Anda mungkin juga menyukai
- Axial Turbine Stages Design 1D 2D 3D Simulation Experiment OptimizationDokumen10 halamanAxial Turbine Stages Design 1D 2D 3D Simulation Experiment OptimizationAditya SawantBelum ada peringkat
- Partial Admission Steam TurbineDokumen6 halamanPartial Admission Steam TurbinePratik Joshi100% (1)
- Formation of X-120 M Line Pipe Through J-C-O-E Technique: Jai Dev Chandel, Nand Lal SinghDokumen11 halamanFormation of X-120 M Line Pipe Through J-C-O-E Technique: Jai Dev Chandel, Nand Lal SinghBrian WebbBelum ada peringkat
- Materials Science and Technology of Optical FabricationDari EverandMaterials Science and Technology of Optical FabricationBelum ada peringkat
- TUBESHEETDokumen5 halamanTUBESHEETMehta MehulBelum ada peringkat
- Manual of Engineering Drawing: British and International StandardsDari EverandManual of Engineering Drawing: British and International StandardsPenilaian: 3.5 dari 5 bintang3.5/5 (4)
- A Guide to Injection Moulding TechniqueDari EverandA Guide to Injection Moulding TechniquePenilaian: 5 dari 5 bintang5/5 (1)
- An Investigation of Bell Mouthing in Precision Hole Machining With Self-Piloting ToolsDokumen11 halamanAn Investigation of Bell Mouthing in Precision Hole Machining With Self-Piloting ToolsTrần Quang DũngBelum ada peringkat
- Riview On Cold Drawing Process PDFDokumen7 halamanRiview On Cold Drawing Process PDFAmandeep Singh GujralBelum ada peringkat
- Vplyv Parametrov Tvárnenia Pri Hydromechanickom Procese Hlbokého Ťahania PlôchDokumen4 halamanVplyv Parametrov Tvárnenia Pri Hydromechanickom Procese Hlbokého Ťahania PlôchZimekBelum ada peringkat
- Dsi and Anly ProjectDokumen17 halamanDsi and Anly ProjectGurpreet singhBelum ada peringkat
- YAN01 Tube BendingDokumen7 halamanYAN01 Tube BendingAlejandroBelum ada peringkat
- Sheet Metal Puching Metal FormingDokumen27 halamanSheet Metal Puching Metal FormingTarundeep SinghBelum ada peringkat
- Estudo Deforamção EstamposDokumen6 halamanEstudo Deforamção Estamposronaldo.custodio71Belum ada peringkat
- Desain Pressure VesselDokumen5 halamanDesain Pressure Vessel085641306022Belum ada peringkat
- Design CrimperDokumen4 halamanDesign CrimperRomulus Situ MorankBelum ada peringkat
- Springbacks Metal On RollformingDokumen10 halamanSpringbacks Metal On RollformingagungBelum ada peringkat
- Gassara2009 Article OptimizationOfSpringbackInL-beDokumen7 halamanGassara2009 Article OptimizationOfSpringbackInL-beAhmed MabroukBelum ada peringkat
- Design of Hot Forging Process of Parts With Complex Geometry in Digital EnvironmentDokumen4 halamanDesign of Hot Forging Process of Parts With Complex Geometry in Digital Environmentsandeep5Belum ada peringkat
- 2D Nozzle Design Technique in Matlab and Extention Research Using FDMDokumen7 halaman2D Nozzle Design Technique in Matlab and Extention Research Using FDMVidushee GeetamBelum ada peringkat
- Estimation Hidraulic Parameters For Hydraulic Bulge Forming of Tubular ComponentsDokumen15 halamanEstimation Hidraulic Parameters For Hydraulic Bulge Forming of Tubular ComponentsClaudia TrujilloBelum ada peringkat
- Finite-Element Analysis and Design in The Combined Precision Forming of Bending and Coining With Experimental MeasurementDokumen8 halamanFinite-Element Analysis and Design in The Combined Precision Forming of Bending and Coining With Experimental MeasurementElaine JohnsonBelum ada peringkat
- Flexible Tube Die-Less FormingDokumen53 halamanFlexible Tube Die-Less Formingduyhh12082906Belum ada peringkat
- Hollow Shaft Making ProcessDokumen7 halamanHollow Shaft Making ProcessfujinyuanBelum ada peringkat
- Irjaes V2n1p51y17Dokumen4 halamanIrjaes V2n1p51y17Dhiraj NayakBelum ada peringkat
- Design Optimization of An Axial Flow Compressor For Industrial Gas TurbineDokumen8 halamanDesign Optimization of An Axial Flow Compressor For Industrial Gas TurbinealiBelum ada peringkat
- Design Process of Energy Effective Shredding Machines For Biomass TreatmentDokumen5 halamanDesign Process of Energy Effective Shredding Machines For Biomass TreatmentAhmed ShawkiBelum ada peringkat
- International Journal of Engineering Research and Development (IJERD)Dokumen7 halamanInternational Journal of Engineering Research and Development (IJERD)IJERDBelum ada peringkat
- Optimization For Extrusion Process of Aluminum Controller HousingDokumen6 halamanOptimization For Extrusion Process of Aluminum Controller Housingdimaskentuk13Belum ada peringkat
- Cold Drawing Process - A Review: January 2013Dokumen8 halamanCold Drawing Process - A Review: January 2013mohdfirdausBelum ada peringkat
- Theoretical and Experimental Investigation of Kwu'S Most Recent HP//P Steam Turbine BladeDokumen9 halamanTheoretical and Experimental Investigation of Kwu'S Most Recent HP//P Steam Turbine BladedrcBelum ada peringkat
- Droplet Ejection Performance of A Monolithic Thermal Inkjet Print HeadDokumen9 halamanDroplet Ejection Performance of A Monolithic Thermal Inkjet Print HeadTiffany RusBelum ada peringkat
- Research Paper On Surface GrindingDokumen4 halamanResearch Paper On Surface Grindingqyptsxvkg100% (1)
- MD2 59Dokumen6 halamanMD2 59cpro29187Belum ada peringkat
- Calculation of The Thurst Force For Pipeline Installation Using DPIDokumen11 halamanCalculation of The Thurst Force For Pipeline Installation Using DPIa.nicolasojeda20Belum ada peringkat
- Perancangan Injection Blowing Tools Dengan Line Slider Untuk Mesin Blow Molding Dengan Kapasitas Volume 300 MLDokumen13 halamanPerancangan Injection Blowing Tools Dengan Line Slider Untuk Mesin Blow Molding Dengan Kapasitas Volume 300 MLmuhamad imdadBelum ada peringkat
- Effect of Operating Parameters On Plate Bending by Laser Line HeatingDokumen8 halamanEffect of Operating Parameters On Plate Bending by Laser Line HeatingBiplab DasBelum ada peringkat
- Process Design For Closed-Die Forging of Bevel Gear by Finite Element AnalysesDokumen7 halamanProcess Design For Closed-Die Forging of Bevel Gear by Finite Element AnalysesskullatBelum ada peringkat
- Axial Flow Compressor PDFDokumen7 halamanAxial Flow Compressor PDFkamal arabBelum ada peringkat
- Parameter Optimization of Tube Hydroforming: Edina Karabegović Miran BrezočnikDokumen7 halamanParameter Optimization of Tube Hydroforming: Edina Karabegović Miran BrezočniknerminBelum ada peringkat
- Finite Element Modeling of High Speed Machining Processes: Arno Behrens, Bert WesthoffDokumen6 halamanFinite Element Modeling of High Speed Machining Processes: Arno Behrens, Bert WesthoffGatyo GatevBelum ada peringkat
- Fatigue Damage and New Design of Gantry Crane Equalizer BeamDokumen4 halamanFatigue Damage and New Design of Gantry Crane Equalizer BeamHans TBBelum ada peringkat
- An Experimental Investigation On Surface Quality and Dimensional Accuracy of FDM Components PDFDokumen7 halamanAn Experimental Investigation On Surface Quality and Dimensional Accuracy of FDM Components PDFnewkid2202Belum ada peringkat
- Effect of Nozzle Geometry On LBBDokumen14 halamanEffect of Nozzle Geometry On LBBlucaskreutz88Belum ada peringkat
- Tool Design and Process Flow: Integrierte Produktion Hannover DFGDokumen6 halamanTool Design and Process Flow: Integrierte Produktion Hannover DFGAzfarFaizBelum ada peringkat
- Design and Analysis of 12 Ton Hydraulic Pressing MachineDokumen9 halamanDesign and Analysis of 12 Ton Hydraulic Pressing Machinevinod kumarBelum ada peringkat
- A Study On Two Plate and Three Plate Mol PDFDokumen7 halamanA Study On Two Plate and Three Plate Mol PDFKamleshVasavaBelum ada peringkat
- REV-Patrick's Poster Kick Off ASEAN - Bangkok 2013Dokumen1 halamanREV-Patrick's Poster Kick Off ASEAN - Bangkok 2013Patrick Marcell FandyBelum ada peringkat
- Redrawing of Sheet Metals - ElsevierDokumen8 halamanRedrawing of Sheet Metals - ElsevierhappyfurladyBelum ada peringkat
- Simulation of Blow Molding Using Ansys PolyflowDokumen6 halamanSimulation of Blow Molding Using Ansys PolyflowAnonymous PufNjgBelum ada peringkat
- Throttling Characteristics of Multi-Hole Orifice in Multi Stage AssemblyDokumen13 halamanThrottling Characteristics of Multi-Hole Orifice in Multi Stage AssemblyGuglielmoBelum ada peringkat
- Finite Element Simulation of Chip Flow in Metal MachiningDokumen15 halamanFinite Element Simulation of Chip Flow in Metal MachiningArul KirubakaranBelum ada peringkat
- TTTTTRRRRRDokumen17 halamanTTTTTRRRRRgrigore gulerBelum ada peringkat
- Thrust Force For Pipeline 1Dokumen4 halamanThrust Force For Pipeline 1Raakze MoviBelum ada peringkat
- 1 Jour IJAMT2007 KM PDFDokumen13 halaman1 Jour IJAMT2007 KM PDFrudi setiawanBelum ada peringkat
- Effect of Friction Stir Welding Parameters On The Residual Stress Distribution of Al2024-T6 AlloyDokumen11 halamanEffect of Friction Stir Welding Parameters On The Residual Stress Distribution of Al2024-T6 AlloyGabriel AguirreBelum ada peringkat
- Design For Manufacturing With Tool Paths Adapted To Marine Propeller Spipdoc - File - 9268Dokumen5 halamanDesign For Manufacturing With Tool Paths Adapted To Marine Propeller Spipdoc - File - 9268장영훈Belum ada peringkat
- Analysis and Die Design of Flat-Die Hot Extrusion Process 2. Numerical Desi PDFDokumen12 halamanAnalysis and Die Design of Flat-Die Hot Extrusion Process 2. Numerical Desi PDFDarpan PatelBelum ada peringkat
- Design and Finite Element Analysis of Micro Punch CNC Machine Modeling For Medical DevicesDokumen8 halamanDesign and Finite Element Analysis of Micro Punch CNC Machine Modeling For Medical DevicesniteshBelum ada peringkat
- Bab 1 - Ria Sulistiyani...Dokumen22 halamanBab 1 - Ria Sulistiyani...SAMUEL PANDAPOTAN MARBUNBelum ada peringkat
- Pt. Aduatri Basta Motorindo: KwitansiDokumen1 halamanPt. Aduatri Basta Motorindo: KwitansiSAMUEL PANDAPOTAN MARBUNBelum ada peringkat
- Irma Puspitasari - 121910101033 - 1Dokumen110 halamanIrma Puspitasari - 121910101033 - 1SAMUEL PANDAPOTAN MARBUNBelum ada peringkat
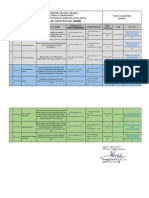
- Jadwal Ujian Tugas Akhir: Politeknik Negeri JakartaDokumen2 halamanJadwal Ujian Tugas Akhir: Politeknik Negeri JakartaSAMUEL PANDAPOTAN MARBUNBelum ada peringkat
- UTS Praktek Komputer BisnisDokumen2 halamanUTS Praktek Komputer BisnisSAMUEL PANDAPOTAN MARBUNBelum ada peringkat
- Minggu 8 MRP (Lanjutan)Dokumen47 halamanMinggu 8 MRP (Lanjutan)SAMUEL PANDAPOTAN MARBUNBelum ada peringkat
- Minggu13 Penjadwalan Produksi Flow Shop Dan Job ShopDokumen34 halamanMinggu13 Penjadwalan Produksi Flow Shop Dan Job ShopSAMUEL PANDAPOTAN MARBUNBelum ada peringkat
- Jawaban Uas Nata Astria (191010502109) Reguler C321Dokumen2 halamanJawaban Uas Nata Astria (191010502109) Reguler C321SAMUEL PANDAPOTAN MARBUNBelum ada peringkat
- Muhammad Ridho Arrobi - 19Dokumen4 halamanMuhammad Ridho Arrobi - 19SAMUEL PANDAPOTAN MARBUNBelum ada peringkat
- Mold and Dies Design: Modul Praktikum 1 Dies 1: Basic Spoon Dies SumberDokumen17 halamanMold and Dies Design: Modul Praktikum 1 Dies 1: Basic Spoon Dies SumberSAMUEL PANDAPOTAN MARBUNBelum ada peringkat