Anda mungkin juga menyukai
- ARIWINAWATIDokumen31 halamanARIWINAWATIAriwina WatiBelum ada peringkat
- UKURAN PENYEBARAN DATA BERKELOMPOKDokumen4 halamanUKURAN PENYEBARAN DATA BERKELOMPOKEdy Eko SantosoBelum ada peringkat
- FUNGSI NON LINEAR DALAM EKONOMIDokumen5 halamanFUNGSI NON LINEAR DALAM EKONOMIDesya AzzahraBelum ada peringkat
- Faktor KecelakaanDokumen42 halamanFaktor KecelakaanDaniel HutabaratBelum ada peringkat
- Analisis ChaidDokumen10 halamanAnalisis ChaidchristinetinenataliaBelum ada peringkat
- KALKULATOR FAPERKOMDokumen21 halamanKALKULATOR FAPERKOMFrengky Pola SiahaanBelum ada peringkat
- Statistik Parametrik Uji HipotesisDokumen36 halamanStatistik Parametrik Uji HipotesisIGDBelum ada peringkat
- Kel 2 Matriks Dan SifatDokumen11 halamanKel 2 Matriks Dan SifatErisya HermiraBelum ada peringkat
- Pengaruh Fisika KimiaDokumen11 halamanPengaruh Fisika KimiaDharma SastraBelum ada peringkat
- Contoh RAL FaktorialDokumen7 halamanContoh RAL FaktorialSitiRahmiatulFawziahBelum ada peringkat
- Contoh Soal Regresi Linier SederhanaDokumen2 halamanContoh Soal Regresi Linier SederhanafannyBelum ada peringkat
- Koja Doi NTTDokumen5 halamanKoja Doi NTTMILADIARSIBelum ada peringkat
- Teori Himpunan1Dokumen12 halamanTeori Himpunan1Pradipta Mulia InsaniBelum ada peringkat
- Analisis Regresi Linear SederhanaDokumen14 halamanAnalisis Regresi Linear SederhananyomanBelum ada peringkat
- Cluster 2 Tahap PDFDokumen35 halamanCluster 2 Tahap PDFDilaBelum ada peringkat
- Liana Mandiri6Dokumen3 halamanLiana Mandiri6LianaBelum ada peringkat
- Makalah PKNDokumen18 halamanMakalah PKNTo Ny100% (1)
- PERMUTASIDokumen16 halamanPERMUTASIAnonymous MicWGK3Belum ada peringkat
- Matematika Ekonomi Keuangan Fungsi Produksi (Novita Rizki Yustiani)Dokumen8 halamanMatematika Ekonomi Keuangan Fungsi Produksi (Novita Rizki Yustiani)Novita Rizki Yustiani100% (7)
- Bab I Pengetahuan Dasar StatistikaDokumen26 halamanBab I Pengetahuan Dasar StatistikaPatriciaBelum ada peringkat
- Penghitungan Biaya Parkir Dengan PascalDokumen11 halamanPenghitungan Biaya Parkir Dengan PascalAbby AR100% (2)
- Tugas 3 Statistika DasarDokumen23 halamanTugas 3 Statistika DasardivazalzaBelum ada peringkat
- Modul Matematika Metode SimpleksDokumen15 halamanModul Matematika Metode SimpleksgumilangsariBelum ada peringkat
- Menemukan sifat-sifat nilai mutlakDokumen2 halamanMenemukan sifat-sifat nilai mutlakKarisma Azmi100% (1)
- JOYSOYDokumen40 halamanJOYSOYjardel100% (1)
- Proposal Kunjungan KerjaDokumen6 halamanProposal Kunjungan KerjamiraBelum ada peringkat
- KONSEP PENGUKURANDokumen14 halamanKONSEP PENGUKURANeva pratiwiBelum ada peringkat
- Analisis Runtun WaktuDokumen35 halamanAnalisis Runtun WaktuMulia Nita NurBelum ada peringkat
- LINGKARANDokumen22 halamanLINGKARANNur AisyahBelum ada peringkat
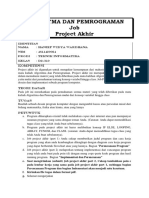
- Project Akhir Algoritma PemrogramanDokumen5 halamanProject Akhir Algoritma PemrogramanHanief Widya WardhanaBelum ada peringkat
- Tugas 1 N.U.H 511Dokumen23 halamanTugas 1 N.U.H 511ZABelum ada peringkat
- Pembelian Buah Dukuh Minimum OngkosDokumen11 halamanPembelian Buah Dukuh Minimum Ongkosrusi dwi oktavianiBelum ada peringkat
- Metode Matriks-3Dokumen8 halamanMetode Matriks-3Aulia SyafikaBelum ada peringkat
- COVID19-PSIKODokumen8 halamanCOVID19-PSIKOMuhammad Farel AkbarBelum ada peringkat
- Tugas Logika Informatika Yaris TrijulianaDokumen2 halamanTugas Logika Informatika Yaris Trijulianayaris TrijulianaBelum ada peringkat
- Laporan Akhir KKN Kelompok 14Dokumen34 halamanLaporan Akhir KKN Kelompok 14Rahmat Putra PamujiBelum ada peringkat
- Pertemuan 10 Fungsi Khusus PDFDokumen6 halamanPertemuan 10 Fungsi Khusus PDFbenga andersoonBelum ada peringkat
- Tugas Mandiri - StatistikaDokumen18 halamanTugas Mandiri - StatistikaSanBelum ada peringkat
- EDA_MsExcel_SPSSDokumen12 halamanEDA_MsExcel_SPSSGani AshariBelum ada peringkat
- Statistika Dasar untuk PemulaDokumen46 halamanStatistika Dasar untuk PemulaST12Aulia NisaBelum ada peringkat
- KIMIA SMPDokumen2 halamanKIMIA SMPFera SunBelum ada peringkat
- Materi 7 Desain Bujur Sangkar YoudenDokumen4 halamanMateri 7 Desain Bujur Sangkar YoudenGita NopitaBelum ada peringkat
- Analisis Validitas dan Reliabilitas Soal TesDokumen11 halamanAnalisis Validitas dan Reliabilitas Soal TesrikivijiBelum ada peringkat
- Modul Statistik1 (Akhir) PDFDokumen104 halamanModul Statistik1 (Akhir) PDFTaruna RachmadBelum ada peringkat
- Laporan Magang NitaDokumen58 halamanLaporan Magang NitaanitaBelum ada peringkat
- Diktat Metstat IIDokumen34 halamanDiktat Metstat IIGhyta LIsna RahimBelum ada peringkat
- Makalah SPLDokumen7 halamanMakalah SPLnurfadillah umarBelum ada peringkat
- Hampiran Dan GalatDokumen14 halamanHampiran Dan GalatNaomiBelum ada peringkat
- Diferensial Dan Fungsi TurunanDokumen18 halamanDiferensial Dan Fungsi TurunanBravian100% (1)
- Pertidaksamaan LinearDokumen3 halamanPertidaksamaan LinearAjeng Astrini Kannia IIBelum ada peringkat
- Tugas Statistik Semester GenapDokumen4 halamanTugas Statistik Semester GenapRaihan1496Belum ada peringkat
- Fungsi komposisi dan sifatnyaDokumen2 halamanFungsi komposisi dan sifatnyaJuwarti RandublatungBelum ada peringkat
- Kualitas KerupukDokumen18 halamanKualitas Kerupukzen hakimiBelum ada peringkat
- Tugas 1 PPT PSTTDokumen17 halamanTugas 1 PPT PSTTJaeBelum ada peringkat
- La StatistikDokumen18 halamanLa StatistikMuhammad RifqiBelum ada peringkat
- Tugas Cluster Kelompok 8Dokumen10 halamanTugas Cluster Kelompok 8Ridwan NexiyantoBelum ada peringkat
- Estimasi rata-rata akun jatuh tempoDokumen6 halamanEstimasi rata-rata akun jatuh tempoNrfadillahBaharBelum ada peringkat
- Six Sigma Produk KapasDokumen95 halamanSix Sigma Produk KapasDjemi luaBelum ada peringkat
- Makalah Kecelakaan Kerja Sistem Lingkungan Industri 1Dokumen13 halamanMakalah Kecelakaan Kerja Sistem Lingkungan Industri 1Ecik SuryaningshiBelum ada peringkat
- Surat Izin Ortu 2019Dokumen1 halamanSurat Izin Ortu 2019Novi AndrianiBelum ada peringkat
- BSM Matematika 2019Dokumen1 halamanBSM Matematika 2019Novi AndrianiBelum ada peringkat
- BSM Matematika 2019Dokumen1 halamanBSM Matematika 2019Novi AndrianiBelum ada peringkat
- Novi Andriani - Surat LamaranDokumen1 halamanNovi Andriani - Surat LamaranNovi AndrianiBelum ada peringkat
- BSM Matematika 2019Dokumen1 halamanBSM Matematika 2019Novi AndrianiBelum ada peringkat
- Surat Bibit Ikan 2019Dokumen2 halamanSurat Bibit Ikan 2019Novi AndrianiBelum ada peringkat
- BSM Matematika 2019Dokumen1 halamanBSM Matematika 2019Novi AndrianiBelum ada peringkat
- BSM Matematika 2019Dokumen1 halamanBSM Matematika 2019Novi AndrianiBelum ada peringkat
- Surat Undangan 2013-2016 Dab AlumniDokumen2 halamanSurat Undangan 2013-2016 Dab AlumniNovi AndrianiBelum ada peringkat
- Resep Brownies KukusDokumen2 halamanResep Brownies KukusNovi AndrianiBelum ada peringkat
- Rapat IiiDokumen1 halamanRapat IiiNovi AndrianiBelum ada peringkat
- Proker EkobisDokumen9 halamanProker EkobisNovi AndrianiBelum ada peringkat
- Jadwal PertremuanDokumen4 halamanJadwal PertremuanNovi AndrianiBelum ada peringkat
- Jadwal Pertremuan 2Dokumen5 halamanJadwal Pertremuan 2Novi AndrianiBelum ada peringkat
- Slide DinaDokumen6 halamanSlide DinaNovi AndrianiBelum ada peringkat
- Kumpulan Pertanyaan EkobisDokumen2 halamanKumpulan Pertanyaan EkobisNovi AndrianiBelum ada peringkat
- BAB VI (TEOREMA LAGRANGE) (Autosaved)Dokumen12 halamanBAB VI (TEOREMA LAGRANGE) (Autosaved)Novi AndrianiBelum ada peringkat
- Hasil Penjualan EkobisDokumen3 halamanHasil Penjualan EkobisNovi AndrianiBelum ada peringkat
- Hubungan Motivasi Belajar dan Prokrastinasi AkademikDokumen2 halamanHubungan Motivasi Belajar dan Prokrastinasi AkademikNovi AndrianiBelum ada peringkat
- Syarat - Syarat Hadits ShahihDokumen16 halamanSyarat - Syarat Hadits ShahihNovi AndrianiBelum ada peringkat
- LK Penjualan 26&31JULIDokumen4 halamanLK Penjualan 26&31JULINovi AndrianiBelum ada peringkat
- LK Penjualan Wawancara MabaDokumen4 halamanLK Penjualan Wawancara MabaNovi AndrianiBelum ada peringkat
- LK Penjualan 26&31JULIDokumen4 halamanLK Penjualan 26&31JULINovi AndrianiBelum ada peringkat
- Cara Membaca Tabel RegresiDokumen14 halamanCara Membaca Tabel RegresiDhini AgustinaBelum ada peringkat
- LK Penjualan Wawancara MabaDokumen4 halamanLK Penjualan Wawancara MabaNovi AndrianiBelum ada peringkat
- Formulir PendaftaranDokumen1 halamanFormulir PendaftaranNovi AndrianiBelum ada peringkat
- Indra Purnama: Agroteknologi Pertanian Dan PeternakanDokumen18 halamanIndra Purnama: Agroteknologi Pertanian Dan PeternakanNovi AndrianiBelum ada peringkat
- Surat Izin Ortu 2019Dokumen1 halamanSurat Izin Ortu 2019Novi AndrianiBelum ada peringkat
- Syarat - Syarat Hadits ShahihDokumen16 halamanSyarat - Syarat Hadits ShahihNovi AndrianiBelum ada peringkat
- Sejarah Kerajaan SIAKDokumen13 halamanSejarah Kerajaan SIAKRahmatBelum ada peringkat