Anda mungkin juga menyukai
- Utang Pihak KetigaDokumen28 halamanUtang Pihak KetigaLukman LuckyBelum ada peringkat
- HHHHDokumen13 halamanHHHHIyunn NazywaBelum ada peringkat
- Siloam International Hospitals Annual 2017 Company Profile Indonesia InvestmentsDokumen366 halamanSiloam International Hospitals Annual 2017 Company Profile Indonesia InvestmentsReza SaputraBelum ada peringkat
- Jadwal Pelatihan Rumah Sakit 2018Dokumen13 halamanJadwal Pelatihan Rumah Sakit 2018Kirana_Indonesia67% (3)
- Kegiatan Penataan Pembangunan TamanDokumen6 halamanKegiatan Penataan Pembangunan TamanSyarifuddin SaniefBelum ada peringkat
- Syarat SemproDokumen9 halamanSyarat Semproplutie nepBelum ada peringkat
- Kertas Kerja Kas Dan Setara KasDokumen1 halamanKertas Kerja Kas Dan Setara KasyusriharfidBelum ada peringkat
- Paper MDA PT Rajawali Nusindo - Marlina Permatasari - 023001904008Dokumen14 halamanPaper MDA PT Rajawali Nusindo - Marlina Permatasari - 023001904008Sari PardedeBelum ada peringkat
- PENGEMBALIAN BEA MASUKDokumen9 halamanPENGEMBALIAN BEA MASUKromiBelum ada peringkat
- Juknis Perekaman SPM 322 - SPM-PTUP (TUP Nihil)Dokumen36 halamanJuknis Perekaman SPM 322 - SPM-PTUP (TUP Nihil)Robinson MaxiBelum ada peringkat
- Simulasi AbkDokumen7 halamanSimulasi Abkdedi idwinBelum ada peringkat
- Imamudin - PPH Orang Pribadi-5Dokumen38 halamanImamudin - PPH Orang Pribadi-5Ahmad RomdhoniBelum ada peringkat
- Bab I Pendahuluan Buku CSR PDFDokumen52 halamanBab I Pendahuluan Buku CSR PDFDr. Mukti Fajar ND.SH.,M.Hum100% (4)
- Presentasi SidangDokumen35 halamanPresentasi SidangYoga PratamaBelum ada peringkat
- STP ProsedurDokumen6 halamanSTP ProsedurwidyarmanBelum ada peringkat
- Tupoksi Kesbangpol Kota PalembangDokumen42 halamanTupoksi Kesbangpol Kota PalembangDesta SyahfitriBelum ada peringkat
- OPTIMASI PENJUALAN KREDITDokumen66 halamanOPTIMASI PENJUALAN KREDITMadadinaBelum ada peringkat
- KORPS MARINIR PENGADAANDokumen6 halamanKORPS MARINIR PENGADAANDes FitaBelum ada peringkat
- PROPOSAL SKB Mystery Box FiiiiiiixxDokumen25 halamanPROPOSAL SKB Mystery Box Fiiiiiiixxarta adrie juanBelum ada peringkat
- Analisa Usaha BaksoDokumen24 halamanAnalisa Usaha BaksoDeni SilabanBelum ada peringkat
- Contoh Laporan Neraca Rumah Sakit SimpelDokumen3 halamanContoh Laporan Neraca Rumah Sakit SimpelANNA SHIDDIQIA100% (1)
- Biaya Program Pascasarjana (S-2) Magister Ilmu Administrasi STIAMI 2017Dokumen1 halamanBiaya Program Pascasarjana (S-2) Magister Ilmu Administrasi STIAMI 2017ReGielBelum ada peringkat
- SKD BINTANDokumen62 halamanSKD BINTANOrisaBelum ada peringkat
- Pajak Air TanahDokumen2 halamanPajak Air TanahDevinta MayaBelum ada peringkat
- Membangun Hotel StrategisDokumen11 halamanMembangun Hotel StrategisKhaerunBelum ada peringkat
- Ayam Geprek Sa'I & Hajj Chicken: Laba / (Rugi) Konsolidasi Februari Tahun 2023Dokumen4 halamanAyam Geprek Sa'I & Hajj Chicken: Laba / (Rugi) Konsolidasi Februari Tahun 2023Maghfi Bintu AbiyBelum ada peringkat
- 2 Modul PPL Ap 2022 Update RegulasiDokumen38 halaman2 Modul PPL Ap 2022 Update RegulasiAdrianBelum ada peringkat
- PerbankanDokumen13 halamanPerbankanfanhydeBelum ada peringkat
- Mitos Literasi PendidikanDokumen71 halamanMitos Literasi PendidikanAHMAD FAUZIBelum ada peringkat
- Skrd-Tka 2020 Zhou ShengchaoDokumen3 halamanSkrd-Tka 2020 Zhou ShengchaoYusant - AzzBelum ada peringkat
- FLK (Form Lamaran Kerja) New Logo PDFDokumen1 halamanFLK (Form Lamaran Kerja) New Logo PDFExris RamseyBelum ada peringkat
- Soal PerpajakanDokumen2 halamanSoal PerpajakanFitrianaBelum ada peringkat
- Costing SystemDokumen5 halamanCosting SystemBellaBelum ada peringkat
- MoM Survei Lokasi GatheringDokumen2 halamanMoM Survei Lokasi GatheringTyoSetyoEhmBelum ada peringkat
- SPT 2018 - TA PDFDokumen2 halamanSPT 2018 - TA PDFYuliancrBelum ada peringkat
- Test Tertulis AR StaffDokumen1 halamanTest Tertulis AR StaffCicha AnnisaBelum ada peringkat
- DOK - penaWARAN (Rehab Atap Fiberglass)Dokumen21 halamanDOK - penaWARAN (Rehab Atap Fiberglass)Ary HaryagungBelum ada peringkat
- Akuntansi SoalDokumen6 halamanAkuntansi SoalYuyunBelum ada peringkat
- Form Wawancara Teknis Bidang Tugas OperatorDokumen1 halamanForm Wawancara Teknis Bidang Tugas Operatorbimo_yudo_kBelum ada peringkat
- KONSULDokumen17 halamanKONSULhalimitbBelum ada peringkat
- KUKUH PENGUSAHA KPDokumen1 halamanKUKUH PENGUSAHA KPyelliBelum ada peringkat
- Bab 7 Measuring and Managing Process PerformanceDokumen22 halamanBab 7 Measuring and Managing Process Performancemr.dalikun ijalBelum ada peringkat
- Penerapan Activity Based Costing System Sebagai Dasar Penetapan Tarif Jasa Rawat Inap (Studi Kasus Pada Rsud. H. A. Sulthan Daeng Radja Bulukumba)Dokumen99 halamanPenerapan Activity Based Costing System Sebagai Dasar Penetapan Tarif Jasa Rawat Inap (Studi Kasus Pada Rsud. H. A. Sulthan Daeng Radja Bulukumba)KARYAGATA MANDIRIBelum ada peringkat
- Soal PPNDokumen13 halamanSoal PPNAnggaYudhistiraBelum ada peringkat
- Panggilan KerjaDokumen10 halamanPanggilan KerjaSari SetyoriniBelum ada peringkat
- Form Penilaian Kelompok PKL Pembinaan Calon Ahli K3 Umum - PT. Garuda Systrain InterindoDokumen21 halamanForm Penilaian Kelompok PKL Pembinaan Calon Ahli K3 Umum - PT. Garuda Systrain InterindoAyu WijiBelum ada peringkat
- Strategy Bisnis Belleza (Real)Dokumen23 halamanStrategy Bisnis Belleza (Real)Bobet EkhirBelum ada peringkat
- REVISI ANGGARANDokumen47 halamanREVISI ANGGARANSiti HariyantiBelum ada peringkat
- LAPORANDokumen31 halamanLAPORANHanif ZakiBelum ada peringkat
- RPS BJM Strategi Pengendalian Kinerja Obe 2020Dokumen19 halamanRPS BJM Strategi Pengendalian Kinerja Obe 2020Ijal dhiaulhaq0% (1)
- RumusDokumen39 halamanRumusandriyas subkhanBelum ada peringkat
- Owner Estimate Engineer (HPS)Dokumen25 halamanOwner Estimate Engineer (HPS)Fithri Yenti Hasibuan100% (1)
- Kep DKM AlmuhajirinDokumen4 halamanKep DKM AlmuhajirinEdy KusnadyBelum ada peringkat
- Modul Praktikum Perancangan PabrikDokumen6 halamanModul Praktikum Perancangan PabrikGusni SushantiBelum ada peringkat
- Anggaran FixDokumen9 halamanAnggaran FixMufayasaBelum ada peringkat
- Draft Dokumen Pengadaan Alat-Alat LaborDokumen33 halamanDraft Dokumen Pengadaan Alat-Alat LaborWebriyanIkuWeryoeBelum ada peringkat
- Laporan Akhir Kegiatan LPSE BKPM T.A. 2013 PDFDokumen38 halamanLaporan Akhir Kegiatan LPSE BKPM T.A. 2013 PDFEnru VanjavaBelum ada peringkat
- Laporan Magang 6 JuniDokumen97 halamanLaporan Magang 6 JuniMochHasanBelum ada peringkat
- (KEL3) Ukl Upl PT Jhonson CatDokumen51 halaman(KEL3) Ukl Upl PT Jhonson Catsherly ameliaBelum ada peringkat
- SEOUSAHKEGDokumen12 halamanSEOUSAHKEGCep MuslihBelum ada peringkat
- Fiverr & Psalm 147 - 11Dokumen1 halamanFiverr & Psalm 147 - 11teguh budyBelum ada peringkat
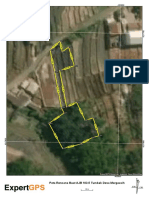
- Peta Rencana Buat AJB 103.5 Tumbak Desa Margaasih: MN GNDokumen1 halamanPeta Rencana Buat AJB 103.5 Tumbak Desa Margaasih: MN GNteguh budyBelum ada peringkat
- Daftar TabelDokumen1 halamanDaftar Tabelteguh budyBelum ada peringkat
- Webinar Prof Tjandra Setiadi PSLH ITB - 6 Mei 2020 PDFDokumen27 halamanWebinar Prof Tjandra Setiadi PSLH ITB - 6 Mei 2020 PDFdentisa gariniBelum ada peringkat
- Daftar IsiDokumen2 halamanDaftar Isiteguh budyBelum ada peringkat
- Kata PengantarDokumen3 halamanKata Pengantarteguh budyBelum ada peringkat
- Peraturan Daerah Kota Cimahi Nomor 4 Tahun 2013 Tentang Rencana Tata Ruang Wilayah Kota Cimahi Tahun 2012 - 2032Dokumen78 halamanPeraturan Daerah Kota Cimahi Nomor 4 Tahun 2013 Tentang Rencana Tata Ruang Wilayah Kota Cimahi Tahun 2012 - 2032PUSTAKA Virtual Tata Ruang dan Pertanahan (Pusvir TRP)Belum ada peringkat