Anda mungkin juga menyukai
- Naskah PDGK4407 The 1Dokumen1 halamanNaskah PDGK4407 The 1farrass0% (1)
- Format BintangDokumen1 halamanFormat BintangfarrassBelum ada peringkat
- Pelatihan KewirausahaanDokumen2 halamanPelatihan KewirausahaanfarrassBelum ada peringkat
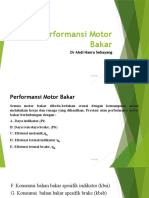
- 6a - Performansi Motor BakarDokumen39 halaman6a - Performansi Motor BakarfarrassBelum ada peringkat
- Punya AhsaniDokumen3 halamanPunya AhsanifarrassBelum ada peringkat
- SAMBUTAN PanduanDokumen3 halamanSAMBUTAN PanduanfarrassBelum ada peringkat
- Format BintangDokumen1 halamanFormat BintangfarrassBelum ada peringkat
- Mgg-4 Tugas 1-Perancangan MesinDokumen1 halamanMgg-4 Tugas 1-Perancangan MesinfarrassBelum ada peringkat
- Presentasi Minggu 10 Rumus Empirik Untuk Aliran Dalam Pipa Dan TabungDokumen28 halamanPresentasi Minggu 10 Rumus Empirik Untuk Aliran Dalam Pipa Dan TabungfarrassBelum ada peringkat
- Buku Biologi Sel PDFDokumen137 halamanBuku Biologi Sel PDFErsyaBelum ada peringkat
- Latihan Gambar Mesin TGL 25 Mei 2021Dokumen3 halamanLatihan Gambar Mesin TGL 25 Mei 2021farrassBelum ada peringkat
- KartudaftarDokumen3 halamanKartudaftarfarrassBelum ada peringkat
- Tugas Gambar Mesin TGL 22 Juni 2021Dokumen1 halamanTugas Gambar Mesin TGL 22 Juni 2021farrassBelum ada peringkat
- Bahan Ajar Mekflu I PDFDokumen88 halamanBahan Ajar Mekflu I PDFDekarBelum ada peringkat
- Mekanikafluida1pertemuan11 181130144651Dokumen87 halamanMekanikafluida1pertemuan11 181130144651Muhammad Reysha S KasimBelum ada peringkat
- Slide CIV 106 CIV 106 12 Aliran Melalui Pipa PDFDokumen28 halamanSlide CIV 106 CIV 106 12 Aliran Melalui Pipa PDFGusti Fahmi RiyadiBelum ada peringkat
- Diagram MoodyDokumen1 halamanDiagram MoodyfarrassBelum ada peringkat
- Mekanikafluida1pertemuan11 181130144651Dokumen87 halamanMekanikafluida1pertemuan11 181130144651Muhammad Reysha S KasimBelum ada peringkat
- Kementerian Pendidikan Dan Kebudayaan: Direktorat Jenderal Pendidikan TinggiDokumen2 halamanKementerian Pendidikan Dan Kebudayaan: Direktorat Jenderal Pendidikan TinggiIda rusmita2Belum ada peringkat
- Makalah PKN - Kel 2 (PSPB20C)Dokumen18 halamanMakalah PKN - Kel 2 (PSPB20C)farrassBelum ada peringkat
- Mekanikafluida1pertemuan11 181130144651Dokumen87 halamanMekanikafluida1pertemuan11 181130144651Muhammad Reysha S KasimBelum ada peringkat
- Laporan PraktikumDokumen8 halamanLaporan PraktikumfarrassBelum ada peringkat
- Tip Soal Gaya Dan Tegangan Pada Elemen MesinDokumen1 halamanTip Soal Gaya Dan Tegangan Pada Elemen MesinfarrassBelum ada peringkat
- Tugas Konstruksi Geometri 2Dokumen2 halamanTugas Konstruksi Geometri 2farrassBelum ada peringkat
- Tes Gambar Teknik 3-11-2020Dokumen1 halamanTes Gambar Teknik 3-11-2020farrassBelum ada peringkat
- BAB IV Bag 1Dokumen7 halamanBAB IV Bag 1farrassBelum ada peringkat
- Buku MateriDokumen8 halamanBuku MaterifarrassBelum ada peringkat
- PresentasiDokumen2 halamanPresentasifarrassBelum ada peringkat
- 35 66 2 PBDokumen8 halaman35 66 2 PByaniBelum ada peringkat
- Tugas Visualisasi.27 Okt 2020Dokumen1 halamanTugas Visualisasi.27 Okt 2020farrassBelum ada peringkat