Anda mungkin juga menyukai
- PKM MatahariDokumen25 halamanPKM MatahariAnan TawaqalBelum ada peringkat
- Kereta PetaDokumen1 halamanKereta PetaBaharuddin Kevin Azza PratyaksaBelum ada peringkat
- Petas FDTJ 12-7 PerdesxDokumen1 halamanPetas FDTJ 12-7 PerdesxYuliadhi WicaksonoBelum ada peringkat
- GCXGHGDokumen1 halamanGCXGHGdhitaBelum ada peringkat
- Opc Ac Kel 1Dokumen2 halamanOpc Ac Kel 1Laili RahmawatiBelum ada peringkat
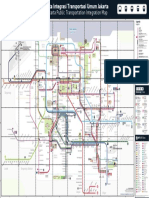
- Peta Jaringan Transportasi Massal Jabode PDFDokumen1 halamanPeta Jaringan Transportasi Massal Jabode PDFfajar dugi prasetyaBelum ada peringkat
- XZFSFDokumen1 halamanXZFSFdhitaBelum ada peringkat
- Noss Matrix Baru Tahap 1Dokumen3 halamanNoss Matrix Baru Tahap 1ezanBelum ada peringkat
- Kartu BayiDokumen3 halamanKartu BayiIrma AniBelum ada peringkat
- Kartu BayiDokumen3 halamanKartu BayiLidya MbipiBelum ada peringkat
- Buku Iqra (Edited)Dokumen60 halamanBuku Iqra (Edited)azharimustapha100% (1)
- TTS ExcelDokumen2 halamanTTS ExcelRamdan1991Belum ada peringkat
- Ars Rssa 2 LantaiDokumen38 halamanArs Rssa 2 LantaiPurnama HelmiBelum ada peringkat
- Kartu Asistensi Job Trafo 1 Fasa NafilDokumen2 halamanKartu Asistensi Job Trafo 1 Fasa NafilRahmaBelum ada peringkat
- Kartu BayiDokumen3 halamanKartu BayiVenny MardianaBelum ada peringkat
- Denah Interior: Judul GambarDokumen1 halamanDenah Interior: Judul GambarDimitri Calitri StudioBelum ada peringkat
- Presentasi Makassar RECOVERDokumen3 halamanPresentasi Makassar RECOVERThe Gamer SkyBelum ada peringkat
- Presentasi Makassar RecoverDokumen4 halamanPresentasi Makassar RecoverMas Daeng BetaBelum ada peringkat
- Operation Process Chart (OPC) Dari Perakitan Komponen Kipas AnginDokumen1 halamanOperation Process Chart (OPC) Dari Perakitan Komponen Kipas AnginFarrahdiera SiregarBelum ada peringkat
- Form Pembagian Sembako RTDokumen9 halamanForm Pembagian Sembako RTriyan nafieztBelum ada peringkat
- LKPD Ipa Kelas 7 Bab 2 Semester GenapDokumen2 halamanLKPD Ipa Kelas 7 Bab 2 Semester GenapSakmah UsuBelum ada peringkat
- 12 Cek BBWS CitarumDokumen233 halaman12 Cek BBWS CitarumDon MintaprajaBelum ada peringkat
- Teka Teki Silang ShelterDokumen2 halamanTeka Teki Silang ShelterME2AArdhika PutraBelum ada peringkat
- Kak Audit InternalDokumen3 halamanKak Audit InternalPuskesmas PadamaraBelum ada peringkat
- Pengantar Manajemen BDokumen1 halamanPengantar Manajemen BAchmad FadliBelum ada peringkat
- Peta Kerja Kel. BaranDokumen1 halamanPeta Kerja Kel. BaranANS OFFICIALBelum ada peringkat
- TTS Kls 10Dokumen1 halamanTTS Kls 10Asep Ginanjar Fadillah Al RasyidBelum ada peringkat
- Buku Paul Bennett Bahasa Indonesia PDFDokumen525 halamanBuku Paul Bennett Bahasa Indonesia PDFZainur RahmaniBelum ada peringkat
- BAtim - Untuk Desa-ModelDokumen1 halamanBAtim - Untuk Desa-Modeldadan haerudinBelum ada peringkat
- Jurnal Belajar SerenDokumen2 halamanJurnal Belajar SerenRendy MowilosBelum ada peringkat
- POCQI MaternalDokumen19 halamanPOCQI MaternalNina desi AuliaBelum ada peringkat
- Formulir Asuhan GiziDokumen2 halamanFormulir Asuhan GiziSyamsiah NurBelum ada peringkat
- Ea Hira OfficeDokumen1 halamanEa Hira OfficelukiBelum ada peringkat
- Kohort Bayi Dan BalitaDokumen37 halamanKohort Bayi Dan BalitaPUSKESMAS SUKARAJABelum ada peringkat
- CARA ISI KOHORT BAYI, ANAK BALITA DAN PRASEKOLAH 1 Mei 2016 - 4 MeiDokumen43 halamanCARA ISI KOHORT BAYI, ANAK BALITA DAN PRASEKOLAH 1 Mei 2016 - 4 MeipkmtahaiBelum ada peringkat
- Menyusun Perencanaan PerusahaanDokumen2 halamanMenyusun Perencanaan PerusahaanFani IsmidiyahBelum ada peringkat
- Link Check List Oktober - Pica Week 5 OctDokumen1 halamanLink Check List Oktober - Pica Week 5 OctDyas PratamaBelum ada peringkat
- Dalang Utama, Sul-: Plan Lema TGN Djohor PenDokumen4 halamanDalang Utama, Sul-: Plan Lema TGN Djohor PenAgus YuniarsoBelum ada peringkat
- Pemetaan Tematik V c1Dokumen4 halamanPemetaan Tematik V c1NaFar ComelBelum ada peringkat
- Draft Gambar Kerja Kinsey Pet LandDokumen6 halamanDraft Gambar Kerja Kinsey Pet Landmochtubagus rudianaBelum ada peringkat
- Bandar Udara Internasional International Airport: Soekarno-HattaDokumen1 halamanBandar Udara Internasional International Airport: Soekarno-HattaMagoroku D. YudhoBelum ada peringkat
- 4.5.1.a Monev RTL Pelaksanaan Keg. PTM 2023Dokumen11 halaman4.5.1.a Monev RTL Pelaksanaan Keg. PTM 2023chairielfarado95Belum ada peringkat
- Stand Up MeetingDokumen5 halamanStand Up MeetingMuhammad Luqman HakimBelum ada peringkat
- Peta Mainline Full New Koridor 14 - CompressedDokumen1 halamanPeta Mainline Full New Koridor 14 - CompressedYongkiBelum ada peringkat
- Peta Mainline Harmoni Diversion XDokumen1 halamanPeta Mainline Harmoni Diversion XakmaalafzBelum ada peringkat
- Sistem Pdca WordDokumen2 halamanSistem Pdca WordHj. DafurohBelum ada peringkat
- KatalogDokumen2 halamanKatalogteguhBelum ada peringkat
- Panduan AsesmenDokumen52 halamanPanduan AsesmenHasnul HasanahBelum ada peringkat
- Hasil Pemantauan Pelaporan Hasil LabDokumen1 halamanHasil Pemantauan Pelaporan Hasil LabWursitaBelum ada peringkat
- Register Pelayanan KB: 1 2 3 4 5 6 2020: Puskesmas Tebing Tinggi 7 8 9 10 11 12Dokumen15 halamanRegister Pelayanan KB: 1 2 3 4 5 6 2020: Puskesmas Tebing Tinggi 7 8 9 10 11 12foy hfnBelum ada peringkat
- Rencana KeperawatanDokumen1 halamanRencana Keperawatanjajang setiawanBelum ada peringkat
- X Banner TA INESDokumen1 halamanX Banner TA INESinesia melatiBelum ada peringkat
- Peta Hasil Pippib (A2) l1Dokumen1 halamanPeta Hasil Pippib (A2) l1Deny HawulaBelum ada peringkat
- Oppm 43M 2020 SainsDokumen1 halamanOppm 43M 2020 SainskamalizaBelum ada peringkat
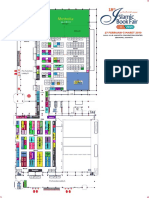
- Denah Stan - Islamic Book Fair Pameran Buku Islam Terbesar Di Tanah Air Bahkan Asia Tenggara Dengan Menampilkan Ratusan Penerbit Dari Puluhan Ribu JudulDokumen1 halamanDenah Stan - Islamic Book Fair Pameran Buku Islam Terbesar Di Tanah Air Bahkan Asia Tenggara Dengan Menampilkan Ratusan Penerbit Dari Puluhan Ribu JudulMiqdar FadhilBelum ada peringkat
- Monitoring Suhu Penyimpanan Makanan BasahDokumen1 halamanMonitoring Suhu Penyimpanan Makanan BasahHerni SeptiyaniBelum ada peringkat
- Indikator Jumlah Pelayanan Umum Medik Des 2023 OkDokumen6 halamanIndikator Jumlah Pelayanan Umum Medik Des 2023 OkCici AriestaBelum ada peringkat
- Tts Pkwu Rev 2: Across DownDokumen2 halamanTts Pkwu Rev 2: Across DownDina ElmilaBelum ada peringkat
- Foot Bridge BP5b & BP41cDokumen16 halamanFoot Bridge BP5b & BP41cainulmisbahulmunir_2Belum ada peringkat