Isi Makalah
Diunggah oleh
SupriatnaAgusHak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Isi Makalah
Diunggah oleh
SupriatnaAgusHak Cipta:
Format Tersedia
Metalurgi Fisik
BAB I
PENDAHULUAN
1.1 Latar Belakang
Baja merupakan salah satu bahan yang sangat banyak dipakai di seluruh
dunia untuk keperluan kehidupan manusia, khususnya di dunia industri. Ketepatan
pemilihan jenis baja sangatlah penting ketika baja tersebut akan diproses atau
dibuat menjadi sebuah produk.
Makalah ini dibuat sebagai bahan pengetahuan dasar mengenai baja
karbon, baja paduan, besi tuang dan pelakuan panas yang diberikan. Sehingga kita
mengetahui karakteristik dari setiap jenis logam yang meliputi jenis, kelebihan,
kekurangan dan bagaimana cara menjadikan karakteristik logam yang sesuai
kebutuhan.
1.2 Tujuan Penulisan
1. Sebagai salah satu tugas mata kuliah Metalurgi Fisik.
2. Mengembangkan kemampuan dalam penyusunan sebuah makalah.
3. Mengetahui teori dasar tentang material logam khususnya baja karbon,
baja paduan, besi tuang dan perlakuan panas.
1.3 Manfaat Penulisan
Memberikan informasi kepada pembaca mengenai teori dasar material
logam khususnya baja karbon, baja paduan, besi tuang dan perlakuan panas.
STT YBSI Tasikmalaya 1
Metalurgi Fisik
BAB II
BAJA KARBON
2.1 Penjelasan
Baja karbon merupakan salah satu jenis baja paduan yang terdiri atas
unsur besi (Fe) dan karbon (C). Besi merupakan unsur dasar dan karbon sebagai
unsur paduan utamanya. Ditemukan pula penambahan kandungan unsur kimia
lain seperti sulfur (S), fosfor (P), silikon (Si), mangan (Mn) dan unsur kimia
lainnya sesuai dengan sifat baja yang diinginkan. Untuk memahami pengaruh
komposisi kimia dan proses perlakuan panas terhadap sifat akhir baja, maka kita
perlu mengenal beberapa faktor berikut:
1. Struktur mikro.
2. Ukuran butiran.
3. Kandungan nonlogam.
4. Endapan dipermukaan antar butiran.
5. Keberadaan gas – gas yang terserap atau terlarut.
Baja karbon memiliki kandungan unsur karbon dalam besi sebesar 0,2%
hingga 2,14%, dimana kandungan karbon tersebut berfungsi sebagai unsur
pengeras dalam struktur baja. Kadar karbon dalam baja yang terlalu tinggi, akan
berpengaruh pada hal-hal berikut:
1. Kuat leleh dan kuat tarik baja akan naik.
2. Keliatan/elongasi baja berkurang.
3. Semakin sukar dilas.
STT YBSI Tasikmalaya 2
Metalurgi Fisik
Fasa-fasa yang terbentuk pada baja karbon :
1. Ferit (alpha) : sel satuanBody Centered Cubic (BCC) dan mempunyai sifat
magnetis, agak ulet, agak kuat, dll.
2. Austenit : sel satuan berupa Face Centered Cubic (FCC) dan mempunyai
sifat non magnetis, ulet, dll.
3. Sementid (besi karbida) : sel satuan berupa orthorombik dan mempunyai
sifat keras dan getas.
4. Perlit : campuran fasa ferit dan sementid sehingga mempunyai sifat kuat.
5. Delta : sel satuan yang berupa Body Centered Cubic (BCC).
2.2 Klasifikasi Baja Karbon
1. Baja Karbon Rendah (Low Carbon Steel)
Merupakan baja dengan kandungan unsur karbon kurang dari
0,3%C. Memiliki ketangguhan dan keuletan tinggi, tetapi memiliki sifat
kekerasan dan ketahanan aus yang rendah. Digunakan sebagai bahan baku
pembuatan jembatan, bodi mobil, dan sebagainya.
2. Baja Karbon Sedang (Medium Carbon Steel)
Merupakan baja karbon dengan persentase kandungan karbon
sebesar 0,3% C – 0,59% C. Memiliki sifat mekanis yang lebih kuat dengan
tingkat kekerasan tinggi dari pada baja karbon rendah. Besarnya
kandungan karbon memungkinkan baja untuk dapat dikeraskan dengan
memberikan perlakuan panas (heat treatment) yang sesuai. Biasanya
digunakan untuk pembuatan poros, rel kereta api, roda gigi, baut, pegas,
dan komponen mesin lainnya.
STT YBSI Tasikmalaya 3
Metalurgi Fisik
3. Baja Karbon Tinggi (High Carbon Steel)
Merupakan baja karbon dengan persentase kandungan karbon
sebesar 0,6% C – 1,4% C. Memiliki sifat tahan panas, kekerasan serta
kekuatan tarik yang sangat tinggi akan tetapi memiliki keuletan yang lebih
rendah sehingga baja karbon ini menjadi lebih getas dan sulit diberi
perlakuan panas untuk meningkatkan sifat kekerasannya. Dikarenakan
memiliki jumlah martensit yang cukup tinggi sehingga tidak akan
memberikan hasil yang optimal pada saat dilakukan proses pengerasan
permukaan. Banyak digunakan dalam pembuatan alat-alat perkakas seperti
palu, gergaji, pembuatan kikir, pisau cukur, dan sebagainya.
2.3 Sifat Baja Karbon
2.3.1 Sifat Fisik
Sifat fisik adalah segala aspek dari suatu objek atau zat yang
dapat diukur ataudipersepsikan tanpa mengubah identitasnya. Berikut adalah
sifat fisik pada baja karbon :
1. Titik didih : 1550OC.
2. Titik lebur : 2900OC.
2.3.2 Sifat Mekanis
Sifat mekanis adalah kemampuan bahan memberikan perlawanan
apabila diberikan beban pada bahan tersebut. Berikut adalah sifat mekanis pada
baja karbon :
1. Regangan (e) : besar deformasi perpanjang awal (tanpa satuan).
2. Tegangan (s) : gaya per satuan luas dalam satuan Mpa.
STT YBSI Tasikmalaya 4
Metalurgi Fisik
3. Elongation : pertambahan panjang pada pengujian tarik (%).
4. Kekuatan tarik (tensile strength) : besar tegangan (gaya) yang
diperlukan unutk mematahkan atau memutuskan benda uji.
5. Kekuatan leleh (yield strength) : besar tegangan yang diperlukan untuk
mencapai regangan plastis 0.2%.
6. Keliatan (ductility) : besar regangan maksimal yang dapat terjadi pada
saat benda uji patah atau putus dalam satuan persen (%).
7. Kekerasan (hardness) : ketahanan bahan terhadap penetrasi
dipermukaannya, yang dinyatakan dalam Bilangan kekerasan Brinell
(BHN), Vickers (DPH) dan atau kekerasan Rockwell (R). BKB
dihitung berdasarkan luas daerah lekukan yang ditimbulkan, sedangkan
R dihitung berdasarkan dalamnya lekukan.
8. Keuletan (toughness) : daya tahan bahan terhadap lenturan dan puntiran
berulang – ulang yang diukur dari besarnya energi yang diperlukan
untuk mematahkan suatu benda uji yang dinyatakan dalam satuan joule.
Penilaian keuletan dilakukan dengan tes Charpy atau Izod.
2.4 Proses Pembuatan Baja Karbon
1. Proses Konvertor
Tabung yang berbentuk bulat lonjong dan menghadap kesamping.
Sistem kerja:
a. Dipanaskan dengan kokas sampai ± 1500 0C.
b. Dimiringkan untuk memasukkan bahan baku baja. (± 1/8 volume
konvertor).
STT YBSI Tasikmalaya 5
Metalurgi Fisik
c. Kembali ditegakkan.
d. Udara dengan tekanan 1,5 – 2 atm dihembuskan dari kompresor.
e. Setelah 20-25 menit, dijungkirkan untuk mengelaurkan hasilnya.
Proses konvertor terdiri dari:
a. Proses Bassemer (asam)
Lapisan bagian dalam terbuat dari batu tahan api yang
mengandung kwarsa asam atau aksid asam (SiO2). Bahan yang diolah
besi kasar kelabu cair. CaO tidak ditambahkan sebab dapat bereaksi
dengan SiO2.
b. Proses Thomas (basa)
Lapisan dinding bagian dalam terbuat dari batu tahan api bisa
atau dolomit (kalsium karbonat dan magnesium (CaCO3 + MgCO3)),
besi yang diolah besi kasar putih yang mengandung P antara 1,7 – 2
%, Mn 1 – 2 % dan Si 0,6-0,8 %. Setelah unsur Mn dan Si terbakar, P
membentuk oksida phospor (P2O5), untuk mengeluarkan besi cair
ditambahkan zat kapur (CaO).
2. Proses Siemens Martin
Menggunakan sistem regenerator (± 3000 0C.).
Fungsi regenerator:
a. Memanaskan gas dan udara atau menambah temperatur dapur.
b. Sebagai fundamen/ landasan dapur.
c. Menghemat pemakaian tempat.
d. Bisa digunakan baik besi kelabu maupun putih.
e. Besi kelabu dinding dalamnya dilapisi batu silika (SiO2).
STT YBSI Tasikmalaya 6
Metalurgi Fisik
f. Besi putih dilapisi dengan batu dolomit (40 % MgCO3 + 60 %
CaCO3).
3. Proses Basic Oxygen Furnace (BOF)
a. Logam cair dimasukkan ke ruang baker (dimiringkan lalu ditegakkan).
b. Oksigen (± 1000) ditiupkan lewat Oxygen Lance ke ruang bakar
dengan kecepatan tinggi. (55 m3 (99,5 %O2) tiap satu ton muatan)
dengan tekanan 1400 kN/m2.
c. Ditambahkan bubuk kapur (CaO) untuk menurunkan kadar P dan S.
Keuntungan dari BOF adalah:
a. BOF menggunakan O2 murni tanpa Nitrogen.
b. Proses hanya lebih-kurang 50 menit.
c. Tidak perlu tuyer di bagian bawah.
d. Phosphor dan Sulfur dapat terusir dulu daripada karbon.
e. Biaya operasi murah.
4. Proses Dapur Listrik
Temperatur tinggi dengan menggunakan busur cahaya electrode dan
induksi listrik.
Keuntungan :
a. Mudah mencapai temperatur tinggi dalam waktu singkat.
b. Temperatur dapat diatur.
c. Efisiensi termis dapur tinggi.
d. Cairan besi terlindungi dari kotoran dan pengaruh lingkungan sehingga
kualitasnya baik.
e. Kerugian akibat penguapan sangat kecil.
STT YBSI Tasikmalaya 7
Metalurgi Fisik
5. Proses Dapur Kopel
Mengolah besi kasar kelabu dan besi bekas menjadi baja/besi tuang.
Proses :
a. Pemanasan pendahuluan agar bebas dari uap cair.
b. Bahan bakar (arang kayu dan kokas) dinyalakan selama ± 15 jam.
c. Kokas dan udara dihembuskan dengan kecepatan rendah hingga kokas
mencapai 700 – 800 mm dari dasar tungku.
d. Besi kasar dan baja bekas kira-kira 10 – 15 % ton/jam dimasukkan.
e. 15 menit baja cair dikeluarkan dari lubang pengeluaran.
6. Proses Dapur Cawan
a. Proses kerja dapur cawan dimulai dengan memasukkan baja bekas dan
besi kasar dalam cawan.
b. Kemudian dapur ditutup rapat.
c. Kemudian dimasukkan gas-gas panas yang memanaskan sekeliling
cawan dan muatan dalam cawan akan mencair.
d. Baja cair tersebut siap dituang untuk dijadikan baja-baja istimewa
dengan menambahkan unsur-unsur paduan yang diperlukan.
STT YBSI Tasikmalaya 8
Metalurgi Fisik
BAB III
BAJA PADUAN
3.1 Penjelasan
Baja paduan merupakan baja dengan campuran satu atau lebih elemen
seperti carbon, manganese, silicon, nickel, chromium, molybdenum, vanadium,
cobalt, dll. Fungsi utama dari elemen paduan yaitu untuk meningkatkan atau
“menyempurnakan” sifat-sifat mekanis dari baja. Sebagai contoh nickel dapat
memberi kekuatan pada baja dan dapat membantu baja dalam proses pengerasan
melalui quenching serta tempering, chromium dapat mencegah karat. Chromium
serta molybdenum dapat membantu baja dalam meningkatkan kemampuan
pengerasan. Vanadium juga dapat meningkatkan kekuatan baja.
3.2 Klasifikasi Baja Paduan
3.2.1 Berdasarkan strukturnya;
1. Baja pearlit: Unsur-unsur pemadu relatif kecil 5%. Baja ini mampu
mesin dan sifat mekaniknya meningkat oleh proses perlakuan panas.
2. Baja martensit: Unsur pemadunya lebih dari 5%, sifatnya lebih keras
dan sukar dimesin.
3. Baja austenit: Terdiri dari 10 – 30% unsur pemadu tertentu ( Ni, Mn
dan Co).
4. Baja ferrit: Terdiri dari sejumlah unsur pemadu (Co, W, Si), tetapi
karbonnya rendah sehingga tidak dapat dikeraskan.
STT YBSI Tasikmalaya 9
Metalurgi Fisik
3.2.2 Berdasarkan penggunaan dan sifatnya;
1. Baja konstruksi;
a. Baja paduan rendah (maksimal 2%)
b. Baja paduan menengah (2 – 5%)
c. Baja paduan tinggi (>5%)
2. Baja perkakas: Dipakai untuk alat-alat potong.
3. Baja dengan sifat fisik khusus;
a. Baja tahan karat (0,1 – 0,45% Co dan 21% Cr)
b. Baja tahan panas (12 – 14% Cr); tahan hingga suhu 750 °- 800°C.
c. Baja tahan pakai pada suhu tinggi (23 – 27% Cr, 18 – 21% Ni, 2 –
3% Mo, 0,4 – 0,5% C).
4. HSLA (High Strength Low Alloy Steel): memiliki tensile strength yang
tinggi, anti bocor, tahan terhadap abrasi, mudah dibentuk, tahan korosi,
mampu mesin yang baik, mampu las yang tinggi (weldability).
3.3 Unsur Paduan dan Pengaruhnya
1. Silisium (Si)
Terkandung dalam jumlah kecil di dalam semua bahan besi dan
ditambahkan dalam jumlah yang lebih besar pada beberapa jenis khusus.
Sifat:
a. Meningkatkan kekuatan, kekerasan, kemampuan mengeras secara
keseluruhan, kekenyalan, ketahanan aus, ketahanan terhadap panas
dan karat, ketahanan terhadap kekerasan.
b. Menurunkan regangan, kemampuan tempa dan las
STT YBSI Tasikmalaya 10
Metalurgi Fisik
2. Mangan (Mn)
Merupakan unsur yang hampir sama dengan Si yaitu terkandung di
dalam semua bahan besi dan ditambahkan dalam jumlah besar pada jenis
khusus, sebagai contoh yaiu baja keras mangan dengan 13% Mn.
Sifat:
a. Meningkatkan kekuatan, kekerasan, ketahanna aus, penguatan pada
pembentukan dingin.
b. Menurunkan kemampuan serpih
3. Krom (Cr)
Sangat penting untuk baja konstruksi dan perkakas serta baja tahan
karat dan asam.
Sifat:
a. Meningkatkan kekerasan, kekuatan, batas rentang, ketahanan aus,
kerak, karat dan asam, kemudahan pemolesan.
b. Menurunkan regangan dalam tingkat rendah.
4. Nikel (Ni)
Menjadikan baja mampu las dan solder, mampu dibentuk dalam
kondisi dingin maupun panas dan dapat dipoles.
Sifat:
a. Meningkatkan keuletan, kekuatan, pengerasan menyeluruh, ketahanan
karat, tahanan listrik (kawat pemanas).
b. Menurunkan kecepatan pendinginan, regangan panas.
5. Molibdenum (Mo)
Dipadukan dengan baja dalam ikatan dengan Cr, Ni dan V.
STT YBSI Tasikmalaya 11
Metalurgi Fisik
Sifat:
a. Meningkatkan kekuatan tarik, batas rentang, batas rentang panas,
ketahanan panas, suhu pijar pada perlakuan panas.
b. Menurunkan regangan, kerapuhan pelunakan.
6. Vanadium (V)
Mempunyai dampak yang hampir sama dengan Molibdenum (Mo).
Sifat:
a. Meningkatkan kekuatan,batas rentang, keuletan, kekuatan panas, suhu
pijar pada perlakuan panas.
b. Menurunkan kepekaan terhadap sengatan panas yang melewati batas
pada perlakuan panas.
7. Wolfram (W)
Unsur terpenting dalam paduan baja olah cepat dan logam keras,
dikarenakan titik leburnya yang tinggi maka dapat digunakan untuk kawat
pijar dan logam keras.
Sifat:
a. Meningkatkan kekerasan, kekuatan, batas rentang, kekuatan panas,
ketahanan terhadap normalisasi dan daya sayat.
b. Menurunkan sedikit regangan.
8. Kobalt (Co)
Sebagai tambahan terhadap baja olah cepat dan baja terkeras.
Meningkatkan kekerasan, ketahanan aus, ketahanan karat dan panas, daya
hantar listrik, kejenuhan magnetis.
STT YBSI Tasikmalaya 12
Metalurgi Fisik
9. Titanium (Ti)
Merupakan unsur yang memiliki kekuatan yang sama seperti baja
dan mempertahankan sifatnya hingga 400oC, maka seringkali menjadi
paduan kawat las. Sifat Karbid Titanium memiliki kekerasan yang tinggi
dan titik lebur yang tinggi karena merupakan unsur logam keras.
10. Tantalum (Ta)
Unsur tahan karat dan menjadikan baja krom anti karat menjadi
mampu las. Memiliki titik lebur 3150oC, merupakan unsur dari logam
keras, berat jenisnya 16,6 daN/mm3.
3.4 Sifat Teknis
3.4.1 Sifat Mekanis Baja Paduan
1. Kekuatan
Kekuatan merupakan kemampuan suatu bahan untuk menahan
perubahan bentuk di bawah tekanan. Penambahan logam (Ni, Cr,
Molibdenum) dengan komposisi sesuai akan menambah kekuatan baja,
sebab Ni dan Cr yang ditambahkan akan masuk ke susunan atom dan
menggantikan berapa atom C. Penambahan tersebut dapat meningkatkan
kekuatan sampai lima kali lipat.
2. Elasisitas
Elastisitas adalah kemampuan suatu bahan unuk kembali ke bentuk
semula setelah pembebanan ditiadakan atau dilepas. Modulus elastisitas
merupakan indikator dari sifat elastis. Adanya penambahan logam pada
baja akan meningkatkan kemampuan elastisitasnya dengan nilai modulus
STT YBSI Tasikmalaya 13
Metalurgi Fisik
elastisitas yang lebih besar dari sebelumnya. Berikut beberapa logam dan
nilai modulus elastisitasnya jika ditambahkan pada baja.
3. Batas mulur (Plastisitas)
Plastisitas adalah kemampuan suatu bahan untukberubah bentuk
secara permanen setelah diberi beban. Logam yang ditambahkan berupa
nikel, vanadium, titanium, tungsten, chrome dsb akan meningkatkan nilai
batas mulur. Hal tersebut disebabkan dengan penambahan logam yang
memiliki batas mulur tinggi akan menghasilkan baja paduan yang batas
mulurnya tinggi pula.
4. Kekuatan Tarik
Kekuatan tarik adalah kemampuan suatu material untuk menahan
tarikan dua gaya yang saling berlawanan arah dan segaris. Logam Ni dan
Cr merupakan bahan yang biasa ditambahankan untuk meningkatkan
kemampuan menahan tariakan, selain sebagai penambah kekutan tekan.
5. Keuletan
Keuletan adalah kemampuan suatu material untuk diregang atau
ditekuk secara permanent tanpa mengakibatkan pecah atau patah. Baja
dengan kandungan karbon rendah memiliki keuletan yang tinggi, sehingga
dengan paduan logam lain kadar karbonnya akan turun. Selain itu,
kandungan fosfor pada baja paduan yang rendah akan meningkatkan
keuletannya.
6. Tahan aus
Merupakan paduan logam yang digunakan untuk meningkatkan
kemampuan tahan aus diantaranya nikel, chrom, dan vanadium.
STT YBSI Tasikmalaya 14
Metalurgi Fisik
Efek utama elemen paduan utama baja.
Elemen Persentase Fungsi Utama
Alumunium 0.95–1 Paduan unsur dalam nitriding baja
Bismut - Meningkatkan mesin
Boron 0.001–0.003 Powerfull agen kemampukerasan
0.5–2 Naik kemampukerasan
Kromium
4–18 Tahan Korosi
Tembaga 0.1–0.4 Tahan Korosi
Molybdenum 0.2–5 Stabil karbida; menghambat pertumbuhan butir
2–5 Toughener
Nikel
12–20 Tahan terhadap Korosi
0.2–0.7 Meningkatkan kekuatan
2 Spring Baja
Silicon
Persentase Memperbaiki sifat-sifat magnetik
Tinggi
Belerang 0.08–0.15 Mesin bebas properti
Perbaikan karbon dalam partikel inert;
Titanium -
mengurangi kekerasan di krom martensit baja
Tungsten - Kekerasan pada temperatur tinggi
Stabil karbida; meningkatkan kekuatan
Vanadium 0.15 sementara tetap mempertahankan keuletan;
mempromosikan struktur butir halus
STT YBSI Tasikmalaya 15
Metalurgi Fisik
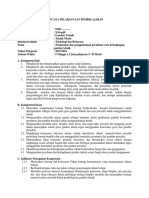
Gambar Kurva Tegangan dan Regangan (baja paduan AISI 4.140)
3.4.2 Sifat Pengaruh Lingkungan
Korosi merupakan proses elektrokimia yang terjadi pada logam dan
tidak dapat dihindari karena merupakan suatu proses alamiah. Berbagai faktor
yang dapat menyebabkan terjadinya korosi, yaitu: sifat logam, yang meliputi
perbedaan potensial, ketidakmurnian, unsur paduan, perlakuan panas yang
dialami, dan tegangan, serta faktor lingkungan yang meliputi udara, temperatur,
mikroorganisme. Baja paduan akan memiliki ketahanan terhadap korosi jika
dicampur dengan Tembaga yang berkisar 0,5-1,5% tembaga pada 99,95-99,85
% Fe, dengan Chromium, atau dicampur dengan Nikel. Baja Paduan tahan
terhadap perubahan suhu, ini berarti sifat fisisnya tidak banyak berubah.
1. Penambahan Molibdenum akan memperbaiki baja menjadi tahan
terhadap suhu tinggi, liat dan kuat.
2. Penambahan Wolfram dan penambahan Kobalt membuat baja paduan
tahan terhadap suhu tinggi.
STT YBSI Tasikmalaya 16
Metalurgi Fisik
BAB IV
BESI TUANG
4.1 Penjelasan
Besi tuang adalah paduan besi-karbon dengan kandungan karbon lebih
dari 2%. Paduan besi dengan kandungan karbon kurang dari 2% disebut sebagai
baja. Unsur paduan utama yang membentuk karakter besi tuang adalah karbon (C)
antara 3-3,5% dan silikon (Si) antara 1,8-2,4%. Perbedaan kadar C dan Si
menyebabkan titik lebur besi tuang lebih rendah dari baja, yakni sekitar 1.150
sampai 1.200° C. Unsur paduan yang terkandung di dalamnya mempengaruhi
warna patahannya; besi tuang putih mengandung unsur karbida sedangkan besi
tuang kelabu mengandung serpihan grafit.
Besi tuang cenderung rapuh, kecuali besi tuang mampu tempa (malleable
cast iron). Dengan titik leleh relatif rendah, fluiditas yang baik, mampu tempa,
mampu mesin yang sangat baik, ketahanan terhadap deformasi dan ketahanan aus,
besi tuang telah menjadi bahan rekayasa dengan berbagai aplikasi dan juga
digunakan dalam pipa, mesin dan suku cadang industri otomotif, seperti kepala
silinder, blok silinder dan gearbox.
4.2 Klasifikasi Besi Tuang
Besi tuang biasanya diklasifikasikan menurut struktur metalografinya.
Dalam hal ini karbon dalam besi tuang sangat menentukan. Karbon dalam besi
tuang dapat berupa instentisial yaitu sementit karbida besi atau berupa grafit
karbon bebas.
STT YBSI Tasikmalaya 17
Metalurgi Fisik
Berikut klasifikasi besi tuang:
1. Besi Tuang Kelabu
Untuk memperoleh besi tuang kelabu kita harus berpangkal pada besi
kasar kelabu. Besi kasar kelabu memiliki kadar silikon yang tinggi (kurang
lebih 5,5 sampai 50%) dan kadar mangan yang rendah. Karena itu
pembentukan karbon bebas jadi meningkat. Jadi besi tuang kelabu setelah
didinginkan mengandung grafit. Grafit tersebut terdapat dalam besi-tuang
berupa pelat-pelat tipis. Besi tuang kelabu memperoleh namanya dari bidang
patahan yang berwarna kelabu, yang disebabkan oleh grafit hitam.
2. Besi Tuang Putih
Untuk memperoleh besi tuang putih, kita harus berpangkal pada besi
kasar putih. Besi kasar putih itu memiliki kadar silikon yang rendah (kurang
lebih 0,5%) dan kadar mangan yang tinggi. Dengan demikian pembentukan
sementit digiatkan. Karena kadar silikon yang sangat rendah hanya terbentuk
sementit. Jadi untuk besi tuang putih hanya diagram menstabil yang penting.
Dengan demikian besi tuang putih setelah didinginkan tediri dari perlit
dan sementit. Besi tuang putih dengan kadar karbon 2.5% sampai 3.6%
mengandung banyak sementit. Dengan adanya kadar yang besar dari sementit
yang sangat keras, akan tetapi rapuh itu, besi tuang putih memperoleh
kekerasan sangat besar, akan tetapi kekuatan tarik yang sangat rendah dan
regangan yang sangat kecil.
3. Besi Tuang mampu tempa
Untuk memperoleh besi tuang yang dapat di tempa, kita harus
berpangkal pada besi tuang putih. Bahan ini dipanaskan sampai kurang lebih
STT YBSI Tasikmalaya 18
Metalurgi Fisik
900 °C dan dibiarkan beberapa hari pada suhu tersebut. Besi tuang jenis ini
dibuat dari besi tuang putih dengan melakukan heat treatment kembali yang
tujuannya menguraikan seluruh gumpalan grafit akan terurai menjadi matriks
ferrit, pearlit, martensit. Besi tuang ini juga mempunyai sifat yang mirip
dengan baja
4. Besi Tuang Nodular
Untuk memperoleh besi tuang noduler, kita harus berpangkal pada besi
kasar kelabu. Besi kasar kelabu memiliki kadar silikon yang tinggi (kurang
lebih 5,5 sampai 1,5%), dan kadar mangan rendah. Karena itu pada
pendinginan perlahan-lahan pembentukan karbon bebas akan meningkat.
Karena selama fabrikasi dimasukkan magnesium ke dalam bahan, maka
karbon bebas itu terjadi berupa bola. Bola-bola itu dinamakan nodul. Nodul
grafit memberikan pengurangan penampang yang lebih kurang dan tidak
menyebabkan pengerjaan takik.
Besi tuang noduler, setelah pendinginan dan setelah pengerjaan
pemijaran terutama dari ferit, perlit, dan grafit. Karena adanya ferit atau perlit
dan karena bentuk nodul grafit yang sangat menguntungkan, maka besi tuang
noduler memiliki kekuatan tarik yang tinggi dan regangan yang besar.
4.3 Pengaruh Unsur Lain terhadap Besi Tuang
1. Silikon
Silikon merupakan unsur yang sangat penting dalam pembuatan besi
tuang, ia menaikkan fluidity dari cairan besi sehiongga mudah dituang ke
dalm cetakan yang tipis dan rumit. Silikon adalh unsur yang mendorong
STT YBSI Tasikmalaya 19
Metalurgi Fisik
pembentukan grafit pada besi tuang, selama pembakuan dengan adanya
silikon karbon kan membeku sebagai grafit yang berbentuk flake. Bentuk ini
hanya bisa dirubah mencairkan kembali.
2. Sulfur
Sulfur berlawanan dengan silikon, sulfur akan mendorong
terbentuknya karbida, dalam jumlah yang cukup bsar sulfur akan
menyebabkan besi tuang menjadi besi tuang putih yang sangat keras dan
getas.
3. Mangan
Mangan mendorong pembentukan karbida, tapi tak sekuat sulfur. Bila
jumlah mangan yang diguanakan untuk pembentukan MnS, maka mangan
tersebut mengurangi pengaruh sulfur dalam pembentukan karbida.
4. Phosphor
Phosphor menaikkan fluidity dan memperluas daerah pembakuan
eutektik, juga untuk mendorong pembentukan grafit, bila kadar silikon cukup
tinggi dab kadar phosphor rendah, phosphor diperlukan bila harus menuang
benda tuang dengan dinding tipis.
STT YBSI Tasikmalaya 20
Metalurgi Fisik
BAB V
PERLAKUAN PANAS
5.1 Penjelasan
Perlakuan panas adalah suatu metoda yang digunakan untuk mengubah
sifat fisik atau struktur mikro suatu logam melalui proses pemanasan dan
pengaturan kecepatan pendinginan dengan atau tanpa mengubah komposisi kimia
material tersebut.
5.2 Tujuan Perlakuan Panas
Tujuan proses perlakuan panas adalah untuk meningkatkan kemampuan
peralatan terhadap korosi, abrasi serta kekerasan. Jenis dan tujuan perlakuan panas
terhadap logam tersebut seringkali dipadukan antara satu proses dengan proses
lain untuk mendapatkan campuran sifat yang diperlukan.
5.3 Urutan Proses Perlakuan Panas
1. Benda kerja dipanaskan pada temperatur tertentu kemudian ditahan
temperaturnya pada waktu tertentu (holding time) dan akhirnya diturunkan
temperaturnya dengan laju pendinginan tertentu pula.
2. Proses pemanasan dilakukan di dalam oven listrik dimana temperaturnya
dapat dikendalikan, baik saat laju pemanasan, holding time atau laju
pendinginannya.
3. Proses pendinginan dapat dilakukan dengan bantuan media pendingin: air
garam, air, oli atau udara (udara terbuka atau udara tertutup didalam oven).
STT YBSI Tasikmalaya 21
Metalurgi Fisik
Grafik Teknis Perlakuan Panas
5.4 Jenis Perlakuan Panas
1. Perlakuan panas awal (Pre Heating)
Pemanasan yang dilakukan sebelum benda kerja tersebut dikerjakan
lebih lanjut, misalnya sebelum dilakukan pengelasan. Temperatur pemanasan
awal adalah antara 30°C – 400°C. Hal ini perlu dilakukan, karena pada waktu
pengelasan akan terjadi panas pada daerah pengelasan. Panas yang tinggi akan
terpusat pada daerah pencairan. Dengan bertambah jauh jaraknya busur akan
berkurang panas yang terjadi. Pemanasan dan pendinginan yang tidak merata
(perubahan termperatur) akan menyebabkan berbagai pengaruh pada daerah
pengelasan misalnya keliatan, tegangan dan sifat logam lainnya.
Dengan memanaskan logam sebelum pengelasan akan mengurangi
perbedaan temperatur pada daerah pengelasan, sehingga mencegah terjadinya
perubahan pada logam yang dilas.
STT YBSI Tasikmalaya 22
Metalurgi Fisik
Tinggi temperatur pemanasan awal tergantung pada :
a. Komposisi kandungan unsur dan baja.
b. Ketebalan benda kerja.
c. Sumber panas yang terjadi pada saat pengelasan
Dengan semakin tebalnya bahan, maka semakin besar pula pengaruh
pendinginan dan dengan semakin tebalnya bahan maka semakin lama
pemanasan awal yang dipenlukan.
2. Menghilangkan tegangan sisa (Stress Relief)
Temperatur pemanasan berkisar 590°C - 670°C, tergantung pada jenis
perlakuan panas. Pada dasarnya tingginya temperatur untuk menghilangkan
tegangan sisa adalah dibawah temperatur kritis 723°C, karena struktur baja
tidak akan berubah dibawah temperatur 723°C.
Apabila tegangan sisa dihilangkan maka tegangan yang tertahan oleh
bagian yang dingin sewaktu pengelasan akan hilang pula. Menghilangkan
tegangan sisa ini dilakukan pada berbagal jenis pekerjaan termasuk juga pada
bejana bertekanan dan ketel.
Langkah kerja menghilangkan tegangan sisa:
a. Panaskan benda kerja secara bertahap (perlahan).
b. Biarkan pemanasan benda kerja ini sesuai dengan temperatur yang
tepat dan waktu tertentu.
c. Dinginkan benda kerja secara perlahan.
Untuk menghilangkan tegangan sisa ini dilakukan dalam dapur
pemanas atau peralatan khusus untuk perlakuan panas.
STT YBSI Tasikmalaya 23
Metalurgi Fisik
3. Penormalan (Normalizing)
Temperatur berkisar 820°C – 980°C. Seluruh baja terdiri dan butiran-
butiran halus yang bentuknya tergantung pada proses pendinginan dan
pengerjaan bahan tersebut. Bentuk dan ukuran butiran mempenganuhi sifat
bahan logam, maka proses perlakuan panaslah yang mengontrolnya.
Langkah kerja penormalan:
a. Panaskan baja kira-kira 60°C diatas temperatur kritis.
b. Biarkan beberapa saat supaya pemanasan merata.
c. Didinginkan dalam ruangan.
4. Pelunakan (Annealing)
Temperatur berkisar antara 820°C – 925°C.
Pelunakan logam bertujuan:
a. Melunakan bahan untuk bisa dibengkokkan atau dibentuk dalam
keadaan dingin.
b. Supaya bahan dapat dengan mudah dikerjakan dengan mesin.
Pelunakan hampir sama dengan penormalan tapi proses pendinginan
lebih lambat. Dengan pendinginan yang lambat akan menghasilkan
ukuran butiran lebih besar dan lebih lunak dibandingkan dengan
bahan yang telah dinormalkan.
Langkah kerja pelunakan:
a. Panaskan bahan sampai diatas temperatur kriitis.
b. Biarkan beberapa saat supaya pemanasan merata.
c. Dinginkan dalam dapur secara perlahan.
STT YBSI Tasikmalaya 24
Metalurgi Fisik
5. Pengerasan (Hardening)
Hardening pada baja adalah proses perlakuan panas yang bertujuan
untuk meningkatkan tingkat kekerasan (fase martensit). Khususnya baja
dengan kadar karbon 0,2 – 1,7 % C atau baja karbon menengah hingga baja
karbon tinggi.
Karakteristik fase martensit:
a. Tingkat kekerasan yang sangat tinggi.
b. Rapuh / getas.
c. Tidak dapat di machining (machineability buruk).
d. Struktur sel satuan BCT (body centered tetragonal).
Peranan kadar karbon pada proses hardening sangat dominan sekali
karena mempengaruhi tingkat kekerasan. Fase martensit akan terbentuk karena
atom-atom karbon tidak mempunyai waktu yang cukup untuk melakukan
difusi dengan atom-atom Fe. Hal ini terjadi karena laju pendinginannya
melebihi laju pendinginan kritis (> 100 derajat Celcius/detik). Sehingga atom
karbon “terjebak dalam sekat” akibatnya kekerasannya bertambah karena
muncul tegangan dalam jaringan atomnya. Struktur martensit mempunyai pola
yang khas, yaitu berbentuk “ jarum memanjang “ yang dipengaruhi oleh sel
satuan BCT.
Proses perlakuan panasnya yaitu; baja dipanaskan sampai temperature
austenisasi secara bertahap, tahan temperaturnya beberapa saat ( sekitar 10
menit) kemudian didinginkan dengan cepat (quenching) menggunakan media
pendingin berupa air garam, air atau oli.
STT YBSI Tasikmalaya 25
Metalurgi Fisik
Macam-macam hardening:
a. Full hardening (hardening penuh): Proses pengerasan (pembentukan
martensit) terjadi pada seluruh bagian atau lapisan baja
b. Surface hardening (hardening permukaan): Proses pengerasan
(pembentukan martensit) hanya terjadi pada lapisan luar baja, dengan
maksud agar bagian luar keras namun tetap ulet pada bagian dalam.
Jenis-jenis surface hardening :
Dengan media padat : carburising (disemprot dengan serbuk
karbon), pack carburising (dimasukkan kedalam kotak tertutup
bersama dengan padatan karbon/arang).
Dengan media cair : Cyaniding (cairan Natriumcyanid = NaCN).
Dengan media gas karbon.
Kombinasi gas dan nitrogen cair (Carbonitriding).
6. Temper (Temperring)
Proses perlakuan panas lanjutan setelah proses pengerasan, bertujuan
untuk mengurangi kekerasan yang terlalu tinggi akibat pendinginan yang
cepat dan temperatur yang tinggi (karena proses penyepuhan). Temperatur
berkisar antara 220°C – 390°C (di bawah temperatur kritis.
Antara kekerasan dan keliatan adalah berbanding terbalik, di mana
semakin keras maka semakin tidak liat. Adalah hal yang penting untuk
menyeimbangkan kekerasan bahan dengan penggunaannya. Misalnya pahat
akan sangat keras setelah disepuh tapi akan mudah patah kalau kena pukulan.
STT YBSI Tasikmalaya 26
Metalurgi Fisik
Dengan proses temper akan mengurangi sedikit kekerasannya tapi
masih kuat untuk memotong besi yang lain dan juga mempunyai sifat liat
untuk menahan pukulan palu.
7. Quenching
Sistem pendinginan produk baja secara cepat dengan cara
penyemprotan air pada pencelupan serta perendaman produk yang masih
panas kedalam media air atau oli. Pada baja karbon sedang atau tinggi proses
ini akan menghasilkan fasa yang disebut martensit yang sangat kuat dan getas.
Diagram Fe3C
STT YBSI Tasikmalaya 27
Metalurgi Fisik
BAB VI
KESIMPULAN
Baja adalah logam paduan, logam besi sebagai unsur dasar dengan
beberapa elemen lainnya, termasuk karbon. Kandungan unsur karbon dalam baja
berkisar antara 0.2% hingga 2.1% berat sesuai grade-nya. Elemen berikut ini
selalu ada dalam baja: karbon, mangan, fosfor, sulfur, silikon, dan sebagian kecil
oksigen, nitrogen dan aluminium. Selain itu, ada elemen lain yang ditambahkan
untuk membedakan karakteristik antara beberapa jenis baja diantaranya: mangan,
nikel, krom, molybdenum, boron, titanium, vanadium dan niobium. Dengan
memvariasikan kandungan karbon dan unsur paduan lainnya, berbagai jenis
kualitas baja bisa didapatkan. Fungsi karbon dalam baja adalah sebagai unsur
pengeras dengan mencegah dislokasi bergeser pada kisi kristal (crystal lattice)
atom besi.
Perlakuan panas adalah suatu metode yang digunakan untuk mengubah
sifat fisik, dan kadang-kadang sifat kimia dari suatu material. Secara umum
perlakuan panas adalah memanaskan atau mendinginkan material, biasanya dalam
suhu ekstrem, untuk mencapai hasil yang diinginkan seperti pengerasan atau
pelunakan material. Yang termasuk teknik perlakuan panas adalah Perlakuan
panas awal (Pre Heating), Menghilangkan tegangan sisa (Stress Relief),
Penormalan (Normalizing), Pelunakan (Annealing), Pengerasan (Hardening),
Tempering dan Quenching.
STT YBSI Tasikmalaya 28
Anda mungkin juga menyukai
- BPR VERZA 30 Nov 2012 PDFDokumen92 halamanBPR VERZA 30 Nov 2012 PDFgon71% (7)
- BPR VERZA 30 Nov 2012 PDFDokumen92 halamanBPR VERZA 30 Nov 2012 PDFgon71% (7)
- PKWUDokumen11 halamanPKWUSupriatnaAgusBelum ada peringkat
- Bab IiDokumen13 halamanBab IiSupriatnaAgusBelum ada peringkat
- Istilah Berat pada KendaraanDokumen9 halamanIstilah Berat pada KendaraanSupriatnaAgusBelum ada peringkat
- SISTEM SUSPENSI DEPAN SEPEDA MOTORDokumen10 halamanSISTEM SUSPENSI DEPAN SEPEDA MOTORSupriatnaAgusBelum ada peringkat
- Silabus PKK 4 TahunDokumen27 halamanSilabus PKK 4 Tahunrhonaldie100% (2)
- Termodinamika Teknik 1Dokumen2 halamanTermodinamika Teknik 1Khoirul HudaBelum ada peringkat
- Bab IiDokumen1 halamanBab IiSupriatnaAgusBelum ada peringkat
- Mobil Assembly ProsesDokumen17 halamanMobil Assembly ProsesSupriatnaAgusBelum ada peringkat
- Kincir AnginDokumen15 halamanKincir AnginSupriatnaAgusBelum ada peringkat
- Timpengaja 44 1 Kinemati Dan Dinamika 1Dokumen87 halamanTimpengaja 44 1 Kinemati Dan Dinamika 1cindyBelum ada peringkat
- DIAGNOSA MOBILDokumen9 halamanDIAGNOSA MOBILSupriatnaAgusBelum ada peringkat
- Format Kisi-Kisi Soal HotsDokumen1 halamanFormat Kisi-Kisi Soal Hotsamanullah jaya wardanaBelum ada peringkat
- Tutorial Praktis MatlabDokumen174 halamanTutorial Praktis Matlabhennyazalea9434100% (2)
- Gambarteknikkelasx GambarteknikkelasxDokumen105 halamanGambarteknikkelasx Gambarteknikkelasxandrie11Belum ada peringkat
- Jobsheet RantaiDokumen2 halamanJobsheet RantaiSupriatnaAgusBelum ada peringkat
- Ebook Gratis - Arduino Untuk Pemula V1Dokumen113 halamanEbook Gratis - Arduino Untuk Pemula V1Sambas Cahyana80% (5)
- Pedoman Penulisan Tesis 2013Dokumen43 halamanPedoman Penulisan Tesis 2013Ahmad Asrori NahrunBelum ada peringkat
- Jobsheet RantaiDokumen2 halamanJobsheet RantaiSupriatnaAgusBelum ada peringkat
- 1.a. Keselamatan KerjaDokumen14 halaman1.a. Keselamatan KerjairpanBelum ada peringkat
- Job SheetDokumen1 halamanJob SheetSupriatnaAgusBelum ada peringkat
- BAB 8 Usaha KecilDokumen1 halamanBAB 8 Usaha KecilSupriatnaAgusBelum ada peringkat
- JurnalDokumen7 halamanJurnalSupriatnaAgusBelum ada peringkat
- 1464 D3 3Dokumen66 halaman1464 D3 3Ayis WinataBelum ada peringkat
- Daftar PustakaDokumen1 halamanDaftar PustakaSupriatnaAgusBelum ada peringkat
- Step 1 Electrical Air Conditioning (Bhs Indo)Dokumen65 halamanStep 1 Electrical Air Conditioning (Bhs Indo)rrhakim86% (7)
- 1464 D3 3Dokumen66 halaman1464 D3 3Ayis WinataBelum ada peringkat
- Bab IiDokumen13 halamanBab IiSupriatnaAgusBelum ada peringkat
- Kata PengantarDokumen2 halamanKata PengantarSupriatnaAgusBelum ada peringkat