Anda mungkin juga menyukai
- Oppm Koku 2019 RBTDokumen1 halamanOppm Koku 2019 RBTused_nita1983912Belum ada peringkat
- Ahli SainsDokumen10 halamanAhli SainsHafizuddin JaafarBelum ada peringkat
- DMB 2113 - Welding Quality Control (Gouging)Dokumen12 halamanDMB 2113 - Welding Quality Control (Gouging)To Heri33% (3)
- Aturcara Majlis Penutup Bulan Kemerdekaan Peringkat SekolahDokumen1 halamanAturcara Majlis Penutup Bulan Kemerdekaan Peringkat SekolahBrendan HamptonBelum ada peringkat
- Dokumentasi KursusDokumen4 halamanDokumentasi KursusWanyusz AsaliBelum ada peringkat
- Kertas Kerja Tiang BenderaDokumen4 halamanKertas Kerja Tiang BenderaKobmunem VampireBelum ada peringkat
- Simpulan Dan IkatanDokumen2 halamanSimpulan Dan IkatanAhmad Saad Pak NgahBelum ada peringkat
- Nota Pepejal, Cecair & GasDokumen53 halamanNota Pepejal, Cecair & GasCharlene HauBelum ada peringkat
- Pertandingan Melukis Poster PenggunaDokumen7 halamanPertandingan Melukis Poster Penggunahilmi79Belum ada peringkat
- Anggaran Belanjawan PanitiaDokumen5 halamanAnggaran Belanjawan PanitiaNorismahBelum ada peringkat
- Kertas Kerja Permohonan Keceriaan KelasDokumen3 halamanKertas Kerja Permohonan Keceriaan KelasIzzurah WasliBelum ada peringkat
- Format Penulisan Jurnal Kajian TindakanDokumen3 halamanFormat Penulisan Jurnal Kajian TindakantortoigalBelum ada peringkat
- Laporan Aktiviti Sesi Perjumpaan Atau ProgramDokumen21 halamanLaporan Aktiviti Sesi Perjumpaan Atau Programkhallidra2010Belum ada peringkat
- PJK Ting 1Dokumen61 halamanPJK Ting 1Noor HussinBelum ada peringkat
- Design Vacuum FunctionDokumen11 halamanDesign Vacuum FunctionsyamilBelum ada peringkat
- Projek Meja Straw Aktiviti Minggu SainsDokumen6 halamanProjek Meja Straw Aktiviti Minggu SainsMawar AliaBelum ada peringkat
- ALAT-ALAT UNTUK Melukis Bentuk GeometriDokumen18 halamanALAT-ALAT UNTUK Melukis Bentuk GeometriP'ng Fei MunBelum ada peringkat
- Latihan 2 Bab 1Dokumen6 halamanLatihan 2 Bab 1NOR FARIDAH BINTI YAHYA -100% (1)
- Ikatan Dan SimpulanDokumen12 halamanIkatan Dan SimpulanaliffBelum ada peringkat
- Laporan PT Bola Keranjang 2019Dokumen3 halamanLaporan PT Bola Keranjang 2019Andy ChiakBelum ada peringkat
- Borang Penghakiman Pertandingan SyarahanDokumen4 halamanBorang Penghakiman Pertandingan SyarahanMarutham ManiBelum ada peringkat
- Soal Selidik Personaliti WarnaDokumen4 halamanSoal Selidik Personaliti WarnaJadeBelum ada peringkat
- Plan Strategik BadmintonDokumen8 halamanPlan Strategik BadmintonSangari SubramaniamBelum ada peringkat
- Borang PemulihanDokumen9 halamanBorang PemulihanBrian Wong Hui OngBelum ada peringkat
- Buku Aturcara MSSDDokumen44 halamanBuku Aturcara MSSDRocco TrueBelum ada peringkat
- RPH KBSR Tahun 2 (Origami)Dokumen7 halamanRPH KBSR Tahun 2 (Origami)Indra RamanBelum ada peringkat
- 2.KEW - Pa-2 (Daftar Harta Modal)Dokumen11 halaman2.KEW - Pa-2 (Daftar Harta Modal)Ryan HowardBelum ada peringkat
- Pantun MajlisDokumen5 halamanPantun MajlisfazlynaBelum ada peringkat
- Kertas Kerja Seminar KesihatanDokumen10 halamanKertas Kerja Seminar KesihatanJungLianaBelum ada peringkat
- Kulit Ujian RBT THN 5 Uasa 2023Dokumen1 halamanKulit Ujian RBT THN 5 Uasa 2023MOHD ZARIFI SHAH BIN MOHD ZILU Moe100% (1)
- Slide Cara Mencegah Pengaratan Tahun 4Dokumen9 halamanSlide Cara Mencegah Pengaratan Tahun 4helena100% (1)
- Kertas Kerja Lawatan Benchmark KK BALINGDokumen5 halamanKertas Kerja Lawatan Benchmark KK BALINGwan azimas wan mahmudBelum ada peringkat
- Cara Balutan AnduhDokumen2 halamanCara Balutan AnduhMaslen DadeeBelum ada peringkat
- Template OPPM - RBT TMKDokumen3 halamanTemplate OPPM - RBT TMKshahrole fahmieBelum ada peringkat
- Program Pendidikan Vokasional Menengah AtasDokumen18 halamanProgram Pendidikan Vokasional Menengah AtasMd HanafiahBelum ada peringkat
- Kertas Kerja Sambutan Hari Guru Dan PekerjaDokumen10 halamanKertas Kerja Sambutan Hari Guru Dan PekerjaAteef HatifaBelum ada peringkat
- BORANG PENYELIA PESERTA OlahragaDokumen12 halamanBORANG PENYELIA PESERTA OlahragaAnonymous uddc0GmBLBelum ada peringkat
- Surat Jemputan MajikanDokumen2 halamanSurat Jemputan MajikanMilly Hafizah Mohd KanafiaBelum ada peringkat
- Surat Lawatan Penanda Aras KV KuantanDokumen1 halamanSurat Lawatan Penanda Aras KV KuantanNURUL ZAFIRAH BINTI KAMARUDDIN KPM-GuruBelum ada peringkat
- Peralatan Pendidikan Jasmani 2018Dokumen2 halamanPeralatan Pendidikan Jasmani 2018Nadzirah HalidBelum ada peringkat
- Perancangan Tahunan KDM 2021Dokumen4 halamanPerancangan Tahunan KDM 2021Huda GhaniBelum ada peringkat
- Aktiviti 8.9Dokumen9 halamanAktiviti 8.9sharifahazmaBelum ada peringkat
- Teks Ucapan ModeratorDokumen4 halamanTeks Ucapan Moderatorizzah amalinaBelum ada peringkat
- Re: Panduan BerpantunDokumen8 halamanRe: Panduan BerpantunPaksu JamalBelum ada peringkat
- Anggaran Perbelanjaan Sambutan Hari Anugerah Cemerlang 2019Dokumen2 halamanAnggaran Perbelanjaan Sambutan Hari Anugerah Cemerlang 2019Navanitham RagunathanBelum ada peringkat
- Kertas Kerja Kem Pengawas 2023Dokumen16 halamanKertas Kerja Kem Pengawas 2023Danii SahaliBelum ada peringkat
- Laporan Kawad Kaki Kadet Polis WanitaDokumen2 halamanLaporan Kawad Kaki Kadet Polis WanitaWani ZiwaniBelum ada peringkat
- RPH SEMASA CUTI KUARANTIN COVID-19 (Baru)Dokumen2 halamanRPH SEMASA CUTI KUARANTIN COVID-19 (Baru)kaoshonan100% (1)
- Surat Permohonan Jurulatih Dari SMK KelibangDokumen1 halamanSurat Permohonan Jurulatih Dari SMK KelibangSe LemanBelum ada peringkat
- Borang Markah KRTDokumen43 halamanBorang Markah KRTZafri ZakariaBelum ada peringkat
- Penyelarasan Peralatan Dan Alat Tambahan GtawDokumen14 halamanPenyelarasan Peralatan Dan Alat Tambahan GtawHafizhan ZaideBelum ada peringkat
- Kertas Kerja Anugerah Peningkatan Sahsiah2017Dokumen4 halamanKertas Kerja Anugerah Peningkatan Sahsiah2017Syahrul IzwanBelum ada peringkat
- Jadual Pergerakan Sesi FotografiDokumen2 halamanJadual Pergerakan Sesi FotografiMadam SuBelum ada peringkat
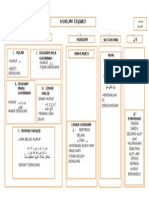
- Carta TajwidDokumen1 halamanCarta TajwidOthman Che YusoffBelum ada peringkat
- Borang Maklum Balas Penyeliaan OjtDokumen4 halamanBorang Maklum Balas Penyeliaan Ojtanon_825412272Belum ada peringkat
- Pelaporan PBD Matematik KSSM Tingkatan 2 AskDokumen30 halamanPelaporan PBD Matematik KSSM Tingkatan 2 AskWan Ros Maizan100% (2)
- PBD TRANSIT RBTDokumen8 halamanPBD TRANSIT RBTSiti SakimahBelum ada peringkat
- Modul III - PengelasanDokumen23 halamanModul III - PengelasanMuhammad Fatkhu Riza GautamaBelum ada peringkat
- Kisi Kisi Pilihan Ganda Dan EssayDokumen16 halamanKisi Kisi Pilihan Ganda Dan EssayJose PurbaBelum ada peringkat
- Bab Ii Jenis-Jenis PengelasanDokumen112 halamanBab Ii Jenis-Jenis PengelasanALFIANBelum ada peringkat
- Dokumen - Tips - Contoh Soal PengelasanDokumen3 halamanDokumen - Tips - Contoh Soal PengelasanIkhsan KholisBelum ada peringkat
- RP - Mingguan 401Dokumen2 halamanRP - Mingguan 401To HeriBelum ada peringkat
- Peta Transit Berintegrasi Lembah Klang V14 - CCL-V5 (Black)Dokumen1 halamanPeta Transit Berintegrasi Lembah Klang V14 - CCL-V5 (Black)william6703Belum ada peringkat
- Borang Tunt. Elaun Perjalanan DLM Negeri (Borang C)Dokumen8 halamanBorang Tunt. Elaun Perjalanan DLM Negeri (Borang C)Ahmad Zhafri Md NoorBelum ada peringkat
- Kertas Kerja GmawDokumen6 halamanKertas Kerja GmawTo HeriBelum ada peringkat
- PP Amali Mtk402Dokumen2 halamanPP Amali Mtk402To HeriBelum ada peringkat
- RPK Mpi 103Dokumen2 halamanRPK Mpi 103To HeriBelum ada peringkat
- Kertas Tugasan K1Dokumen4 halamanKertas Tugasan K1To HeriBelum ada peringkat
- Kertas Penerangan K1Dokumen10 halamanKertas Penerangan K1To HeriBelum ada peringkat
- Kuiz 1 K1Dokumen2 halamanKuiz 1 K1To HeriBelum ada peringkat
- Kertas Tugasan k1 SoalanDokumen4 halamanKertas Tugasan k1 SoalanTo HeriBelum ada peringkat
- Pelan PDPDokumen1 halamanPelan PDPTo HeriBelum ada peringkat
- DPSK Mpi 103Dokumen11 halamanDPSK Mpi 103To HeriBelum ada peringkat
- RPK Mpi 104Dokumen2 halamanRPK Mpi 104To HeriBelum ada peringkat
- RPK Mpi102Dokumen2 halamanRPK Mpi102To HeriBelum ada peringkat
- RPK M2 Sem 1Dokumen2 halamanRPK M2 Sem 1To HeriBelum ada peringkat
- DPSK Mpi 102Dokumen12 halamanDPSK Mpi 102To HeriBelum ada peringkat
- RPK Mpi103Dokumen2 halamanRPK Mpi103To HeriBelum ada peringkat
- DPSK Mpi 101Dokumen12 halamanDPSK Mpi 101To HeriBelum ada peringkat
- RPK Mpi 101Dokumen2 halamanRPK Mpi 101To HeriBelum ada peringkat
- Dicpsk MPI Semester 2Dokumen111 halamanDicpsk MPI Semester 2To HeriBelum ada peringkat
- Matlamat PDPDokumen1 halamanMatlamat PDPTo HeriBelum ada peringkat
- Dicpsk MPI Semester 2Dokumen111 halamanDicpsk MPI Semester 2To HeriBelum ada peringkat