Anda mungkin juga menyukai
- Ad Art Koreg 2019Dokumen4 halamanAd Art Koreg 2019Syah RudyBelum ada peringkat
- Curiculum Vitae NewDokumen2 halamanCuriculum Vitae NewSyah RudyBelum ada peringkat
- Pengertian PengelasanDokumen4 halamanPengertian PengelasanSyah RudyBelum ada peringkat
- Self Learning Preventive MaintenanceDokumen23 halamanSelf Learning Preventive MaintenanceAnggaAriyanto100% (1)
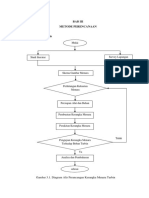
- RANCANG BANGUN MENARA TURBIN ANGINDokumen8 halamanRANCANG BANGUN MENARA TURBIN ANGINSyah RudyBelum ada peringkat
- Pengertian PengelasanDokumen4 halamanPengertian PengelasanSyah RudyBelum ada peringkat
- Bucket ElevatorDokumen7 halamanBucket ElevatorrudiBelum ada peringkat
- SK Penggunaan ApdDokumen2 halamanSK Penggunaan ApdSyah RudyBelum ada peringkat
- Bab Ii.,.,..Dokumen17 halamanBab Ii.,.,..Syah RudyBelum ada peringkat
- Bucket ElevatorDokumen7 halamanBucket ElevatorrudiBelum ada peringkat
- Bab Ii.,.,..Dokumen15 halamanBab Ii.,.,..Syah RudyBelum ada peringkat
- Bab IvDokumen3 halamanBab IvSyah RudyBelum ada peringkat
- Bab 1Dokumen4 halamanBab 1Syah RudyBelum ada peringkat
- Bab I Turbin AnginDokumen4 halamanBab I Turbin AnginSyah RudyBelum ada peringkat
- Bab Iii OkDokumen3 halamanBab Iii OkSyah RudyBelum ada peringkat
- Asuhan Keperawatan Anak DGN MeningitisDokumen17 halamanAsuhan Keperawatan Anak DGN MeningitisSyah RudyBelum ada peringkat
- Bab IiDokumen22 halamanBab IiSyah RudyBelum ada peringkat
- KOPLING KIJANGDokumen46 halamanKOPLING KIJANGSyah RudyBelum ada peringkat
- MAKALAH ENERGI TERBARUKAN, Cover, Kata Pengantar, Daftar IsiDokumen3 halamanMAKALAH ENERGI TERBARUKAN, Cover, Kata Pengantar, Daftar IsiSyah RudyBelum ada peringkat
- KOPLING KIJANGDokumen46 halamanKOPLING KIJANGSyah RudyBelum ada peringkat
- Askep Atresia AniDokumen10 halamanAskep Atresia AniChaerani Triyuliana RusliBelum ada peringkat
- 1Dokumen22 halaman1Syah RudyBelum ada peringkat
- Ketel UapDokumen6 halamanKetel UapSyah RudyBelum ada peringkat