Anda mungkin juga menyukai
- 5 Resep Nasi Bakar Istimewa Yang Bisa Awet Hingga 2 HariDokumen10 halaman5 Resep Nasi Bakar Istimewa Yang Bisa Awet Hingga 2 HariKamtie SahidBelum ada peringkat
- Kelompok 1 Bearing DesignDokumen16 halamanKelompok 1 Bearing DesignAbdul HakimBelum ada peringkat
- Digital 123681 R220829 Perancangan Sistem MetodologiDokumen18 halamanDigital 123681 R220829 Perancangan Sistem MetodologiMuhamad FirmansyahBelum ada peringkat
- Rekapan Barang MasukDokumen87 halamanRekapan Barang Masukad01 kinBelum ada peringkat
- Daftar Bahan 02 10 15Dokumen37 halamanDaftar Bahan 02 10 15GregNdobogBelum ada peringkat
- Permintaan Barang UrgenDokumen5 halamanPermintaan Barang UrgenDany SuhendraBelum ada peringkat
- Pengertian VLSIDokumen19 halamanPengertian VLSIIrwin HardianBelum ada peringkat
- Permanent JointDokumen40 halamanPermanent JointAngga Eka PratamaBelum ada peringkat
- Uji LaminasiDokumen9 halamanUji LaminasiHariady AdityaBelum ada peringkat
- Alloy SteelDokumen3 halamanAlloy SteelAdi Wahyu Mancunian ArzantoBelum ada peringkat
- Daftar Dealer Sparepart HyundaiDokumen6 halamanDaftar Dealer Sparepart HyundaimstjbBelum ada peringkat
- Reformer Tubes Hydrogen PlantDokumen9 halamanReformer Tubes Hydrogen PlantPengguna TrotoarBelum ada peringkat
- PCM WR BX 4 BM MP MNV NJ 1 Esx XYY2 ELz TOgz QTL 9 UJ2 VWDbygwbqngDokumen13 halamanPCM WR BX 4 BM MP MNV NJ 1 Esx XYY2 ELz TOgz QTL 9 UJ2 VWDbygwbqngfransiskus asisi susiloBelum ada peringkat
- FCAWDokumen8 halamanFCAWxare arviBelum ada peringkat
- Cutting ToolDokumen29 halamanCutting ToolBayu AmartaBelum ada peringkat
- Coal Mill Instruction ManualDokumen11 halamanCoal Mill Instruction ManualTripaldi RandaBelum ada peringkat
- ChainDokumen30 halamanChaindyogasara2Belum ada peringkat
- Weld SymbolDokumen8 halamanWeld Symboltambok100% (1)
- Raw Mill (Atox Mill)Dokumen14 halamanRaw Mill (Atox Mill)Xyged vi BritaniaBelum ada peringkat
- Sambungan SolderDokumen27 halamanSambungan SolderBernikeFebryanaBelum ada peringkat
- Rantai PDFDokumen58 halamanRantai PDFDeary Nanda AprillioBelum ada peringkat
- Berita Acara WQTDokumen2 halamanBerita Acara WQTErlinawati Bintu SupiyoBelum ada peringkat
- Lap Produk - Training GearboxDokumen39 halamanLap Produk - Training GearboxBucky Lastard100% (1)
- Laporan Kerja TempaDokumen12 halamanLaporan Kerja TempaNovi Rahmad Wijaya0% (1)
- Prosedur Penggunaan Mesin BubutDokumen11 halamanProsedur Penggunaan Mesin BubutAsev RyanBelum ada peringkat
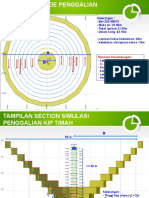
- Metode Penggalian Kip Timah 18Dokumen5 halamanMetode Penggalian Kip Timah 18Dedy Johannes SagalaBelum ada peringkat
- Multiple Hearth FurnaceDokumen3 halamanMultiple Hearth FurnaceandyBelum ada peringkat
- Wire MeshDokumen18 halamanWire MeshAndri Adi PratamaBelum ada peringkat
- FRP Cable Ladder & FRP Cable TrayDokumen2 halamanFRP Cable Ladder & FRP Cable TrayEddy Murdiono Bin RuswandiBelum ada peringkat
- Pengaruh Unsur Paduan Terhadap BajaDokumen3 halamanPengaruh Unsur Paduan Terhadap BajaIzky Brandal ImphotenthBelum ada peringkat
- Hydrocone CrusherDokumen4 halamanHydrocone CrusherGitaCahyaniBelum ada peringkat
- Asia Petrocom Services, PT2016 PDFDokumen3 halamanAsia Petrocom Services, PT2016 PDFM. Farhan MuzakkyBelum ada peringkat
- Laporan PraktikumDokumen42 halamanLaporan PraktikumnikeBelum ada peringkat
- Sni LIFTDokumen1 halamanSni LIFTNIA E KURNIA HSBelum ada peringkat
- Contoh Perhitungan Pada LaminaDokumen3 halamanContoh Perhitungan Pada LaminasarinesiaBelum ada peringkat
- Penawaran Harga Instalasi Rsud LeuwiliangDokumen1 halamanPenawaran Harga Instalasi Rsud LeuwiliangSyarifatul HidayahBelum ada peringkat
- Pengelasn FCAWDokumen4 halamanPengelasn FCAWChieAstutiarib100% (1)
- SPESIFIKASI KAWASAKI ATHLETE 125 TerbaruDokumen3 halamanSPESIFIKASI KAWASAKI ATHLETE 125 TerbaruSepuluhipa 6Belum ada peringkat
- Perhitungan Diameter Poros & SprocketDokumen21 halamanPerhitungan Diameter Poros & SprocketTarmana AnttBelum ada peringkat
- Bab IiiDokumen12 halamanBab IiihasnanBelum ada peringkat
- Gambaran Proses Produksi Kawat LasDokumen23 halamanGambaran Proses Produksi Kawat LasElfira Augustin100% (1)
- Sni GasDokumen17 halamanSni GasGada WiraBelum ada peringkat
- Cara Menghitung Kebutuhan Kawat Las PDFDokumen7 halamanCara Menghitung Kebutuhan Kawat Las PDFhamidrais100% (1)
- Jenis Jenis Produk Metal Stamping C04Dokumen10 halamanJenis Jenis Produk Metal Stamping C04SyahshaiBelum ada peringkat
- Perhitungan Beban Lifting Table IFFDokumen4 halamanPerhitungan Beban Lifting Table IFFDedi KartiwaBelum ada peringkat
- Calculation For Nominal Wall Thickness of Stainless Steel PipeDokumen8 halamanCalculation For Nominal Wall Thickness of Stainless Steel PipeDeden SobirinBelum ada peringkat
- MetalurgiDokumen121 halamanMetalurgiMakhfud EdyBelum ada peringkat
- Materi Welding Defect 0718revDokumen138 halamanMateri Welding Defect 0718revJengguks Arek Unthaq-unthuq100% (1)
- Plasma CuttingDokumen6 halamanPlasma CuttingAHMADBelum ada peringkat
- A. Kegagalan HardeningDokumen16 halamanA. Kegagalan HardeningArif Resa PahlepiBelum ada peringkat
- Bordes 3 MM X 4Dokumen2 halamanBordes 3 MM X 4Noviati Indri AstutiBelum ada peringkat
- Tabel Klasifikasi Stock Gudang PKS GBDokumen80 halamanTabel Klasifikasi Stock Gudang PKS GBDany SuhendraBelum ada peringkat
- MANUAL BOOK ROLLER MIKSER 02.en - IdDokumen48 halamanMANUAL BOOK ROLLER MIKSER 02.en - IdIrwaenk SevenfoldBelum ada peringkat
- Brosur Nippon ResibonDokumen12 halamanBrosur Nippon ResibonPurnomo NugrohoBelum ada peringkat
- Heat Exchanger Shell and Tube Versi AkuDokumen14 halamanHeat Exchanger Shell and Tube Versi AkuAL SwendoBelum ada peringkat
- 205-673 Uji Berat Lapis Seng Pada KawatDokumen4 halaman205-673 Uji Berat Lapis Seng Pada KawatWawan DarmawanBelum ada peringkat
- Karya Tulis Ilmiah RajapaksiDokumen15 halamanKarya Tulis Ilmiah RajapaksiRamdhani AmieBelum ada peringkat
- Nozzle and Holder - IndDokumen52 halamanNozzle and Holder - IndJokoBelum ada peringkat
- Nozzle and Holder - IndDokumen52 halamanNozzle and Holder - IndAdeSurya100% (1)
- Ridwan Rosyadi Suryatna - Jurnal Sheet MetalDokumen6 halamanRidwan Rosyadi Suryatna - Jurnal Sheet Metalridwan rosyadiBelum ada peringkat
- Daftar Isi BaruDokumen5 halamanDaftar Isi Baruתומאס ישראלBelum ada peringkat
- 9354 32506 1 PBDokumen10 halaman9354 32506 1 PBתומאס ישראלBelum ada peringkat
- Teori DasarDokumen23 halamanTeori Dasarתומאס ישראלBelum ada peringkat
- Turbin Angin SavoniusDokumen6 halamanTurbin Angin SavoniusKhoirulAnwarBelum ada peringkat
- Daftar PustakaDokumen1 halamanDaftar Pustakaתומאס ישראלBelum ada peringkat
- Kata PengantarDokumen2 halamanKata Pengantarתומאס ישראלBelum ada peringkat
- FlowchartDokumen2 halamanFlowchartתומאס ישראלBelum ada peringkat
- CoverDokumen1 halamanCoverתומאס ישראלBelum ada peringkat
- Cara Kerja Pada Alat Pengujian Tersebut Adalah Dengan Memanfaatkan Tiupan Yang Dihasilkan Dari Fan Pada Wind Tunnel Untuk Memutar Sudu Yang Terpasang Pada Wind Tunnel TersebutDokumen1 halamanCara Kerja Pada Alat Pengujian Tersebut Adalah Dengan Memanfaatkan Tiupan Yang Dihasilkan Dari Fan Pada Wind Tunnel Untuk Memutar Sudu Yang Terpasang Pada Wind Tunnel Tersebutתומאס ישראלBelum ada peringkat
- Cover ArulDokumen1 halamanCover Arulתומאס ישראלBelum ada peringkat
- CoverDokumen2 halamanCoverתומאס ישראלBelum ada peringkat
- Pengerolan RollingDokumen31 halamanPengerolan Rollingray21cavaBelum ada peringkat
- CoverDokumen1 halamanCoverתומאס ישראלBelum ada peringkat
- Daftar SimbolDokumen1 halamanDaftar Simbolתומאס ישראלBelum ada peringkat
- BAB II - Docx ArulDokumen7 halamanBAB II - Docx Arulתומאס ישראלBelum ada peringkat
- BAB III - DocxarulDokumen19 halamanBAB III - Docxarulתומאס ישראלBelum ada peringkat
- Analisis Pengaruh Jumlah BalingDokumen1 halamanAnalisis Pengaruh Jumlah Balingתומאס ישראלBelum ada peringkat
- DocDokumen1 halamanDocתומאס ישראלBelum ada peringkat
- Laporan Praktikum Uji TarikDokumen30 halamanLaporan Praktikum Uji Tarikתומאס ישראלBelum ada peringkat
- GabunganDokumen71 halamanGabunganתומאס ישראלBelum ada peringkat
- Tugas PKNDokumen2 halamanTugas PKNתומאס ישראלBelum ada peringkat
- TUGASDokumen5 halamanTUGASתומאס ישראלBelum ada peringkat
- Digital - 119733 T 25322 Analisis Sistem HADokumen16 halamanDigital - 119733 T 25322 Analisis Sistem HAתומאס ישראלBelum ada peringkat
- Modul Uji TarikDokumen13 halamanModul Uji Tarikתומאס ישראלBelum ada peringkat
- KP Tmesin-S1 (Bahan Sidang)Dokumen15 halamanKP Tmesin-S1 (Bahan Sidang)תומאס ישראלBelum ada peringkat
- Bab 4Dokumen2 halamanBab 4תומאס ישראלBelum ada peringkat
- Bab IDokumen8 halamanBab Iתומאס ישראלBelum ada peringkat
- Pemilihan MAterial BlenderDokumen5 halamanPemilihan MAterial Blenderתומאס ישראלBelum ada peringkat
- KP Tmesin-S1 (Bahan Permohonan) Hendri 2Dokumen5 halamanKP Tmesin-S1 (Bahan Permohonan) Hendri 2תומאס ישראלBelum ada peringkat
- Bab 2 AkhirDokumen8 halamanBab 2 Akhirתומאס ישראלBelum ada peringkat