Anda mungkin juga menyukai
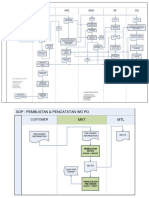
- Sop Penanganan Pre OrderDokumen11 halamanSop Penanganan Pre Ordernandjar nugrahaBelum ada peringkat
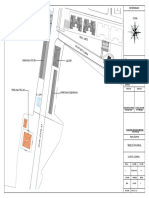
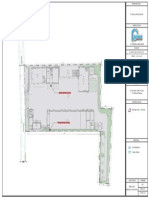
- MHKM-A0.1-102 Site PlanDokumen1 halamanMHKM-A0.1-102 Site PlanRizky CbBelum ada peringkat
- Format LPLPODokumen3 halamanFormat LPLPOseptiyanty RahayuBelum ada peringkat
- Denah Ruangan Pusk Datuk BandarDokumen6 halamanDenah Ruangan Pusk Datuk BandarCHADIJAH SIREGARBelum ada peringkat
- 2.1.3. Denah LampuDokumen2 halaman2.1.3. Denah LampuDanik FachrudinBelum ada peringkat
- Denah Puskemas LalolaeDokumen1 halamanDenah Puskemas LalolaePuskesmas LalolaeBelum ada peringkat
- Rpoposal LayoutDokumen1 halamanRpoposal LayoutMohamadLutfiBelum ada peringkat
- Plan Ramp Exit Toll Pedu PDFDokumen1 halamanPlan Ramp Exit Toll Pedu PDFRizal AyodyaBelum ada peringkat
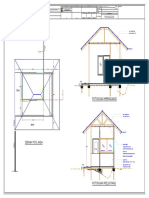
- Gambar Kerja Pergantian AtapDokumen1 halamanGambar Kerja Pergantian AtapDENNYBelum ada peringkat
- Liflet ProfilDokumen2 halamanLiflet ProfilBerti LatabertBelum ada peringkat
- L 17)Dokumen1 halamanL 17)Andri YunusBelum ada peringkat
- Site Office Layout PDFDokumen1 halamanSite Office Layout PDFSigit NaBelum ada peringkat
- YANKB23Dokumen17 halamanYANKB23Brilia Nila sariBelum ada peringkat
- Gedung Mortuaryatau JenazahDokumen1 halamanGedung Mortuaryatau JenazahSiwi YudoBelum ada peringkat
- Gambar MasjidDokumen12 halamanGambar MasjidMuhammad HasbiBelum ada peringkat
- Denah Upt Puskesmas BengkunDokumen1 halamanDenah Upt Puskesmas BengkunmiaBelum ada peringkat
- Cim 5Dokumen1 halamanCim 5SansanBelum ada peringkat
- Check List Instalasi Ducting Post Tension: Nama Proyek: Kontraktor: Lokasi: TanggalDokumen1 halamanCheck List Instalasi Ducting Post Tension: Nama Proyek: Kontraktor: Lokasi: Tanggaldarendar subiyaktoBelum ada peringkat
- Pembangunan KM GBB LanrangDokumen2 halamanPembangunan KM GBB Lanrangrian hidayatBelum ada peringkat
- Pos Jaga lbr1Dokumen1 halamanPos Jaga lbr1Muhammad Abi RafdiBelum ada peringkat
- Pembangunan Pos Jaga Kansilog SoppengDokumen2 halamanPembangunan Pos Jaga Kansilog Soppengrian hidayatBelum ada peringkat
- PKK Mama MiniDokumen2 halamanPKK Mama MiniDaffa Putra ZBelum ada peringkat
- Struktur Organisasi PKS AKO (KRM)Dokumen1 halamanStruktur Organisasi PKS AKO (KRM)Ling TianBelum ada peringkat
- Dasar Farmasi IndustriDokumen18 halamanDasar Farmasi Industriahmad WahyudyBelum ada peringkat
- KUDADokumen1 halamanKUDAAbshar SkidrowBelum ada peringkat
- Tangga: Gebalan RumputDokumen1 halamanTangga: Gebalan RumputYosep ProjectBelum ada peringkat
- RR AgustusDokumen1 halamanRR AgustusDyah SriBelum ada peringkat
- 16.skematik Pompa Dan GWT Fire FightingDokumen1 halaman16.skematik Pompa Dan GWT Fire FightingMuhammad ArifBelum ada peringkat
- Lplpo Bondol 2022Dokumen123 halamanLplpo Bondol 2022masbudiBelum ada peringkat
- Ibpr PromotifDokumen2 halamanIbpr Promotifyudia pratamaBelum ada peringkat
- Struktur Organisasi Pusat Kesehatan Masyarakat Kecamatan PalmerahDokumen1 halamanStruktur Organisasi Pusat Kesehatan Masyarakat Kecamatan PalmerahLansia PKC PalmerahBelum ada peringkat
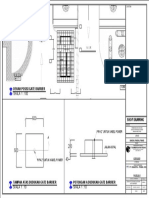
- Dudukan Gate BarrierDokumen1 halamanDudukan Gate BarrierAndika LubisBelum ada peringkat
- Rumah Kopel 1Dokumen1 halamanRumah Kopel 1Muhammad Hamdani100% (1)
- 2.1.3. Alur PasienDokumen1 halaman2.1.3. Alur PasienDanik FachrudinBelum ada peringkat
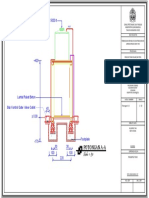
- Potongan A-A: Watertorn 5000 LTDokumen1 halamanPotongan A-A: Watertorn 5000 LTAdnan MadjidBelum ada peringkat
- CCTV BasementDokumen1 halamanCCTV BasementsammirmutawalliBelum ada peringkat
- Perbandingan SimrsDokumen5 halamanPerbandingan Simrsmysha azkadinaBelum ada peringkat
- Dasar Farmasi IndustriDokumen19 halamanDasar Farmasi IndustriRizki ArdiansyahBelum ada peringkat
- Denah PKM Rantau Kopar Terbaru ContohDokumen4 halamanDenah PKM Rantau Kopar Terbaru ContohPonco PradiptaBelum ada peringkat
- Denah Ruangan PuskesmasDokumen1 halamanDenah Ruangan PuskesmasBlud PkmKerumutanBelum ada peringkat
- Gambar IiakDokumen1 halamanGambar IiakSupriyadi YusufBelum ada peringkat
- 1Dokumen1 halaman1Sabila Nur RohmahBelum ada peringkat
- Design SPBUDokumen1 halamanDesign SPBUWANS100% (5)
- Denah L4: Herman Florianus Hermans ST - MT Ir. Ricardus Daton STDokumen1 halamanDenah L4: Herman Florianus Hermans ST - MT Ir. Ricardus Daton STKocet LewukBelum ada peringkat
- Laporan 2Dokumen10 halamanLaporan 2kabsekadau dadBelum ada peringkat
- Pos Jaga lbr2Dokumen1 halamanPos Jaga lbr2Muhammad Abi RafdiBelum ada peringkat
- Mind MapDokumen2 halamanMind Mapanggi rizaBelum ada peringkat
- LPG Pendem FX PDFDokumen39 halamanLPG Pendem FX PDFbrian ekiBelum ada peringkat
- Cheklist Kabonena 2020Dokumen6 halamanCheklist Kabonena 2020Dina SBelum ada peringkat
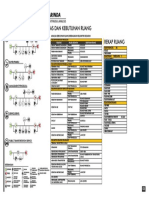
- Analisa Pelaku, Pola Aktivitas Dan Kebutuhan RuangDokumen1 halamanAnalisa Pelaku, Pola Aktivitas Dan Kebutuhan RuangGanandi CaessarraBelum ada peringkat
- Register KB Dan Laporan Bulanan Balita September Jerang Dayak 2023Dokumen2 halamanRegister KB Dan Laporan Bulanan Balita September Jerang Dayak 2023Della AfrianiBelum ada peringkat
- 017 Titik SeptictankDokumen1 halaman017 Titik Septictanksilmi saelyBelum ada peringkat
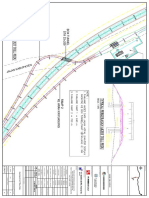
- Okkp-D - d-501 Renc - Saluran & Perkerasan SiteDokumen2 halamanOkkp-D - d-501 Renc - Saluran & Perkerasan SiteDimetrik Disain IndonesiaBelum ada peringkat
- Cim 6Dokumen1 halamanCim 6SansanBelum ada peringkat
- Tampak Atas Gerbang Dan Pagar: Di Bone Kab. BoneDokumen1 halamanTampak Atas Gerbang Dan Pagar: Di Bone Kab. BoneAfdhal DemiralBelum ada peringkat
- Drawing (FIX) - Model3Dokumen1 halamanDrawing (FIX) - Model3irban1 ikabtulungagungBelum ada peringkat
- Gedung SPN 1-Rencana RB & KPDokumen1 halamanGedung SPN 1-Rencana RB & KPmaharani syafi'iBelum ada peringkat
- Jembatan GubugDokumen10 halamanJembatan GubugZaini Tri EfendiBelum ada peringkat