Anda mungkin juga menyukai
- Soal Uas GabunganDokumen15 halamanSoal Uas Gabunganarmila rahmiBelum ada peringkat
- Punya MitaDokumen18 halamanPunya Mitaarmila rahmiBelum ada peringkat
- Nilai Uas X TitlDokumen5 halamanNilai Uas X Titlarmila rahmiBelum ada peringkat
- Atp Dasar-Dasar KelistrikanDokumen6 halamanAtp Dasar-Dasar Kelistrikanarmila rahmiBelum ada peringkat
- Surat Pernyataan Bersedia Untuk Di AuditDokumen1 halamanSurat Pernyataan Bersedia Untuk Di Auditarmila rahmiBelum ada peringkat
- Lampiran SPM Blud SMKNDokumen7 halamanLampiran SPM Blud SMKNarmila rahmiBelum ada peringkat
- Rencana Strategis Blud SMKN 3 TakengonDokumen29 halamanRencana Strategis Blud SMKN 3 Takengonarmila rahmiBelum ada peringkat
- SYARATDokumen4 halamanSYARATarmila rahmiBelum ada peringkat
- Rencana Anggaran & Data Unit Produksi - Layanan SMKN 3 TakengonDokumen9 halamanRencana Anggaran & Data Unit Produksi - Layanan SMKN 3 Takengonarmila rahmiBelum ada peringkat
- Soal PTS 1 SBDP Kelas 1Dokumen2 halamanSoal PTS 1 SBDP Kelas 1armila rahmiBelum ada peringkat
- Bagan Struktur Organisasi Blud Sekolah Menengah Kejuruan Negeri Di Aceh OkDokumen1 halamanBagan Struktur Organisasi Blud Sekolah Menengah Kejuruan Negeri Di Aceh Okarmila rahmi100% (1)
- Soal PTS B.INDO Kelas 4Dokumen3 halamanSoal PTS B.INDO Kelas 4armila rahmiBelum ada peringkat
- LAPORAN JUMLAH SISWA Start FEBRUARI 2022Dokumen1 halamanLAPORAN JUMLAH SISWA Start FEBRUARI 2022armila rahmiBelum ada peringkat
- Soal Uas Itl Kelas XiiDokumen9 halamanSoal Uas Itl Kelas Xiiarmila rahmiBelum ada peringkat
- Soal PTS 1 SBDP Kelas 4Dokumen1 halamanSoal PTS 1 SBDP Kelas 4armila rahmiBelum ada peringkat
- Laporan Realisasi Penanaman Bawang PutihDokumen2 halamanLaporan Realisasi Penanaman Bawang Putiharmila rahmiBelum ada peringkat
- Absen NewDokumen15 halamanAbsen Newarmila rahmiBelum ada peringkat
- Modul Ajar 3 Seni BudayaDokumen4 halamanModul Ajar 3 Seni Budayaarmila rahmiBelum ada peringkat
- Modul Ajar 3 B.indonesiaDokumen5 halamanModul Ajar 3 B.indonesiaarmila rahmiBelum ada peringkat
- Laporan NovemberrDokumen3 halamanLaporan Novemberrarmila rahmiBelum ada peringkat
- Book1LAPORAN REALISASI PENANAMAN BAWANG PUTIH BULAN OCTOBER 2019 PT. GHSDokumen4 halamanBook1LAPORAN REALISASI PENANAMAN BAWANG PUTIH BULAN OCTOBER 2019 PT. GHSarmila rahmiBelum ada peringkat
- Kelompok TaniDokumen2 halamanKelompok Taniarmila rahmiBelum ada peringkat
- Surat Perjanjian PegadaianDokumen1 halamanSurat Perjanjian Pegadaianarmila rahmiBelum ada peringkat
- Panel Hubung BagiDokumen11 halamanPanel Hubung Bagiarmila rahmiBelum ada peringkat
- Daftar Hadir Sosialisasi Penanaman Bawang PutihDokumen4 halamanDaftar Hadir Sosialisasi Penanaman Bawang Putiharmila rahmiBelum ada peringkat
- COVERDokumen1 halamanCOVERarmila rahmiBelum ada peringkat
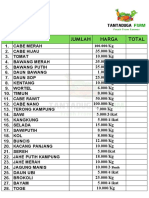
- Nama / Toko: No. HP: Alamat: NO. Jenis Jumlah Harga TotalDokumen3 halamanNama / Toko: No. HP: Alamat: NO. Jenis Jumlah Harga Totalarmila rahmiBelum ada peringkat
- Struktur BPBDDokumen1 halamanStruktur BPBDarmila rahmiBelum ada peringkat
- Surat PernyataanDokumen1 halamanSurat Pernyataanarmila rahmiBelum ada peringkat
- Soal Pilihan BergandaDokumen5 halamanSoal Pilihan Bergandaarmila rahmiBelum ada peringkat