Anda mungkin juga menyukai
- R I PPKBD - 20Dokumen2 halamanR I PPKBD - 20Wawan Rahmawan75% (4)
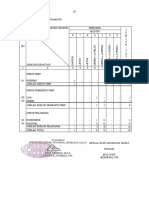
- Skill Matriks 2020Dokumen2 halamanSkill Matriks 2020Ilham Akbari100% (1)
- GAMBAR KERJA InteriorDokumen6 halamanGAMBAR KERJA InteriorPanzy ElihandianaBelum ada peringkat
- Proposed Design Pertamina Shafthi PDFDokumen36 halamanProposed Design Pertamina Shafthi PDFUtama KesatuBelum ada peringkat
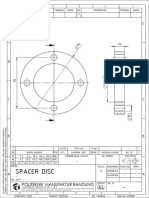
- SPACER DISC - Sheet1Dokumen1 halamanSPACER DISC - Sheet1P - 021Belum ada peringkat
- Lamp B-3 GradingDokumen1 halamanLamp B-3 GradingAjendivif3 KostradBelum ada peringkat
- Schedule Kuliah Prodi D4Dokumen2 halamanSchedule Kuliah Prodi D4RandyBelum ada peringkat
- Grading Orgas Unit Intel DimDokumen1 halamanGrading Orgas Unit Intel DimPram EuyBelum ada peringkat
- Denah Perubahan: Judul GambarDokumen1 halamanDenah Perubahan: Judul GambarDimitri Calitri StudioBelum ada peringkat
- JENISPRODUKGAMBARDokumen1 halamanJENISPRODUKGAMBARELA SAPIRABelum ada peringkat
- Gambar Kerja DPDokumen5 halamanGambar Kerja DPPanzy ElihandianaBelum ada peringkat
- Gambar KerjaDokumen2 halamanGambar KerjaPanzy ElihandianaBelum ada peringkat
- Rekap Nilai Ikm 2022Dokumen10 halamanRekap Nilai Ikm 2022hjhghBelum ada peringkat
- GradingDokumen1 halamanGradingSILAHDATA TOPDAM IVBelum ada peringkat
- MEP POMPA KalirejoDokumen16 halamanMEP POMPA KalirejoAryoSegonDockBelum ada peringkat
- CAD-REVISI PROJECT 1 - Denah Atap Opsi 1Dokumen1 halamanCAD-REVISI PROJECT 1 - Denah Atap Opsi 1Rendi PratamaBelum ada peringkat
- Gambar Kerja DPDokumen5 halamanGambar Kerja DPPanzy ElihandianaBelum ada peringkat
- Penangkal Petir CombineDokumen2 halamanPenangkal Petir CombineFirman AntardianBelum ada peringkat
- Plan Jembatan Box Culvert-Sd-Per-Sf-03Dokumen1 halamanPlan Jembatan Box Culvert-Sd-Per-Sf-03QHSETIGARAKSA QHSEBelum ada peringkat
- Denah Lantai: Judul GambarDokumen1 halamanDenah Lantai: Judul GambarDimitri Calitri StudioBelum ada peringkat
- Ti Hose Steering (11.21)Dokumen2 halamanTi Hose Steering (11.21)Mr NopiBelum ada peringkat
- Form PS CustomerDokumen346 halamanForm PS Customeryudhis234Belum ada peringkat
- CombinepdfDokumen50 halamanCombinepdfBc CastBelum ada peringkat
- Jadual Markah Anugerah Cemerlang FINALDokumen25 halamanJadual Markah Anugerah Cemerlang FINALAhmadBelum ada peringkat
- MamahDokumen2 halamanMamahDea BetriksiaBelum ada peringkat
- DDFSDFDSDokumen1 halamanDDFSDFDSZahfal ZuhdiBelum ada peringkat
- PPR CLQ Open Dining AreaDokumen1 halamanPPR CLQ Open Dining AreaYuzairry AmmryBelum ada peringkat
- Form Lembur Baru PT Sera Food Indonesia All Departement Revisi 2016Dokumen9 halamanForm Lembur Baru PT Sera Food Indonesia All Departement Revisi 2016PayBelum ada peringkat
- Book FEBDokumen16 halamanBook FEBLuluk KusniatiBelum ada peringkat
- 43 Lay Out PemantauanDokumen1 halaman43 Lay Out Pemantauansilmi saelyBelum ada peringkat
- Laporan Harian MTC Rig Idb 06Dokumen4 halamanLaporan Harian MTC Rig Idb 06Putri ayu NingtiasBelum ada peringkat
- NIP. 1978 0331 200003 1 001 NIP. 1978 0331 200003 1 001: Disetujui DisetujuiDokumen23 halamanNIP. 1978 0331 200003 1 001 NIP. 1978 0331 200003 1 001: Disetujui Disetujuitemanngopi channelBelum ada peringkat
- Tampak PotonganDokumen6 halamanTampak PotonganUlil Amri ScreamoloversBelum ada peringkat
- Laporan Tahunan 2020Dokumen118 halamanLaporan Tahunan 2020Fakhrul AkhiarBelum ada peringkat
- Dafnil 17-18Dokumen34 halamanDafnil 17-18pkm tukdanaBelum ada peringkat
- VinylDokumen1 halamanVinylgilangramadhansahri05Belum ada peringkat
- Daftar Penerimaan Upah Kerja Tukang (Baru)Dokumen59 halamanDaftar Penerimaan Upah Kerja Tukang (Baru)deny putraBelum ada peringkat
- Par1 PA3: Detail Ruang ArsipDokumen1 halamanPar1 PA3: Detail Ruang ArsipDimitri Calitri StudioBelum ada peringkat
- Tabel Metode K3Dokumen26 halamanTabel Metode K3sudarmanto trisno suwito100% (1)
- Jendela Rumah (Daun) Rev 01Dokumen1 halamanJendela Rumah (Daun) Rev 01Tyas WulandariBelum ada peringkat
- LapPerkmb Posyandu 2021-1Dokumen1 halamanLapPerkmb Posyandu 2021-1Wa Ode NurlailaBelum ada peringkat
- Area CamDokumen1 halamanArea CamNurmansyahBelum ada peringkat
- Promes Tik KLS XDokumen3 halamanPromes Tik KLS XNur Laila WahyuniBelum ada peringkat
- Diagram Alir FraksinasiDokumen1 halamanDiagram Alir Fraksinasiafri riandraBelum ada peringkat
- Borang Oppm KOKO StemDokumen1 halamanBorang Oppm KOKO Stemragani ramadasBelum ada peringkat
- R1 YankbDokumen3 halamanR1 Yankbliah marlinaBelum ada peringkat
- CPNSDokumen1 halamanCPNSSafithri FadilahBelum ada peringkat
- Tip Sogi Rev-8 20 KVDokumen7 halamanTip Sogi Rev-8 20 KVLa Ode RahmadBelum ada peringkat
- TAD3 Rarsitektur 1705081019Dokumen17 halamanTAD3 Rarsitektur 1705081019Yusup Al KhusenBelum ada peringkat
- Gambar StrukturalDokumen17 halamanGambar StrukturalNUNING SRI RAHAYUBelum ada peringkat
- Gi Rantau Nov 2023Dokumen18 halamanGi Rantau Nov 2023Nur Adi FirawanBelum ada peringkat
- Nilai Rapor Pai X PNDokumen1 halamanNilai Rapor Pai X PNBudi Anry Harahap 2010241852Belum ada peringkat
- Site & LayoutDokumen15 halamanSite & LayoutdamekalbuhadiBelum ada peringkat
- Neraca DayaDokumen1 halamanNeraca Dayagalih graitosaBelum ada peringkat
- Jendela Rumah Rev 01Dokumen1 halamanJendela Rumah Rev 01Tyas WulandariBelum ada peringkat
- Sertifikat PW - H00-406-002-521 - MHRDD1890KJ910901Dokumen1 halamanSertifikat PW - H00-406-002-521 - MHRDD1890KJ910901dhinor3boBelum ada peringkat
- VINYL IgdDokumen2 halamanVINYL Igdgilangramadhansahri05Belum ada peringkat
- Laporan Harian MTC Rig Idb 08Dokumen2 halamanLaporan Harian MTC Rig Idb 08Putri ayu NingtiasBelum ada peringkat
- Imada Daftar Nilai Genap Maretp 2022Dokumen23 halamanImada Daftar Nilai Genap Maretp 2022Imada MusthavinaBelum ada peringkat
- Proses PPIC - SCM SupriyantoDokumen9 halamanProses PPIC - SCM SupriyantosupriBelum ada peringkat
- Bab Xii Presentasi BisnisDokumen14 halamanBab Xii Presentasi BisnissupriBelum ada peringkat
- Proses PPIC - SCM Skill SupriyantoDokumen7 halamanProses PPIC - SCM Skill SupriyantosupriBelum ada peringkat
- Sintering Finishing Materi TrainingDokumen19 halamanSintering Finishing Materi Trainingsupri50% (2)
- QC EducationDokumen61 halamanQC EducationsupriBelum ada peringkat
- Quick Improvement Steps (Kaizen Operators) - Atc-Bembi 00Dokumen7 halamanQuick Improvement Steps (Kaizen Operators) - Atc-Bembi 00supriBelum ada peringkat
- NiaDokumen8 halamanNiasupriBelum ada peringkat