpan Bantalan kayu harus dilakukan sedemikian hingga
tidak terjadi kerusakan dan penurunan mutu serta harus memperhatikan
keamanannya.
PENGUJIAN
Pengujian dilaksanakan secara visual sebelum dilakukan pemasangan oleh Tim
Penguji terdiri dari Kontraktor, Konsultan dan Pemberi Tugas / Satuan Kerja yang
bersangkutan.
173
2
DPP - 2015
T8
PENGADAAN BAHAN DAN PENGELASAN REL
RUANG LINGKUP,
1) Bagian ini mencakup_ persyaratan dalam pengadaan dan pelaksanaan
pengelasan las Aluminothermic untuk penyambungan rel.
2) Kontraktor bertanggung jawab untuk pengadaan bahan, peralatan dan tenaga
kerja untuk las Aluminothermic sesuai dengan persyaratan yang disebutkan
dalam spesifikasi teknis ini, termasuk pengujian hasil pengelasan.
PEDOMAN DAN STANDAR
1) Standar Nasional indonesia (SNI):
SNI11-4013-1996 Mutu dan Cara Uji Sambungan Las Thermit Rel Kereta
Api
2) Australian Standard (AS)
‘AS 1085.20-2008 Railway Track Material - Welding of Stee! Rail
AS 2207-1994 Non-destructive testing — Ultrasonic testing of fusion
‘welded joints in carbon and low alloy steel
3) Japanese Industrial Standards (JIS)
22243 Method of Brinell Hardness Test;
22248 Method of Bend Test for Metallic Materials; and
23060 Method for Ultrasonic Examination for Welds of Ferrite
Steel
4) European Standard (EN)
EN 14730-1 Aluminothermic welding of rails - Part 1: Approval of
welding processes
EN 14730-2 Aluminothermic welding of rails ~ Part 2: Qualification
of aluminothermic welders, approval of contractors and
acceptance of welds
5) British Standard (BS)
BS 240 Method for Brinell Hardness Test
JAMINAN DAN PENGENDALIAN MUTU
‘Sesuai dengan ketentuan dalam “Jaminan dan Pengendalian Mutu’
SUBMITAL
Sesuai dengan ketentuan dalam “Submittal”
T84
rk
DPP - 2015
PERSYARATAN TEKNIS
5.1, MATERIAL,
5.1.1. Material dan Peralatan
4) Kontraktor harus menyampaikan brosur bahan dan _peralatan las
aluminothermic, termasuk sertifikat Tukang Las dari Pemasok/Perusahaan
spesialis yang akan melaksanakan pekerjaan pengelasan untuk mendapatkan
persetujuan dari Konsultan.
2). Material thermit maupun proses pengelasannya harus sesuai untuk pengelasan
rel R54 ( R320Cr)
5.2, PELAKSANAAN
5.2.1. Standar Mutu
4) Sebelum pekerjaan pengelasan dimulai, jenis proses pengelasan yang akan
digunakan harus terlebih dahulu disetujui oleh Konsultan. Kontraktor wajib
menyampaikan secara lengkap perihal peralatan las yang akan digunakan,
rencana pengujlan baik di laboratorium maupun di lapangan
2) Kontraktor harus memastikan bahwa hanya Tukang Las, Mandor dan Pengawas
yang telah disetujui yang dipekerjakan di lapangan.
5.2.2, Dokumentasi
1) Rekaman hasil pengelasan harus minimal menyebutkan:
- Tanggal dan Waktu
- Lokasi (km)
~ Rel yang mana
- Grade rel
- Temperatur rel
- Nama Konsultan Pengawas
- Nama Tukang Las
- Nama Mandor Las
- _ Nomor identifkasi las
= Hasil pemeriksaan dan tipe pemeriksaan seperti yang ditentukan pada
- Kondisi cuaca
2). Data-data lain yang relevan dengan dapat ditambahkan sendiri oleh Kontraktor.
3) Data-data tersebut diberikan kepada Konsultan setiap hari
5.2.3. Tempat pelaksanaan dan panjang Rel;
1) Pada prinsipnya pengelasan dilakukan setelah rel terpasang diatas bantalan,
diatur dan ditempatkan pada posisi definitifnya. Atau di tempat lain, baik di
bengkel kerja ataupun di lokasi yang berdekatan dengan lokasi rencana
pemasangan track
2) Panjang satu batang rel standar adalah 25 meter. Pengelasan rel dilakukan
untuk menyambung rel standar sepanjang 300 meter atau lebih sesuai petunjuk
182
ek
5.2.4,
5.2.5.
3)
DPP - 2015
Konsultan. Jika didapati panjang rel kurang dari rel standar, maka jarak minimum
pengelasan antara 2 titik adalah 6 m.
Pemotongan rel harus menggunakan mesin gergaji rel dan tidak boleh
‘menggunakan mesin potong blander.
Persiapan dan Penyetelan Rel;
1)
2)
3)
4)
5)
6)
7)
Pengelasan Rel
1)
Metode dan prosedur pengelasan rel harus sesuai dengan pengajuan yang telah
disetujui Konsultan
Kontraktor tidak diperbolehkan untuk melakukan pengelasan bila kondisi cuaca
hujan dan berangin. Kondisi ini dapat menyebabkan hasil pengelasan dibawah
kualitas
Kedua ujung rel yang akan disambung harus bersih dari kotoran yang akan
mengurangi mutu pengelasan. Kedua batang rel diberi pengaku untuk menjamin
kelurusan dan geometrik rel. Kedua rel yang akan disambung harus mempunyai
celah sebesar 22 - 26 mm dan diatur sesuai dengan temperatur pada saat
pengelasan.
Lokasi pengelasan rel harus terlindung dari pengaruh cuaca, debu atau
Pengaruh lainnya yang dapat mempengaruhi pekerjaan pengelasan.
Kerataan sambungan di bagian dalam rel jika diukur dengan mistar 1 meter
mempunyai toleransi : 0 mm
NiBseD EDGE
Pada jarak 150 mm dari kedua ujung rel, permukaan harus bersih dari minyak,
oli, debu dan kotoran lainnya
Titik pengelasan hanya boleh dilakukan diantara bantalan dan tidak boleh
berjarak kurang dari 6 m dari titi las lainnya,
‘Secara umum prosedur pengelasan adalah
- Menyiapkan peralatan preheating
- _ Memasang cetakan sesuai profile rel yang digunakan
= Memasang crucible
- Memasang kotak serbuk thermit
= Preheating
= Masukan serbuk thermit
183
*R
5.2.6,
5.2.7.
DPP - 2015
- Cetakan tidak boleh dibuka/dilepas sampai waktunya sesuai dengan
spesifikasi dari pabrikan,
2) Pemotongan (trimming) bagian las harus menyisakan minimum 2mm untuk
Penggerindaan akhir setelah pemeriksaan alinyemen dan level
3) Setelah peralatan pengelasan di lepas, bajijpasak di kaki rel di lepas dan
penambat dipasang kembali
Finishing ;
1) Penggerindaan kepala rel menggunakan mesin gerinda (MP12)
2) Setiap tik las yang telah dilas diberikan nomor pengelasan dengan
menggunakan cat.
Pemeriksaan dan Toleransi
1) Hasil pengelasan pada panjang 1 meter antara pengelasan bengkok kesamping
ALAM
BENGKOK KESANPING
2) Hasil pengelasan pada panjang 1 meter antara pengelasan geser kesamping
0,0mm
DALAM
(GESER KESAMPING
3) Hasil_ pengelasan pada panjang 1 meter antara pengelasan geser
keatas/kebawah 0,0 mm
1000
7
GGESER KE ATAS KE BAWWAH
4) Hasil pengelasan pada panjang 1 meter antara pengelasan bengkok
keatas/kebawah 0,4 mm
= zi
——
a= 2 SSS
Deere vere Du
184
ee
5)
6)
7
8)
9)
DPP - 2015
Hasil pengelasan pada panjang 1 meter antara pengelasan bengkok dan geser
keatas/kebawah 0,4 mm
Celah maksimum permukaan rel setelah penggerindaan selesai, maksimum 0.2
mm pada jarak 200 mm
Setiap dilakukan uji ultrasonik dan kekerasan,
Prosedur pengujian kekerasan sesuai dengan SNI 11-4013-1996, Nilai
kekerasan harus lebih dari HB 350 pada titik las.
Prosedur uji lentur sesuai dengan JIS Z 2248. Nilai beban dan lendutan tidak
boleh lebih kecil dari
Posisi kepala rel
Kepala rel di atas_| Kepala rel di bawah
Beban (ton) 85 85
Lendutan (mm) 210 213
Jarak tumpuan 1000 mm
10) Apabila pengujian pertama gagal, maka uji ulang harus dilaksanakan dengan
cara yang sama seperti uji pertama dengan jumlah percontoh dua kali uj
pertama dari kelompok yang sama. Jika seluruh percontoh uji ulang memenuhi
syarat maka kelompok dinyatakan lulus uji.
11) Apabila hasil pengujian tidak memenuhi syarat harus dilakukan perbaikan dan
pengelasan baru
12) Untuk rel baru toleransi diusahakan 0 mm kesegala arah
5.2.8. Periode Garansi ;
1)
2)
Periode garansi adalah dua ( 2 ) tahun mulai dari tanggal pengelasan pada
sepur.
Jika las rusak / cacat seperti hasil pengujian ultrasonik gagal dan atau rel patah
selama masa pemelinaraan maka Kontraktor berkewajiban memperbaiki dan
menggantinya
85
eK
DPP - 2015
To
PENGADAAN REL KOMPROMIS
RUANG LINGKUP
1) Bagian ini mencakup persyaratan untuk pengadaan Compromise rail dalam
kontrak ini
2) Bagian ini juga mencakup persyaratan untuk manufaktur.toleransi dimensi dan
Kondisiteknis yang terkait untuk pasokan produk seperti yang diperlukan,
3) Kompromis Rel harus dipasang pada jalur yang menghubungkandua rel profil
yang berbeda.Jenis-jenis profil yang akan digunakan untuk rel R54 adalah untuk
R42, R64 R33
PEDOMAN DAN STANDAR
(Tidak beriaku)
JAMINAN DAN PENGENDALIAN MUTU
‘Sesuai dengan ketentuan dalam “Jaminan dan Pengendalian Mutu’
‘SUBMITTAL
‘Sesuai dengan ketentuan dalam “Submittal”
PERSYARATAN TEKNIS
1) Kompromis rel terbuat dari R54,R42,R33,R25 dan memotong rel yang
tergantung pada ukuran yang dibutuhkan. Setiap panjang rel tergantung pada
ukuran seperti yang ditunjukkan pada gambar.
2) Material R42, R33 dan R25 yang diperlukan harus diadakan oleh kontraktor dan
tidak tersedia rel baru untuk menyiapkan rel kompromis. Dimensi rel lama harus
sesuai toleransi yang diperkenankan,
3) Rakitan rel kompromis adalah sebagai berikut
a) Memotong rel R.54 dan Rel R.42 minimal panjang 6 meter dengan gergaji rel
») Stapling rel, disetel dan dilakukan pengelasan untuk menyambung rel.
©) Rel sisi atas digerinda agar sejajar/datar, dan sisi rel bagian dalam harus
lurus
4) Kedua ujung rel Kompromis disiapkan lubang untuk sambungan.
4) Layout dan rincian rel kompromis adalah sesuai dengan Gambar
5) Toleransi rel kompromis adalah sebagai berikut:
a. Panjang £7,0mm
b. Tinggi +£0,8 mm sampai 0,4 mm
©. Lebar kepala rel dan web 0,8 mm sampai 0,4 mm
T94
eK
4d. Panjang bagian variasi
e. Posisi bagian variasi
PEMASANGAN
Pemasangan kompromis rel
Tamping”
DPP - 2015
+ 25,0 mm sampai-10,0 mm.
£15,0mm
sesuai ketentuan dalam “Track laying including
19.2
FQ
4.
5A.
DPP - 2015
T.10
PENGADAAN BALAS, PENGIRIMAN DAN PENGECERAN
RUANG LINGKUP
Pekerjaan Balas metiputi pekerjaan pengadaan balas dan pengiriman ke lokasi
Pekerjaan, serta penyebaran/pengeceran.
PEDOMAN DAN STANDAR
JAMINAN DAN PENGENDALIAN MUTU
Sesuai dengan ketentuan dalam “Jaminan dan Pengendalian Mutu"
‘SUBMITTAL,
Sesuai dengan ketentuan dalam “Submittar’
PERSYARATAN TEKNIS
MATERIAL
1) Persyaratan Umum
Balas harus dari batu pecah yang diperoleh dari batuan yang homogen, non
Porous, padat, keras dan berdaya tahan tinggi terhadap impact, abrasi dan
Cuaca yang dapat diperoleh dengan cara peledakan, mesin mesin berat atau
manual dimana proses pemecahan menjadi balas harus dilakukan oleh stone
crusher.
Pada lapangan sumber batuan (quarry), semua bahan-bahan berupa kepingan -
kepingen serta bahan-bahan yang dapat merugikan harus disingkirkan oleh
kontraktor.
2) Quarry (Sumber Bahan) yang disetujui
Sumber balas (ballast quarry) yang dipertimbangkan yaitu bila hasil-hasil
engujian memenuhi syarat yang ditentukan sebagai berikut
@. Ballas harus merupakan batu pecah, mempunyai kekerasan yang tinggi,
besisi kasar, tidak mengandung pelapukan dan tidak mengandung bahan.
bahan yang merugikan (debu, kotoran-kotoran dil).
Porositas ballas batu pecah < 3%
Tingkatkan kehilangan berat sesudah 500 putaran (AASHTO 96) maks, 25%:
Massa jenis > 1,4 m3 (ASTM C29);
Partikel pipih < 5 % (ASTM D4791);
Kuat tekanan rata-rata > 900 kg/om2:
Kadar Lumpur < % (ASTM C142);
er>eang
T1901
ae
5.3.
DPP - 2015
h. Ballas batu pecah memiliki gradasi sesuai ASTM E11 sebagai berikut
Ukuran Saringan % Lolos
|____(mm)
63.5 100
50.8 80 - 100
38,1 35-75
25,4 0-40
79.4 0-5
i, Untuk ‘setiap 10.000 m3 balias dilakukan pengujian dengan diambil 50 kg
atau sesuai kebutuhan pengujian yang diperlukan
J. Pengujian dapat ilakukan di lembaga pengujian material yang independen.
3) Tempat Penimbunan (Stock Pile)
Tempat penimbunan balas tidak boleh mengganggu aktifitas lain, — tidak
menggangu lingkungan terutama di sekitar rumah sakit, sekolah, dan
Perumahan padat serta harus bersih untuk menjaga kebersinan balas.
PERALATAN
Peralatan yang digunakan dalam pelaksanaan kegiatan ini adalah
1) Back hoe / loader / Bulldozer
KONSTRUKSI
1) Pengiriman material dapat dilakukan dari quarry atau stock pile ke lokasi
Pekerjaan dengan menggunakan kereta api atau truk tergantung kondisi yang
ada,
2) Penggelaran balas dilakukan 2 kali, lapis pertama setebal 20 om dan lapis
berikutnya sesudah track laying sebagaimana ditunjukkan pada Gambar,
102
ti
2
5A.
5.2.
DPP - 2015
TAL
PEMASANGAN TRACK DAN PEMECOKAN AWAL
RUANG LINGKUP.
Pekerjaan pemasangan track dan pemecokan awal meliputi pengeceran dan
Pemasangan bantalan beton, pemasangan rel dan pemecokan awal (HTT).
PEDOMAN DAN STANDAR
JAMINAN DAN PENGENDALIAN MUTU
Sesuai dengan ketentuan dalam “Jaminan dan Pengendalian Mutu’
SUBMITTAL
‘Sesuai dengan ketentuan dalam “Submittar
PERSYARATAN TEKNIS
MATERIAL,
1) Bantalan Beton
2) Bantalan Kayu atau bantalan sintetis,
3) Penambat rel
4) Rel
5) Bantalan Beton
6) Las rel
7) Fishplate dan kelengkapannya
PERALATAN
Peralatan minimal yang digunakan dalam pelaksanaan kegiatan ini adalah:
1) Mesin gitas
2) HIT
3) Track gauge
4) Temperatur rel
5) Pan Puller
8) Bor mesin
7) Rel Mover
8) Gergaji Re!
Taba
HW
DPP - 2015
KONSTRUKSI
Track Laying
1) Melakukan pemadatan balas yang sudah digelar setebal 20 om dengan
menggunakan mesin penggilas besi ringan atau perelatan lain yang disetujui
konsultan (maksimum 3 kali passing)
2) Mengecer dan mengatur jarak bantalan beton dengan jarak 60 om harus
dilaksanakan dengan hati-hati untuk mencegah kerusakan. Tidak diperbolehkan
sama sekali untuk melempar bantalan beton selama operasi bongkarimuat
(khususnya menurunkan), mesin pengangkat harus digunakan sedapat mungkin.
Bantalan yang rusak harus segera diganti,
3) Kontraktor harus mencegah kerusakan terhadap lubang angkur bahu /shoulder
bantalan beton.
4) Bantalan harus diletakkan tegak lurus terhadap rel dengan berjajar dan dengan
jarak yang sama sebagaimana ditunjukkan pada Gambar Kerja.
5) Bantalan kayu atau bantalan sintetis harus diletakkan dengan tepat sebelum
proses penyetelan/pemasangan pelat landas,
6) Bagian bawah rel, pelat landas dan permukaan bantalan harus dibersihkan
sebelum rel diletakkan,
7) Rel ditempatkan diatas bantalan beton dengan rail pad diantaranya, sebelum
Pemasangan rel dan alat penambat. Posisi rail pad bisa dikoreksi jika diperlukan
ketika mengencangkan alat penambat. Rail pad diletakkan diatas permukaan
bantalan ketika bantalan-bantalan tersebut dipasang pada track
8) Semua tirepon harus dipasang dengan sudut yang tepat terhadap pelat landas.
Dalam situasi apapun, pengencangan tirepon tidak boleh terlalu rapat atau
kendor, Pelepasan tirepon cara sekali tarik tidak diperbolehkan. Ketika tirepon
lepas, bekas lubang harus disumbat dengan penyumbat dengan ukuran yang
tepat agar benar-benar mengisi lubang dengan aman
9) Rel Panjang Menerus (RPM) atau Continuos Welded Rail (CWR) terdiri dari 12
batang rel standar panjang 25 m yang di las sesuai Bagian T8. Pengadaan dan
Pengelasan Rel.
vika radius lengkung kurang dari 300 m, track dibuat per 100 meter terdiri dari 4
buah batang rel standar panjang 25 m yang di las sesuai Bagian T8,
Pengadaan dan Pengelasan Rel.
11) Untuk memberikan celah yang tepat bagi rel sebelum memasang penambat
digunakan ganjal/baji pengatur siar rel yang telah disetujui oleh Konsultan,
12) Untuk menentukan celah sambungan rel digunakan sebuah termometer rel.
Pada saat setting rel, persyaratan celah sambungan tergantung pada suhu rel
sebenarnya, sesuai dengan tabel berikut:
10
Rail Temp. [24 ] 26 [28 [30 | 32 [34 ] 36 | 38 [40 142 ]44 [46
(c%)
Rail Joint Gap [76 [45/13 [77 [40 [8 [7 75 [4 ]3 ]3 |2
(mm)
Tara
FX
DPP - 2015
13) Untuk menyambung dua rel panjang (300 meter) dipergunakan ssambungan
‘mekanik (fishplate) melayang yang dipasang secara siku (segaris)
14) Pengukuran lebar track dengan track gauge harus dilakukan pada saat
‘memasang rel. Lebar track di jalur lurus harus 1067 mm sedangkan di lengkung
sesuai dengan radius.
15) Pemotongan rel harus dilakukan dengan gergaii dan ujung penampang rel harus
siku terhadap as memanjang rel
16) Melubangi rel dengan blender tidak boleh dilakukan dalam keadaan apapun.
Jika diperlukan, melubangi rel harus dengan bor mesin
17) Rel harus dibentuk lengkung terlebih dahulu sebelum diletakkan di daerah
lengkung
18) Pada lokasi sambungan mekanik rel, badan rel yang bersentuhan dengan
fishplate harus dilapisi dengan pelumas, demikian pula dengan lubang-lubang
baut dari fishplate harus dilapisi dengan pelumas.
19) Sambungan mekanik tidak boleh diletakan di jembatan, terowongan dan
perlintasan jalan,
20) Jarak antara ujung jembatan dengan sambungan rel, tidak kurang dari 25 m.
21) Semua sambungan rel isolasi dan rail bond harus dipasang sesuai persetujuan
Konsultan.
22) Pada lengkungan, elevasi rel luar dibuat lebih tinggi dari pada rel dalam sesuai
Gambar. Peninggian rel dicapai dan dihilangkan secara berangsur-angsur
‘sepanjang lengkung peralihan
23) Pelebaran sepur pada lengkungan dicapai dengan menggeser rel dalam kearah
dalam. Besarnya pelebaran sepur untuk berbagai tikungan adalah sebagai
berikut:
atau sesuai tabel berikut
Pelebaran sepur Radius lengkung
(mm) (m)
0 R> 600
5 550
Anda mungkin juga menyukai
- Tugas Analisis Pemilihan Moda Dan Rute TransportasiDokumen14 halamanTugas Analisis Pemilihan Moda Dan Rute TransportasiAbdi Septia PutraBelum ada peringkat
- Kuat Lekat Tulangan Pada Berbagai Variasi Mutu Beton NormalDokumen13 halamanKuat Lekat Tulangan Pada Berbagai Variasi Mutu Beton NormalAbdi Septia PutraBelum ada peringkat
- BHN Baja II Kolom Baja 2009Dokumen93 halamanBHN Baja II Kolom Baja 2009Abdi Septia PutraBelum ada peringkat
- C Stress Path PDFDokumen14 halamanC Stress Path PDFAbdi Septia PutraBelum ada peringkat
- Teori PrestressDokumen18 halamanTeori PrestressAbdi Septia PutraBelum ada peringkat
- Metode Perbaikan BetonDokumen3 halamanMetode Perbaikan BetonAbdi Septia PutraBelum ada peringkat
- Perencanaan Elemen Kombinasi Konstruksi BajaDokumen17 halamanPerencanaan Elemen Kombinasi Konstruksi BajaAbdi Septia PutraBelum ada peringkat
- Perencanaan Elemen Lentur Konstruksi BajaDokumen37 halamanPerencanaan Elemen Lentur Konstruksi BajaAbdi Septia PutraBelum ada peringkat
- SOP Autocad LandDokumen14 halamanSOP Autocad LandAbdi Septia PutraBelum ada peringkat
- TUGAS Matriks Asal TujuanDokumen7 halamanTUGAS Matriks Asal TujuanAbdi Septia PutraBelum ada peringkat
- Presentasi Studi Kasus Bencana Banjir Bandang Kota Padang Tahun 2012Dokumen29 halamanPresentasi Studi Kasus Bencana Banjir Bandang Kota Padang Tahun 2012Abdi Septia PutraBelum ada peringkat
- Studi Kasus Bencana Banjir Bandang Kota Padang Tahun 2012Dokumen19 halamanStudi Kasus Bencana Banjir Bandang Kota Padang Tahun 2012Abdi Septia PutraBelum ada peringkat
- Pengenalan Ilmu GeologiDokumen108 halamanPengenalan Ilmu GeologiAbdi Septia PutraBelum ada peringkat
- Kuliah 3 Beton2 Jenis Jenis Keruntuhan KolomDokumen15 halamanKuliah 3 Beton2 Jenis Jenis Keruntuhan Kolomginting_heriBelum ada peringkat