Anda mungkin juga menyukai
- Ik & Form Inspeksi LQC Stand, Base - Mam66022001Dokumen4 halamanIk & Form Inspeksi LQC Stand, Base - Mam66022001feri herlambangBelum ada peringkat
- SK 08BC. Tindak Lanjut Komunikasi Analisis Keselamatan PekerjaanDokumen2 halamanSK 08BC. Tindak Lanjut Komunikasi Analisis Keselamatan PekerjaannofriBelum ada peringkat
- Jg-sc-002 Base Line CorrosionDokumen4 halamanJg-sc-002 Base Line Corrosionarsil5840Belum ada peringkat
- SK 02 Form Inspeksi TerencanaDokumen3 halamanSK 02 Form Inspeksi Terencanaharyoindradi83Belum ada peringkat
- JSEA Lifting Hooper Dan FeederDokumen3 halamanJSEA Lifting Hooper Dan FeederAchmadFirdausBelum ada peringkat
- Prosedur Cek MarkerDokumen2 halamanProsedur Cek MarkerIT westBelum ada peringkat
- Jsea OkDokumen7 halamanJsea OkAlfianus CristyanBelum ada peringkat
- Buku Kerja-2Dokumen26 halamanBuku Kerja-2dhenokBelum ada peringkat
- JSA MJ Purifikasi TrafoDokumen3 halamanJSA MJ Purifikasi Trafonabielah khiyaarul aBelum ada peringkat
- Metode Pelaksanaan Relay ProteksiDokumen12 halamanMetode Pelaksanaan Relay Proteksiwaheed bassamiBelum ada peringkat
- Form Laporan QHSE FTTH - Avianto SignedDokumen2 halamanForm Laporan QHSE FTTH - Avianto SignedAvianto MarindaBelum ada peringkat
- Itp Batching PlantDokumen3 halamanItp Batching PlantFauzi LubisBelum ada peringkat
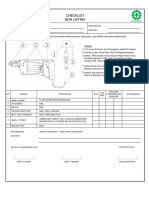
- Form Checklist Inspeksi Bor ListrikDokumen1 halamanForm Checklist Inspeksi Bor ListrikheruBelum ada peringkat
- FR - Ia.01. Ceklis Observasi Aktivitas Di Tempat Kerja Atau Tempat Kerja SimulasiDokumen3 halamanFR - Ia.01. Ceklis Observasi Aktivitas Di Tempat Kerja Atau Tempat Kerja SimulasiReffi NaldiBelum ada peringkat
- Form Checklist Inspeksi Bor ListrikDokumen1 halamanForm Checklist Inspeksi Bor ListrikBrian Handhar Beni100% (1)
- Form Checklist Inspeksi Hammer DrillDokumen1 halamanForm Checklist Inspeksi Hammer DrillSeptian SyahputraBelum ada peringkat
- Sop PengeboranDokumen10 halamanSop PengeboranBudi Susilo PurnomoBelum ada peringkat
- Djoko Prasodjo: Task Safety Analysis / Analisis Keselamatan TugasDokumen2 halamanDjoko Prasodjo: Task Safety Analysis / Analisis Keselamatan TugasReza FirdausBelum ada peringkat
- Check Sheet Las ListrikDokumen3 halamanCheck Sheet Las ListrikBangun PrasetyoBelum ada peringkat
- JSA Setting Radio RigDokumen2 halamanJSA Setting Radio RigpmspjoBelum ada peringkat
- Monitoring Harian BTHDokumen1 halamanMonitoring Harian BTHyudi hidayatBelum ada peringkat
- Audit Scorng MethodDokumen39 halamanAudit Scorng MethodKurang KerjaanBelum ada peringkat
- Jobsheet TkroDokumen4 halamanJobsheet TkrobagusBelum ada peringkat
- Jsa Panel Room - DemolishDokumen2 halamanJsa Panel Room - DemolishRio AfrigunBelum ada peringkat
- Check Sheet Cutting WhellDokumen3 halamanCheck Sheet Cutting WhellBangun PrasetyoBelum ada peringkat
- Form Checklist Inspeksi Gerinda TanganDokumen1 halamanForm Checklist Inspeksi Gerinda TanganMuhamad Subai45Belum ada peringkat
- Form Checklist Inspeksi Bor ListrikDokumen1 halamanForm Checklist Inspeksi Bor ListrikExchelBelum ada peringkat
- Form Ceklist Pekerjaan PlumbingDokumen1 halamanForm Ceklist Pekerjaan PlumbingHendra Kumar SyamBelum ada peringkat
- Check Sheet Bor ListrikDokumen3 halamanCheck Sheet Bor ListrikBangun PrasetyoBelum ada peringkat
- 01 WPS Knowledge SKKNI 098Dokumen39 halaman01 WPS Knowledge SKKNI 098Ariq WahyudiBelum ada peringkat
- Form Checklist Inspeksi Utting WheelDokumen1 halamanForm Checklist Inspeksi Utting Wheeloktavia ayu100% (2)
- Audit Internal Ke-2 P08R012 Formulir Matriks Pengendalian CAPA (ENG) Natura - OdsDokumen1 halamanAudit Internal Ke-2 P08R012 Formulir Matriks Pengendalian CAPA (ENG) Natura - OdsVendah AdminBelum ada peringkat
- FR - Ia.01 Ceklis ObservasiDokumen3 halamanFR - Ia.01 Ceklis ObservasiReffi NaldiBelum ada peringkat
- JSEA Belt FeederDokumen3 halamanJSEA Belt FeederAchmadFirdausBelum ada peringkat
- FR - Ia.01. Ceklis Observasi Aktivitas Di Tempat Kerja Atau Tempat Kerja SimulasiDokumen3 halamanFR - Ia.01. Ceklis Observasi Aktivitas Di Tempat Kerja Atau Tempat Kerja Simulasiyayus irmansyahBelum ada peringkat
- Metode Pek. StrukturDokumen43 halamanMetode Pek. Strukturumar muttaqinBelum ada peringkat
- JSA Gerinda On ProgressDokumen2 halamanJSA Gerinda On ProgresspmspjoBelum ada peringkat
- Jsa-Replace Front Leaf SpringDokumen5 halamanJsa-Replace Front Leaf Springirfan67% (3)
- Integrasi Nilai SKP 1 Dan 2Dokumen21 halamanIntegrasi Nilai SKP 1 Dan 2puskesmas sukomulyoBelum ada peringkat
- JSA Overhaul Genset RCBDokumen3 halamanJSA Overhaul Genset RCBDidien NandaBelum ada peringkat
- Time Schedule Add 1 IppiDokumen2 halamanTime Schedule Add 1 IppiRikiRidwanHabibBelum ada peringkat
- Contoh. FR - MAPA 01. Merencanakan Aktivitas Dan ProsesDokumen6 halamanContoh. FR - MAPA 01. Merencanakan Aktivitas Dan ProsesAnggi AchmadBelum ada peringkat
- Jadwal Perubahan TRDokumen1 halamanJadwal Perubahan TRRena Astuti RustamBelum ada peringkat
- JSA RAJA II .InternDokumen7 halamanJSA RAJA II .InternBisma BonzBelum ada peringkat
- Form Absensi Kehadiran (21-20) - PCDDokumen1 halamanForm Absensi Kehadiran (21-20) - PCDNur AeniBelum ada peringkat
- LKPD Sistem PengapianDokumen8 halamanLKPD Sistem PengapianErvina YulianaBelum ada peringkat
- G. ItpDokumen3 halamanG. Itpunan wololiBelum ada peringkat
- Tabel B.2Dokumen5 halamanTabel B.2CV AN NAHLBelum ada peringkat
- BQ Penawaran Dua Cahaya NewDokumen18 halamanBQ Penawaran Dua Cahaya NewKelik GunantoroBelum ada peringkat
- NC Internal Audit ISMS Survey Mapping SMT 2 2022 - SIGNEDDokumen1 halamanNC Internal Audit ISMS Survey Mapping SMT 2 2022 - SIGNEDThe PothetBelum ada peringkat
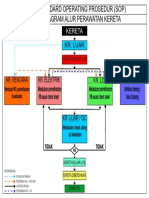
- Alur Perawatan Dipo 2017Dokumen1 halamanAlur Perawatan Dipo 2017hadi kasmuriBelum ada peringkat
- Ia 1Dokumen9 halamanIa 1wbhartawan70Belum ada peringkat
- Job Safety Analisis Pek PemancanganDokumen2 halamanJob Safety Analisis Pek Pemancanganrisaldi oppoBelum ada peringkat
- Perangkat Mesin FraisDokumen20 halamanPerangkat Mesin FraisZuingli Santo BandasoBelum ada peringkat
- Form Inspeksi Terencana: Jasa Pembangunan ConveyorDokumen3 halamanForm Inspeksi Terencana: Jasa Pembangunan Conveyoryogesvara kkeBelum ada peringkat
- 52S50 PDFDokumen1 halaman52S50 PDFQUALITY ISKWBelum ada peringkat
- 11.4 SOP Wiring PanelDokumen5 halaman11.4 SOP Wiring Panelsafety.officerBelum ada peringkat
- 5 Visual Test Kel 4 FixDokumen22 halaman5 Visual Test Kel 4 FixbustomiBelum ada peringkat
- Lembar Kerja PSSM Pola Tapak BanDokumen7 halamanLembar Kerja PSSM Pola Tapak BanDiky GustianBelum ada peringkat
- 5859 Undangan Pelantikan Jafung 13072023 055932 SignedDokumen5 halaman5859 Undangan Pelantikan Jafung 13072023 055932 SignedDiky GustianBelum ada peringkat
- GAMBAR TEKNIK X-1-69-77 Huruf & AngkaDokumen9 halamanGAMBAR TEKNIK X-1-69-77 Huruf & AngkaDiky GustianBelum ada peringkat
- Lembar Kerja Rem Hidrolik Dan MekanikDokumen2 halamanLembar Kerja Rem Hidrolik Dan MekanikDiky GustianBelum ada peringkat
- Soal PTS PSSM Semester 1Dokumen7 halamanSoal PTS PSSM Semester 1Diky GustianBelum ada peringkat
- Petunjuk Teknis LKBB Paweja Xi FixDokumen5 halamanPetunjuk Teknis LKBB Paweja Xi FixDiky GustianBelum ada peringkat
- Persentasi Mesin Konversi Energi PompaDokumen12 halamanPersentasi Mesin Konversi Energi PompaDiky GustianBelum ada peringkat