Anda mungkin juga menyukai
- April - Kunjungan Penunjang Per PenjaminDokumen28 halamanApril - Kunjungan Penunjang Per PenjaminArdi DiasBelum ada peringkat
- Laporan Mutu Waktu Tunggu ObatDokumen3 halamanLaporan Mutu Waktu Tunggu Obatjangmed cibuburBelum ada peringkat
- Pertemuan 9-10Dokumen29 halamanPertemuan 9-10Rizky Dwi PrabowoBelum ada peringkat
- Klaim Obat Kronis Maret 2023Dokumen2 halamanKlaim Obat Kronis Maret 2023farmasi lotimBelum ada peringkat
- Alfa EditDokumen22 halamanAlfa Editbayu azrafaBelum ada peringkat
- 03c (OPD) Template Indikator Mutu Kepatuhan Identifikasi PasienDokumen18 halaman03c (OPD) Template Indikator Mutu Kepatuhan Identifikasi Pasiencasemixumst1Belum ada peringkat
- Tugas Kelompok Sarpras R. Sri Anggraini Otp 4Dokumen3 halamanTugas Kelompok Sarpras R. Sri Anggraini Otp 4RajasrianggrainiBelum ada peringkat
- Etr Tahun 6 2020Dokumen2 halamanEtr Tahun 6 2020Sakun DhanasekaranBelum ada peringkat
- Indikator Pelayanan Kefarmasian 2023Dokumen21 halamanIndikator Pelayanan Kefarmasian 2023Hasna RandaBelum ada peringkat
- Tipe A - MergedDokumen4 halamanTipe A - MergedMuhammad RafiBelum ada peringkat
- Laporan Pasien Trimester I 2023Dokumen2 halamanLaporan Pasien Trimester I 2023alqomariyatin79Belum ada peringkat
- Lap. Pio Bulan Mei 2023Dokumen1 halamanLap. Pio Bulan Mei 2023Annita MaretnaBelum ada peringkat
- Kelompok Peta Kendali Atribut C 1Dokumen22 halamanKelompok Peta Kendali Atribut C 1Novi AndrianiBelum ada peringkat
- Edited9.2.20202perbentangan Perjumpaan WarisDokumen49 halamanEdited9.2.20202perbentangan Perjumpaan WarisNor Hanim IshakBelum ada peringkat
- UntitledDokumen1 halamanUntitledarum musadaBelum ada peringkat
- Variogram (Rizka Anazakia)Dokumen17 halamanVariogram (Rizka Anazakia)Rizka AnazakiaBelum ada peringkat
- Bku Agustus (1) - 367Dokumen14 halamanBku Agustus (1) - 367Fahmi NisaBelum ada peringkat
- UntitledDokumen3 halamanUntitledEvan JogiBelum ada peringkat
- Laporan Iklim HarianDokumen4 halamanLaporan Iklim Hariantri noviyansyahBelum ada peringkat
- Tugas Uji WilcoxonDokumen2 halamanTugas Uji WilcoxonMemi SarmilaBelum ada peringkat
- Laporan - Iklim - Harian 1235+Dokumen2 halamanLaporan - Iklim - Harian 1235+Natura PrimeroBelum ada peringkat
- LAPORAN KEPATUHAN IDENTIFIKASI PASIEN Agustus 2023Dokumen4 halamanLAPORAN KEPATUHAN IDENTIFIKASI PASIEN Agustus 2023Syafri YentiBelum ada peringkat
- Formulir 45 KMDokumen4 halamanFormulir 45 KMRifaldi AuliaBelum ada peringkat
- Emy - Kasus COVID-19Dokumen8 halamanEmy - Kasus COVID-19Dimas SwardewaBelum ada peringkat
- Laporan Iklim HarianDokumen3 halamanLaporan Iklim HariandevesvaraBelum ada peringkat
- Time Table Pembangunan JettyDokumen1 halamanTime Table Pembangunan JettyYos ProjectBelum ada peringkat
- Klaiman Kronis BLN Agusts 2023Dokumen2 halamanKlaiman Kronis BLN Agusts 2023farmasi lotimBelum ada peringkat
- Tugas Cluster Kelompok 8Dokumen10 halamanTugas Cluster Kelompok 8Ridwan NexiyantoBelum ada peringkat
- Rekap Hasil Vaksinasi Jan - Maret 2022Dokumen9 halamanRekap Hasil Vaksinasi Jan - Maret 2022Vicky FerdiansyahBelum ada peringkat
- Bab 3 BroDokumen13 halamanBab 3 Bro22. Chandra Agung PermanaBelum ada peringkat
- Tabel Progres Fisik KURVA S KANKEMENAG BANGKALAN 22-05-2023Dokumen2 halamanTabel Progres Fisik KURVA S KANKEMENAG BANGKALAN 22-05-2023Andita AriantoBelum ada peringkat
- Data Tanggal TKU DAN TKKDokumen2 halamanData Tanggal TKU DAN TKKIntan BeeBelum ada peringkat
- Data Tanggal TKU DAN TKKDokumen2 halamanData Tanggal TKU DAN TKKIntan BeeBelum ada peringkat
- 17 - Weekly Report W3Dokumen3 halaman17 - Weekly Report W3ARVIAN NAUFAL ZUFAR ZUFARBelum ada peringkat
- Sla Cucs 2023Dokumen8 halamanSla Cucs 2023ciwan luckyBelum ada peringkat
- 05.laporan Kesling MeiDokumen10 halaman05.laporan Kesling MeinovaBelum ada peringkat
- Bab IDokumen6 halamanBab IfebriBelum ada peringkat
- 21-TUGAS MINGGU KE-2 - Penyajian DataDokumen3 halaman21-TUGAS MINGGU KE-2 - Penyajian DataCandra AndreanBelum ada peringkat
- Tabel Kekuatan Sling - Tabel Diameter KabelDokumen5 halamanTabel Kekuatan Sling - Tabel Diameter KabelDedik_yfm001Belum ada peringkat
- Tutor 2FDokumen2 halamanTutor 2FalBelum ada peringkat
- Df-Hr-Puskesmas Kayu Manis-5Dokumen2 halamanDf-Hr-Puskesmas Kayu Manis-5Rizqy OctavianaBelum ada peringkat
- Daftar SK, Sop, Pedoman, Panduan, KakDokumen45 halamanDaftar SK, Sop, Pedoman, Panduan, KakWahyu sektianaBelum ada peringkat
- 2CDAB83E - Muhammad Farhan-Statistika-Tugas2Dokumen7 halaman2CDAB83E - Muhammad Farhan-Statistika-Tugas2Candra AndreanBelum ada peringkat
- RajalDokumen9 halamanRajalhesti lestariBelum ada peringkat
- Bankelmen Beam (BB)Dokumen15 halamanBankelmen Beam (BB)Cahyo SaputraBelum ada peringkat
- R2 - Sabtu (9.30) - Kelompok 3 - Simulasi ProModel FinalDokumen8 halamanR2 - Sabtu (9.30) - Kelompok 3 - Simulasi ProModel FinalRifqi Ichwan KurniaBelum ada peringkat
- Perhitungan KuisionerDokumen36 halamanPerhitungan KuisionerDEWI FAUZIYAHBelum ada peringkat
- DCP H 03Dokumen8 halamanDCP H 03DedyBelum ada peringkat
- Kelompk 5 - Tugas Pemodelan Matematika - EvaporasiDokumen8 halamanKelompk 5 - Tugas Pemodelan Matematika - EvaporasiImany RamadhanBelum ada peringkat
- DATA HUTANG KIRIM YANG TERCLAIM HILANG Di CV Saesar Pratama SaktiDokumen1 halamanDATA HUTANG KIRIM YANG TERCLAIM HILANG Di CV Saesar Pratama SaktiKesling RS Mary Cileungsi HijauBelum ada peringkat
- 18676Dokumen9 halaman18676ZANU ANGGI SUSILA SUSILABelum ada peringkat
- Jadwal Angsuran Fix - Chandraperes@Dokumen1 halamanJadwal Angsuran Fix - Chandraperes@SudarBelum ada peringkat
- Perencanaan Perkerasan LenturDokumen24 halamanPerencanaan Perkerasan Lenturintan rihardiBelum ada peringkat
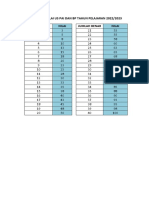
- Konversi Nilai 40 Nomor ObjektifDokumen1 halamanKonversi Nilai 40 Nomor ObjektifWahyudin LaditjiBelum ada peringkat
- Kaldik Smi 1-3 2023-2024Dokumen11 halamanKaldik Smi 1-3 2023-2024Dini Nur IhwaniBelum ada peringkat
- MNJ - Operasional - SISTEM MRPDokumen10 halamanMNJ - Operasional - SISTEM MRPDoni PrasetyoBelum ada peringkat
- Data Angin BMKGDokumen1 halamanData Angin BMKGtri noviyansyahBelum ada peringkat
- Form Kontrol No SuratDokumen3 halamanForm Kontrol No SuratSaiful HudaBelum ada peringkat
- Laporan PengamatanDokumen9 halamanLaporan PengamatanFitry SyahraniBelum ada peringkat