0% menganggap dokumen ini bermanfaat (0 suara)
238 tayangan10 halamanStrategi Perbaikan Tanki BBM Medan
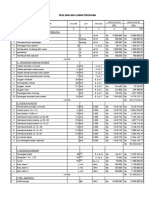
Dokumen tersebut memberikan panduan pelaksanaan proyek perbaikan tangki bahan bakar minyak nomor 3 di terminal BBM Medan. Proyek ini meliputi pekerjaan persiapan, pengadaan material, perbaikan tangki, dan pekerjaan pipa dan aksesoris. Beberapa pekerjaan kunci adalah pemasangan fasilitas ruang busa, perbaikan sistem pengukur tingkat bahan bakar, dan pengecatan ulang bagian dalam dan luar tangki.
Diunggah oleh
rizky youlandaHak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai DOCX, PDF, TXT atau baca online di Scribd
0% menganggap dokumen ini bermanfaat (0 suara)
238 tayangan10 halamanStrategi Perbaikan Tanki BBM Medan
Dokumen tersebut memberikan panduan pelaksanaan proyek perbaikan tangki bahan bakar minyak nomor 3 di terminal BBM Medan. Proyek ini meliputi pekerjaan persiapan, pengadaan material, perbaikan tangki, dan pekerjaan pipa dan aksesoris. Beberapa pekerjaan kunci adalah pemasangan fasilitas ruang busa, perbaikan sistem pengukur tingkat bahan bakar, dan pengecatan ulang bagian dalam dan luar tangki.
Diunggah oleh
rizky youlandaHak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai DOCX, PDF, TXT atau baca online di Scribd