Anda mungkin juga menyukai
- Cord Assy PDFDokumen1 halamanCord Assy PDFZacky Al MubaroqBelum ada peringkat
- Struktur OrganisasiDokumen1 halamanStruktur OrganisasiIyan PSBelum ada peringkat
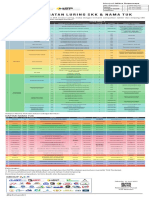
- Daftar Nama TUK (Terbaru) SKA TerbaruDokumen1 halamanDaftar Nama TUK (Terbaru) SKA TerbaruAG ANDBelum ada peringkat
- Gsb-Form-92 Hiradc Iadl Rev.01Dokumen11 halamanGsb-Form-92 Hiradc Iadl Rev.01Made GileeBelum ada peringkat
- SOP-ENG-K2FA-01-00 Main Line Pos 1 (OK) Rev 02Dokumen1 halamanSOP-ENG-K2FA-01-00 Main Line Pos 1 (OK) Rev 02Jamari UnoBelum ada peringkat
- Gsb-Form-92 Hiradc Iadl Rev 02Dokumen11 halamanGsb-Form-92 Hiradc Iadl Rev 02Made GileeBelum ada peringkat
- Pointer Pembukan OkDokumen9 halamanPointer Pembukan Okindra maulanaBelum ada peringkat
- Activity Development Plann QC 2023Dokumen1 halamanActivity Development Plann QC 2023wiratehnik metalindoBelum ada peringkat
- Aaa Report Sabil (Jan-Mar 22)Dokumen1 halamanAaa Report Sabil (Jan-Mar 22)ibnuBelum ada peringkat
- Check Sheet Forklift - Rev01Dokumen3 halamanCheck Sheet Forklift - Rev01Bangun PrasetyoBelum ada peringkat
- Form Monitoring SopDokumen2 halamanForm Monitoring SopAfifa SayyidaBelum ada peringkat
- 2023 Monitoring InvoiceDokumen1 halaman2023 Monitoring Invoiceimran.teknikkimiaBelum ada peringkat
- SOP-ENG-K2FA-08-00 OQC (OK) Rev 02Dokumen1 halamanSOP-ENG-K2FA-08-00 OQC (OK) Rev 02Jamari UnoBelum ada peringkat
- 1) Manual Mutu Dan K3Dokumen28 halaman1) Manual Mutu Dan K3GA SKMETALINDOBelum ada peringkat
- BACK UP FINAL QUANTITY Sesuai Dat A Lapangan TGL 16 Mei 2020 (BARU) - 2Dokumen129 halamanBACK UP FINAL QUANTITY Sesuai Dat A Lapangan TGL 16 Mei 2020 (BARU) - 2Triez zhedhlieBelum ada peringkat
- Time Schedule Pemancangan...Dokumen1 halamanTime Schedule Pemancangan...michael underboneBelum ada peringkat
- Methode Shoring & Form Work PierheadDokumen7 halamanMethode Shoring & Form Work PierheadAdryan Fauzi HMWBelum ada peringkat
- ISO Checklist Audit Internal ISO 9001 Dan 14001Dokumen34 halamanISO Checklist Audit Internal ISO 9001 Dan 14001MIE Internal AuditBelum ada peringkat
- 2Dokumen1 halaman2Puzy PrawiraBelum ada peringkat
- Oppm PSS 2020Dokumen1 halamanOppm PSS 2020Siti Salbiah100% (9)
- IBPRDokumen2 halamanIBPRFatah Hary Hastomo50% (2)
- IBPR - NazirinDokumen4 halamanIBPR - NazirinFatah Hary Hastomo100% (1)
- GAMBAR 2D DermagaDokumen10 halamanGAMBAR 2D Dermagayonathan ReBelum ada peringkat
- FORM 3a, 3b SD Pandanpuro 2Dokumen27 halamanFORM 3a, 3b SD Pandanpuro 2Aqidatun KhomsahBelum ada peringkat
- Bisnis Indonesia 19 August 2020 - Opt PDFDokumen32 halamanBisnis Indonesia 19 August 2020 - Opt PDFDevi YohanaBelum ada peringkat
- Laporan Hasil Penilaian Barang DitemukanDokumen1 halamanLaporan Hasil Penilaian Barang DitemukanMIN 2 BARITO TIMURBelum ada peringkat
- Activity Plan 2022 Engineering OnlyDokumen11 halamanActivity Plan 2022 Engineering Onlym. rizky apriansyahBelum ada peringkat
- R1 YankbDokumen3 halamanR1 Yankbtu minahBelum ada peringkat
- Form IBPR TrimantaraDokumen5 halamanForm IBPR TrimantaraMohamad Irham WahyudiBelum ada peringkat
- JSA - Horizontal Directional Drilling (HDD)Dokumen8 halamanJSA - Horizontal Directional Drilling (HDD)hkbpdursawforzoomBelum ada peringkat
- BPK Kib B Kib eDokumen4 halamanBPK Kib B Kib eofficial pkbmBelum ada peringkat
- Audit Scorng MethodDokumen39 halamanAudit Scorng MethodKurang KerjaanBelum ada peringkat
- KEGIATAN DAN AKP Perawat Ahli NanyDokumen185 halamanKEGIATAN DAN AKP Perawat Ahli NanyEllalia PuspitaBelum ada peringkat
- Dinas Pendidikan Pemuda Dan Olahraga: Pemerintah Kabupaten Teluk Wondama Digambar Oleh No. GBR Nama GBR Gambar RencanaDokumen1 halamanDinas Pendidikan Pemuda Dan Olahraga: Pemerintah Kabupaten Teluk Wondama Digambar Oleh No. GBR Nama GBR Gambar RencanaHeronimus KebanBelum ada peringkat
- IBPR PC Replacement - 26012024Dokumen1 halamanIBPR PC Replacement - 26012024Rifki AsfariBelum ada peringkat
- BPAC-FR-OHSE-027 Commissioning WHEEL LOADERDokumen2 halamanBPAC-FR-OHSE-027 Commissioning WHEEL LOADERFahmi NoviandriBelum ada peringkat
- Laporan Kegiatan Ojt - Orientasi PPPKDokumen3 halamanLaporan Kegiatan Ojt - Orientasi PPPKNur AiniBelum ada peringkat
- Rak Dpa Rutin 2023Dokumen3 halamanRak Dpa Rutin 2023Rizki ArmandoBelum ada peringkat
- Format Laporan Kondisi UnitDokumen5 halamanFormat Laporan Kondisi UnitArdiBelum ada peringkat
- Persiapan Website e - MonevDokumen66 halamanPersiapan Website e - MonevRizQy Chow Al-faQierBelum ada peringkat
- OPPM FizikDokumen1 halamanOPPM FizikNasiruddin KutatBelum ada peringkat
- Analisis Insiden ABN Tahun 2023Dokumen14 halamanAnalisis Insiden ABN Tahun 2023Heru PrastBelum ada peringkat
- Tugas AuditDokumen1 halamanTugas AuditNovi YantoBelum ada peringkat
- Asdam 2022Dokumen6 halamanAsdam 2022EVAFYBelum ada peringkat
- A - Daftar Perusahaan Sekuritas Berlisensi OJK (Ajaib)Dokumen22 halamanA - Daftar Perusahaan Sekuritas Berlisensi OJK (Ajaib)ARNBelum ada peringkat
- Time Schedule MAKALEDokumen6 halamanTime Schedule MAKALEjuna simonggaBelum ada peringkat
- EKINERJA April BKDDokumen2 halamanEKINERJA April BKDErma YuliantiBelum ada peringkat
- Kpi Teddy 2024Dokumen1 halamanKpi Teddy 2024Aidil 25Belum ada peringkat
- Matrik Program KesiswaanDokumen10 halamanMatrik Program KesiswaanPaman GuruBelum ada peringkat
- CV. Ana Ikat: Jln. Tukad Ijo Gading No. 1 Panjer, Denpasar Bali - 80224 Laporan Barang Keluar: 2022-07-26-2022-07-27Dokumen1 halamanCV. Ana Ikat: Jln. Tukad Ijo Gading No. 1 Panjer, Denpasar Bali - 80224 Laporan Barang Keluar: 2022-07-26-2022-07-27Desi ErmitaBelum ada peringkat
- 5W+1H Slaf-4 MajDokumen1 halaman5W+1H Slaf-4 MajMatthew AlvinBelum ada peringkat
- List Alat UkurDokumen3 halamanList Alat UkurAgung SetiawanBelum ada peringkat
- Oppm Panitia PJPK 2022Dokumen1 halamanOppm Panitia PJPK 2022amie mitaBelum ada peringkat
- Format Rkas Bosda Satuan Pendidikan 2022Dokumen1 halamanFormat Rkas Bosda Satuan Pendidikan 2022Moonton NjirrBelum ada peringkat
- Schedule M5Dokumen1 halamanSchedule M5Muhammad FauziBelum ada peringkat
- Wton MagDokumen17 halamanWton Maghcintiland sbyBelum ada peringkat
- 0 Lembar Kerja Permintaan BPKPDokumen3 halaman0 Lembar Kerja Permintaan BPKPchusnul ramadhanBelum ada peringkat
- Jadwal Waktu PelaksanaanDokumen1 halamanJadwal Waktu PelaksanaanNurliah selorBelum ada peringkat
- Jadwal PelaksanaanDokumen2 halamanJadwal PelaksanaanSyamsulKawakamiBelum ada peringkat
- Simulasi 64196L Over VoltageDokumen10 halamanSimulasi 64196L Over VoltageZacky Al MubaroqBelum ada peringkat
- TUGAS MAKALAH Pengelolaan Pendidikan Inklusif Itoh MasitohDokumen15 halamanTUGAS MAKALAH Pengelolaan Pendidikan Inklusif Itoh MasitohZacky Al MubaroqBelum ada peringkat
- Khutbah Jumat Orang Shalih Yang BangkrutDokumen3 halamanKhutbah Jumat Orang Shalih Yang BangkrutZacky Al MubaroqBelum ada peringkat
- Comment Revisi Presentasi Body D30D RCLDokumen12 halamanComment Revisi Presentasi Body D30D RCLZacky Al MubaroqBelum ada peringkat
- Report - Body 231 Bul HG Type 5 LH - Bending - TssiDokumen32 halamanReport - Body 231 Bul HG Type 5 LH - Bending - TssiZacky Al MubaroqBelum ada peringkat
- Khutbah Jum'at 2 Nikmat Allah Yang Sering Dilalaikan ManusiaDokumen3 halamanKhutbah Jum'at 2 Nikmat Allah Yang Sering Dilalaikan ManusiaZacky Al Mubaroq100% (2)
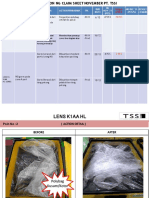
- Report NG TssiDokumen6 halamanReport NG TssiZacky Al MubaroqBelum ada peringkat
- Activity Plan 2022Dokumen9 halamanActivity Plan 2022Zacky Al MubaroqBelum ada peringkat
- Xi. Ipa 2-1.1Dokumen6 halamanXi. Ipa 2-1.1Zacky Al MubaroqBelum ada peringkat
- Presentasi Audit SupplierDokumen9 halamanPresentasi Audit SupplierZacky Al MubaroqBelum ada peringkat
- Jadwal PTS TerbaruDokumen3 halamanJadwal PTS TerbaruZacky Al MubaroqBelum ada peringkat
- MATERI TRAINING SPQ 2020 NewDokumen15 halamanMATERI TRAINING SPQ 2020 NewZacky Al MubaroqBelum ada peringkat
- Instruksi Kerja: 11033-17485-00 Standard Part Ataka Nut Q ODokumen1 halamanInstruksi Kerja: 11033-17485-00 Standard Part Ataka Nut Q OZacky Al MubaroqBelum ada peringkat
- 6 Kunci Jawaban Pas 1 MTK 9 K13 1819 SektorDokumen3 halaman6 Kunci Jawaban Pas 1 MTK 9 K13 1819 SektorZacky Al MubaroqBelum ada peringkat
- Soal Uts Kelas 4 Kimia MuhajirinDokumen3 halamanSoal Uts Kelas 4 Kimia MuhajirinZacky Al MubaroqBelum ada peringkat