Aaa Report Sabil (Jan-Mar 22)
Diunggah oleh
ibnuJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Aaa Report Sabil (Jan-Mar 22)
Diunggah oleh
ibnuHak Cipta:
Format Tersedia
Seksi : Machining D Prepared Checked Approved Doc.
No :-
Unit : Machining & HTM
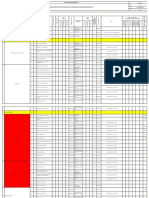
IMPROVEMENT PLAN
Rev. No : 00
Departemen : Produksi Rev. Date : 05 April 2022
Kategori : Productivity Ibnu Sabil Dedi S Sugeng S Page :1/1
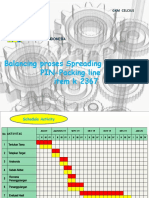
TEMA : MENINGKATKAN KAPASITAS PRODUKSI UNTUK MENURUNKAN LOADING PRODUKSI
JADWAL KEGIATAN Sering MACHINE MAN 5. ANALISA MASALAH
Rencana kegiatan Des 2021 Jan 2022 Feb 2022 Mar 2022 Macet Problem di
Load proses
1. Menentukan tema dan analisis kondisi
P saat proses BOR 32
A terlalu besar Coolant
P Power sudah Rata-rata Man power
2. Menetapkan target
A Aliran tidak kuat tidak lancar tersedia 1
P OP 3 bulanan
3. Analisa Faktor penyebab
A coolant tidak mau
4. Mencari ide-ide perbaikan
P
tidak lancar Tool diperpanjang
A
P Kendala sering aus
5. Implementasi rencana perbaikan
A
BOR 32 Turnover MP Pemenuhan MP
P RPM Problem di
6. Analisa dan evaluasi hasil perbaikan
A
P
untuk drill feeding BOR 32
seksi tinggi terlambat Loading
7. Standarisasi dan Pembuatan Report > Ø20
A tidak stabil produksi
1.PEMILIHAN MASALAH pada Group
LOADING PRODUKSI DI MACHINING D BERDASARKAN AREA
Flownya
Leveler Head
LOADING PRODUKSI DI MACHINING D Tidak
Resource
Machining D
TAHUN 2022
TAHUN 2022
2× Area Memperhitungkan
120%
Group terbatas
120% 100% proses proses line tinggi (162%)
Area
100% 80% LOADING
Sesuai
terbatas
TOTAL TARGET
80%
60% 114%
TARGET 60%
107%
122%
Routing Jarak antar
40%
40%
20% mesin bor
20% Proses 1 mesin
0%
Line speed Sesuai jauh
0% PESANAN LUAR SMALL PART
Sistem =
Changer fork Proses Routing Pengelompokan
Jarak batch 1 drill >1× proses
LOADING DI AREA SMALL PART MACHINING D BERDASARKAN LINE PRODUKSI Akan dilakukan Non Line 1 mesin Proses
LOADING PRODUKSI GROUP DRILL MANUAL BERDASARKAN LINE
200% 187% 181%
TAHUN 2022
Perbaikan 2 mesin Mesin drill dengan = Sesuai
TAHUN 2022
150% 134%
118% 116% 110% 109% Terpisah jauh METHOD 2 mesin 1 drill oracle ENVIRONMENT
102% 98%
100%
63%
150% 50%
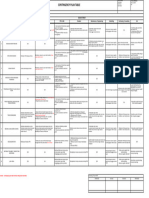
6. UJI PENYEBAB
LOADING
LOADING TARGET
TARGET
0% Aktifitas Target Hasil Perbaikan Visualisasi
100%
162%
NO Faktor Penyebab Uji Faktor Penyebab Standar Uji 1 Uji 2 Uji 3 Eva Kesimpulan
50% 87%
Komponen Lev Head G1000 Head 26×88 drill Lev Head Boxer Pembuatan layout untuk 2 mesin
0%
Trial proses dengan
terproses dan drill Ø20 Ø26 drill Ø17 Pembuatan Layout untuk penempatan
beberapa jenis Faktor Layout tersedia drill membentuk LN dengan jarak
GROUP LEVELER HEAD LINE PLOW HEAD 1 Problem di BOR 32 tidak terjadi O mesin di area selatan induction
komponen dan drill Spindel berhenti Spindel berhenti Drill tembus, Penyebab < 1 meter
masalah pada
yang berbeda berputar, otomatis berputar, otomatis terkadang otomatis
mesin tidak jalan tidak jalan berhenti
Plow head, cak ar
2. MASALAH YANG DIANGKAT Cek kesesuaian
Routing
Sasuai routing (Group routing komponen di menggunakan
baja
Oracle
Head 26×88 Lev Head Boxer
Faktor
2 MD-G-KDRLM MD-G-KDRLM O Resource LN (2
Loading produksi pada Group Leveler Head Machining D tinggi (162%) Drilling 2 mesin) oracle dengan MD-L-PLOWZ (LN) Penyebab
proses group MS) dan target
aktual MD-G-KDRLM (2 MD-G-KDRLM (3 MD-G-KDRLM (2
Sesuai routing (Group Drilling 2 mesin) Observasi proses LN 2 mesin drill
proses) X proses) √ Proses) √ komponen
tersedia
Cek layout mesin
3. KONDISI SAAT INI 3
Jarak antar mesin drill
jauh (± 5 meter)
Drill manual di
machining D yang
Jarak < 1 meter O
Faktor
Penyebab
bisa potensi LN
PLOTTING RESOURCE
Jarak <1 meter, BOR
75 = multi drill
Bor 36 sudah LN
dengan CNC 84
BOR 32 dan 24
potensi LN tapi jarak
±5meter
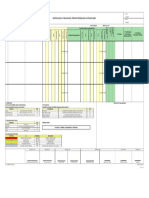
9. EVALUASI HASIL Perbandingan Loading Produksi Line Leveler Head
1 mesin mengerjakan 1 Trial dan studi untuk Proses capable Tidak tersedia Proses lebih
Fixture di desain B/A Total proses MP Need Total WH Cost MP/Bulan Tahun 2022
dan CT tidak fix, jadi k urang Bukan Faktor
NO KODE KOMPONEN NAMA KOMPONEN PRODUK PROSES 4 proses drill (termasuk proses drill multi lebih lama dari Quick Change lama k rn harus
capable jik a
O Penyebab
180%
162%
1 DRILL Ø17
tool) process
kondisi skrng
Chuck ganti tool manual
digeser Before 19 1.62 186.88 Rp 3,403,400 160%
Turun 47.32%
PLOW HEAD, CAKAR 140%
ADA5J00011AY-0 CAKAR BAJA 114%
2 BAJA 4×DRILL Ø13 Area depan Area rest area Area selatan 120% Loading
3 DRILL Ø20 robodrill pesanan luar induction After 12 1.15 132.19 Rp 2,407,460 100% Target
AAB5C00011AY-0 LEVELER HEAD, G1000 G1000 80%
4 DRILL Ø17 Genba kebutuhan
space cukup namun space cukup namun space cukup namun Faktor 60%
5 DRILL Ø20 5 Area Terbatas area untuk setting Area tersedia O Menghilangkan 5 MP Turun WH Berkurang Cost MP berkurang Rp.
AAG5C00011AY-0 LEVELER HEAD , BOXER BOXER potensi crow ded sebisa mungkin area sekarang untuk Penyebab 40%
6 DRILL Ø17 line mesin Perubahan
proses 0.47 54.69 jam 995.940/bulan (29.26%)
blank dan finish P.luar tidak project Packaging 20%
7 DRILL Ø20
Jarak mesin
material all small part tercampur bearing cap 220 0%
2021 April 2022
8 AAB5D00071AY-0 HEAD Ø20X88 (G1000) BP SUPER DRILL Ø19.5
9
10
DRILL Ø13
DRILL Ø26
± 5 meter
11 AAD5D00071AY-0 HEAD Ø26X70 (E85) BP SUPER DRILL Ø19.5
12
13
DRILL Ø13
DRILL Ø26
7. RENCANA PERBAIKAN 10. MANFAAT HASIL
14
15
AAG5D00071AY-0 HEAD Ø26X88 (BOXER) BP SUPER DRILL Ø19.5
DRILL Ø13
NO Faktor Penyebab Aktifitas Target Due Date PIC Status COST Cost Man Power turun sebesar Rp. 995.940,- / bulan (-29.26%)
MD-G-KDRLM → MACHINING D TUKSONO →
Pengiriman komponen lebih cepat karena working Hour turun
16 DRILL Ø26
17
AAA5C00011AY-0 LEVELER HEAD, TL800 TL800
DRILL Ø18
GROUP MESIN DRILL MANUAL → BOR24 & BOR32 →
Koordinasi dengan TIM AICC
terkait penggunaan area dan Sabil & tim DELIVERY
1 Area Terbatas Area available 28/03/22 DONE
54.69 Jam / bulan (-29.26%)
18 DRILL Ø20
AAC5C00011AY-0 LEVELER HEAD, G600 G600 pemindahan area pack AICC ke pesanan luar
19 DRILL Ø18 BOR 24 untuk proses 1 dan BOR 32 untuk proses 2 area pesanan luar
2
Jarak antar mesin drill jauh (± 5
Pembuatan Layout untuk
penempatan mesin di area Layout tersedia 04/04/22 Sabil DONE
QUALITY Kontrol kualitas menjadi lebih baik, karena proses tidak
meter)
Semua komponen yang di plotting selatan induction
sistem batch
Total Cost per bulan
PRODUCTIVITY Loading produksi menurun, karena kapasitas meningkat
Koordinasi dengan Mach B terkait Mesin dipindah ke area
memiliki lebih dari 1 proses drill, 3 Problem di BOR 32
pemindahan BOR78 karena yang udah disediakan,
sehingga proses pengerjaan Total proses di MB sudah tidak transfer asset dan 18/04/22
Sabil, Vitus,
WIP
MP Need Total WH Cost MP/Bulan RRM
komponen model batch serta tidak proses 4
1 mesin mengerjakan 1 proses menggunakan drill dan order
drill (termasuk tool) pemindahan mesin ke RRM
instalasi mesin siap
digunakan
langsung finish 19 1.62 186.88 Rp 3,403,400 Pendaftaran resource baru dan Resource LN (2 MS) dan
5
Sesuai routing (Group Drilling 2
pembuatan target batu LN untuk target komponen 21/04/22 Sabil WIP
11. STANDARISASI 12. RENCANA PERBAIKAN
mesin)
komponen tersedia
SELANJUTNYA
TSKK → PARALEL
4. TARGET Target Loading Produksi Leveler Head
8. PELAKSANAAN PERBAIKAN CBO → WIP PRODUCTIVITY UP AREA
Menurunkan Loading Produksi di Group Leveler Head dari LAYOUT → DONE
Tahun 2022
162% menjadi 115%
200.00% Aktifitas Target Hasil Perbaikan Visualisasi PESANAN LUAR
161.69%
Koordinasi dengan TIM TARGET → DONE
UNTUK MEMENUHI
150.00%
Analisa Target : Standar loading
Loading
AICC terkait penggunaan Marking area yang
115.00%
RESOURCE → WIP
Penurunan
Loading 100.00%
area dan pemindahan area Area available akan di pakai untuk
Produksi turun produksi adalah 100%, namun 50.00%
pack AICC ke area pesanan relayout ORDER PRODUKSI
47% bisa ditambah lembur 15%
0.00%
2021 April 2022
luar
FRM – PDE – DOJO – 026 ( Rev.00 - 28 Mei 2018 )
Anda mungkin juga menyukai
- Gsb-Form-92 Hiradc Iadl Rev.01Dokumen11 halamanGsb-Form-92 Hiradc Iadl Rev.01Made GileeBelum ada peringkat
- IBPRDokumen2 halamanIBPRFatah Hary Hastomo50% (2)
- Form IADL EDJS - PT Petrosea TBKDokumen2 halamanForm IADL EDJS - PT Petrosea TBKAlvan Rizaldi100% (1)
- IBPR GeotechnicDokumen18 halamanIBPR GeotechnicAISYA MAULIANABelum ada peringkat
- HIRADC Working at Height (Ketinggian)Dokumen2 halamanHIRADC Working at Height (Ketinggian)bayu arwiansyahBelum ada peringkat
- HIRADC PE Mould, Dies 2022Dokumen6 halamanHIRADC PE Mould, Dies 2022Aditya SaputraBelum ada peringkat
- Ea Hira OfficeDokumen1 halamanEa Hira OfficelukiBelum ada peringkat
- IBPR - NazirinDokumen4 halamanIBPR - NazirinFatah Hary Hastomo100% (1)
- SOP-ENG-K2FA-01-00 Main Line Pos 1 (OK) Rev 02Dokumen1 halamanSOP-ENG-K2FA-01-00 Main Line Pos 1 (OK) Rev 02Jamari UnoBelum ada peringkat
- Identifikasi Pelatihan k3Dokumen1 halamanIdentifikasi Pelatihan k3Rishamdi HSEBelum ada peringkat
- Contoh IKH TambangDokumen2 halamanContoh IKH Tambangbagus pranotoBelum ada peringkat
- IBPR PC Replacement - 26012024Dokumen1 halamanIBPR PC Replacement - 26012024Rifki AsfariBelum ada peringkat
- XZFSFDokumen1 halamanXZFSFdhitaBelum ada peringkat
- FPTP AuditDokumen1 halamanFPTP AuditdessyBelum ada peringkat
- Iadl - NazirinDokumen1 halamanIadl - NazirinFatah Hary HastomoBelum ada peringkat
- Link Check List Oktober - Pica Week 5 OctDokumen1 halamanLink Check List Oktober - Pica Week 5 OctDyas PratamaBelum ada peringkat
- GCXGHGDokumen1 halamanGCXGHGdhitaBelum ada peringkat
- Contoh Makalah Bisnis PlanDokumen8 halamanContoh Makalah Bisnis Planfirst lastBelum ada peringkat
- Bisnis Indonesia 19 August 2020 - Opt PDFDokumen32 halamanBisnis Indonesia 19 August 2020 - Opt PDFDevi YohanaBelum ada peringkat
- Identifikasi Pelatihan K3Dokumen1 halamanIdentifikasi Pelatihan K3fiar malayadiBelum ada peringkat
- P-FRM-K3-004 Identifikasi Pelatihan K3Dokumen1 halamanP-FRM-K3-004 Identifikasi Pelatihan K3Nenden AprilitaBelum ada peringkat
- Ajp ProduksiDokumen7 halamanAjp ProduksiSyamsul AlamBelum ada peringkat
- Adm 3 - Perencanaan PenilaianDokumen2 halamanAdm 3 - Perencanaan PenilaianSiti SudarsihBelum ada peringkat
- Matriks Pemangku Kepentingan TerapanDokumen1 halamanMatriks Pemangku Kepentingan TerapanScribdTranslationsBelum ada peringkat
- P-FRM-K3-004 Identifikasi Pelatihan K3Dokumen1 halamanP-FRM-K3-004 Identifikasi Pelatihan K3Dimas Arief SetiawanBelum ada peringkat
- Lamp-1 BPMDokumen1 halamanLamp-1 BPMDanang WidoyokoBelum ada peringkat
- Contingency Plan ChecklistDokumen1 halamanContingency Plan Checklistdwi putriBelum ada peringkat
- Daftar Nama TUK (Terbaru) SKA TerbaruDokumen1 halamanDaftar Nama TUK (Terbaru) SKA TerbaruAG ANDBelum ada peringkat
- Cord Assy PDFDokumen1 halamanCord Assy PDFZacky Al MubaroqBelum ada peringkat
- Cord AssyDokumen1 halamanCord AssyZacky Al MubaroqBelum ada peringkat
- III.2 C. Identifikasi Pelatihan K3Dokumen1 halamanIII.2 C. Identifikasi Pelatihan K3devi komalaBelum ada peringkat
- Form Identifikasi Pelatihan K3Dokumen1 halamanForm Identifikasi Pelatihan K3Muhammad Lutfi SiregarBelum ada peringkat
- Hirac Proyek Driving Range - OkDokumen31 halamanHirac Proyek Driving Range - OkDesie SafridaBelum ada peringkat
- 005.penyalur Petir 14 Agustus 2020 Gading RejoDokumen7 halaman005.penyalur Petir 14 Agustus 2020 Gading RejoFani SandyBelum ada peringkat
- Bisnis Indonesia 31 August 2020Dokumen28 halamanBisnis Indonesia 31 August 2020Elly IndahwatiBelum ada peringkat
- Balancing Proses Spreading - Grinding-PIN-Packing Line 1 Item K 2367Dokumen19 halamanBalancing Proses Spreading - Grinding-PIN-Packing Line 1 Item K 2367Elisa AdiningsihBelum ada peringkat
- Ipl-01 Pagar Ppdu SementaraDokumen2 halamanIpl-01 Pagar Ppdu SementaraFauzan WanuriBelum ada peringkat
- Tugas AuditDokumen1 halamanTugas AuditNovi YantoBelum ada peringkat
- Kuda-Kuda: Detail PrinsipDokumen1 halamanKuda-Kuda: Detail PrinsipRusydi YusmaBelum ada peringkat
- OppmDokumen1 halamanOppmMOHAMAD HAFIZANBelum ada peringkat
- INTERIORDokumen27 halamanINTERIORwahyu sukendarBelum ada peringkat
- Teluk Piai-1Dokumen1 halamanTeluk Piai-1Fahrizal Tri PrasetyoBelum ada peringkat
- 2023 Monitoring InvoiceDokumen1 halaman2023 Monitoring Invoiceimran.teknikkimiaBelum ada peringkat
- Lokasi LKS Jatim WIlker 3Dokumen1 halamanLokasi LKS Jatim WIlker 3KaRiyonoBelum ada peringkat
- ScheduleDokumen1 halamanScheduleHeri SyahputraBelum ada peringkat
- OPPM Taktikal KokurikulumDokumen1 halamanOPPM Taktikal KokurikulumMUHAMAD RAZIA BIN ABD HAMID KPM-GuruBelum ada peringkat
- Oppm PSS 2020Dokumen1 halamanOppm PSS 2020Siti Salbiah100% (9)
- Tugas 3 PDF Penerapan MK (Data)Dokumen10 halamanTugas 3 PDF Penerapan MK (Data)Andra MadaniBelum ada peringkat
- Fmea Lantai 11Dokumen92 halamanFmea Lantai 11ranapbpjs11Belum ada peringkat
- Activity Plan 2022 Engineering OnlyDokumen11 halamanActivity Plan 2022 Engineering Onlym. rizky apriansyahBelum ada peringkat
- 12 Cek BBWS CitarumDokumen233 halaman12 Cek BBWS CitarumDon MintaprajaBelum ada peringkat
- Tugas smk3l 3Dokumen4 halamanTugas smk3l 3Surya HadinataBelum ada peringkat
- 03 Rencana RDokumen1 halaman03 Rencana RD4MJKJordy KadangBelum ada peringkat
- Geometrik Jalan: 2B / D4 Manajemen Jasa KonstruksiDokumen1 halamanGeometrik Jalan: 2B / D4 Manajemen Jasa KonstruksiD4MJKJordy KadangBelum ada peringkat
- Road Marking PDFDokumen1 halamanRoad Marking PDFKhai AnwarBelum ada peringkat
- HIRADCDokumen4 halamanHIRADCAhmad ZainuddinBelum ada peringkat
- Rencana Kunjungan Salesman (RKS) Palembang Ulu GT Pt. Pinus Merah AbadiDokumen3 halamanRencana Kunjungan Salesman (RKS) Palembang Ulu GT Pt. Pinus Merah AbadiEnal AzizahBelum ada peringkat
- 005.penyalur Petir.2 Maret 2020 RevDokumen7 halaman005.penyalur Petir.2 Maret 2020 RevFani SandyBelum ada peringkat