Anda mungkin juga menyukai
- Soal PjokDokumen5 halamanSoal PjokM. AyubBelum ada peringkat
- Pelaksanaan Lomba LCTDokumen4 halamanPelaksanaan Lomba LCTHenggar Wiecaksono100% (1)
- Kisi-Kisi Assesmen ISMUBA Tahun Pelajaran 2023-2024Dokumen2 halamanKisi-Kisi Assesmen ISMUBA Tahun Pelajaran 2023-2024hermanmanca93Belum ada peringkat
- PAT Matematika 5 NewDokumen7 halamanPAT Matematika 5 NewDian NurdiansyahBelum ada peringkat
- Soal Agama Kel. 1 (Meyakini Hari Akhir)Dokumen3 halamanSoal Agama Kel. 1 (Meyakini Hari Akhir)Khoirun NisaaBelum ada peringkat
- Soal SeleksiDokumen9 halamanSoal SeleksiSalma MuvidayantiBelum ada peringkat
- Kalimat KomunikatifDokumen6 halamanKalimat KomunikatifRohmat NurdinBelum ada peringkat
- LPJ Divisi IPTEKDokumen14 halamanLPJ Divisi IPTEKsuwardiBelum ada peringkat
- Berpikir Kritis Klas Xii Pai SMKDokumen10 halamanBerpikir Kritis Klas Xii Pai SMKAqmar Rafi RabbaniBelum ada peringkat
- Program Program Yang Berkaitan Dengan SekretarisDokumen3 halamanProgram Program Yang Berkaitan Dengan SekretarisLalisaa LalaBelum ada peringkat
- Copy Laporan PKL Ke 2Dokumen28 halamanCopy Laporan PKL Ke 2yanuarBelum ada peringkat
- Bab 9 Perjuangan Mempertahankan KemerdekaanDokumen22 halamanBab 9 Perjuangan Mempertahankan KemerdekaanMasthoahBelum ada peringkat
- Soal Pilihan GandaDokumen15 halamanSoal Pilihan GandaJackHayBelum ada peringkat
- Laporan Hasil WawancaraDokumen6 halamanLaporan Hasil WawancaraYadi MpsBelum ada peringkat
- Soal Try Out I Ipa SMP 2020 ImportDokumen18 halamanSoal Try Out I Ipa SMP 2020 ImportAl Kamal KunirBelum ada peringkat
- Bab 3 (Fungsi)Dokumen22 halamanBab 3 (Fungsi)Jamaludin JamaludinBelum ada peringkat
- Soal PernikahanDokumen6 halamanSoal PernikahanansyarBelum ada peringkat
- Soal Pat Pabp Kelas 11 S2Dokumen4 halamanSoal Pat Pabp Kelas 11 S2Muhammad DanilBelum ada peringkat
- Soal Us Fisika 2122Dokumen9 halamanSoal Us Fisika 2122Novyanti SuheriBelum ada peringkat
- LPJ KDIDokumen2 halamanLPJ KDIAgungDwiPrasetyaBelum ada peringkat
- 02-Operasi Penjumlahan, Pengurangan Dan Perkalian Pada PolinomialDokumen3 halaman02-Operasi Penjumlahan, Pengurangan Dan Perkalian Pada PolinomialBilly RamliBelum ada peringkat
- Soal LCC HaditsDokumen4 halamanSoal LCC HaditsTeguh LestariyatnoBelum ada peringkat
- Proposal MenfessDokumen4 halamanProposal Menfessncs.nicolas08Belum ada peringkat
- SoalDokumen10 halamanSoalAndi IdawatiBelum ada peringkat
- Program Kerja TeaterDokumen4 halamanProgram Kerja TeaterDar Sono TursinBelum ada peringkat
- Soal UH SejarahDokumen13 halamanSoal UH SejarahLina MarBelum ada peringkat
- SOAL LKS WILKER 3 KEDIRI 2021 KOMPLIT-dikonversiDokumen47 halamanSOAL LKS WILKER 3 KEDIRI 2021 KOMPLIT-dikonversisri handayaniBelum ada peringkat
- LKS Mustaqfirin Melengkapi Unsur Teks ProsedurDokumen4 halamanLKS Mustaqfirin Melengkapi Unsur Teks ProsedurMustaq FirinBelum ada peringkat
- Remedial Pat Pelajaran Agama IslamDokumen13 halamanRemedial Pat Pelajaran Agama IslamBoy SalamuddinBelum ada peringkat
- Fisika I ADokumen109 halamanFisika I ATasyaBelum ada peringkat
- Soal PaiDokumen6 halamanSoal PaiNazwa MurtasyaBelum ada peringkat
- Soal Us Aqidah Akhlak Kelas XiiDokumen7 halamanSoal Us Aqidah Akhlak Kelas XiiEfendi RahmanBelum ada peringkat
- Surat Izin Ortu (Seleksi DKC)Dokumen1 halamanSurat Izin Ortu (Seleksi DKC)IrsanggihBelum ada peringkat
- Dokumen - Tips - Rundown Acara Pesantren KilatDokumen2 halamanDokumen - Tips - Rundown Acara Pesantren KilatnurharyatiBelum ada peringkat
- Susunan Acara MopDokumen4 halamanSusunan Acara MopAnonymous Lo8a1ndcBelum ada peringkat
- Makalah Hutang-PiutangDokumen9 halamanMakalah Hutang-PiutangAisyah Nurul AfynaBelum ada peringkat
- Soal 1Dokumen17 halamanSoal 1Rahma Sari LubisBelum ada peringkat
- Makalah Kecepatan Relatif - OkDokumen16 halamanMakalah Kecepatan Relatif - OkGilang PrasojoBelum ada peringkat
- Soal & Jawaban Ujian Sekolah SMP Mapel Matematika 2021Dokumen10 halamanSoal & Jawaban Ujian Sekolah SMP Mapel Matematika 2021GhaniBelum ada peringkat
- Soal Kelas 12 Akidah AkhlakDokumen9 halamanSoal Kelas 12 Akidah Akhlakmans74540Belum ada peringkat
- Beberapa Fungsi Gambar Dalam Kehidupan Sehari-HariDokumen5 halamanBeberapa Fungsi Gambar Dalam Kehidupan Sehari-HariMuhammad Nur YasinBelum ada peringkat
- Permainan Pipa BocorDokumen2 halamanPermainan Pipa BocorviaBelum ada peringkat
- Soal Kelas 10Dokumen12 halamanSoal Kelas 10Smk NihayatulamalBelum ada peringkat
- PAS Seni Budaya XDokumen6 halamanPAS Seni Budaya XMts Al JauharBelum ada peringkat
- Soal AM Fiqih Tahun 2023 YefriantoDokumen51 halamanSoal AM Fiqih Tahun 2023 YefriantoFikri AkunBelum ada peringkat
- Soal Umbk Geo MaDokumen9 halamanSoal Umbk Geo MaBeNn Rdk97100% (1)
- Soal Pas B.indo Xi Semester Ganjil 20-21 ADokumen12 halamanSoal Pas B.indo Xi Semester Ganjil 20-21 Aulid anthiBelum ada peringkat
- Soal PTS PAI Kelas X GanjilDokumen13 halamanSoal PTS PAI Kelas X Ganjillia andriana100% (1)
- Kunci Jawaban Soal Ujian Sekolah Tahun 2020 MatematikaDokumen1 halamanKunci Jawaban Soal Ujian Sekolah Tahun 2020 MatematikaUst Ulinnuha100% (2)
- Soal Semester 2 Pai Kelas Xi Tahun 2021Dokumen7 halamanSoal Semester 2 Pai Kelas Xi Tahun 2021boneog 88Belum ada peringkat
- 03 - Soal Us Pai SMK BP Paket 2Dokumen13 halaman03 - Soal Us Pai SMK BP Paket 2dewiBelum ada peringkat
- Soal Bangun RuangDokumen4 halamanSoal Bangun RuangsumiatiBelum ada peringkat
- Juklak Dan Juknis Lomba Pidato AgamaDokumen2 halamanJuklak Dan Juknis Lomba Pidato AgamaSanti Rahmawati100% (1)
- Induksi ElektromagnetikDokumen28 halamanInduksi ElektromagnetikMuhammad AbianBelum ada peringkat
- Materi PKN Semester 2Dokumen2 halamanMateri PKN Semester 2Indra jaya la harudu RICII8008100% (1)
- TYDokumen4 halamanTYpurweniBelum ada peringkat
- Pemuaian ZatDokumen9 halamanPemuaian ZatSadiyah MuhasinBelum ada peringkat
- Struktur Kepanitiaan InagurasiDokumen2 halamanStruktur Kepanitiaan InagurasiAndinBelum ada peringkat
- Reaksi EutektikDokumen7 halamanReaksi EutektikNdra KeynaBelum ada peringkat
- Tungku InduksiDokumen37 halamanTungku Induksimuchamad luthfi aliBelum ada peringkat
- Job PipaDokumen6 halamanJob PipaDiana FitriaBelum ada peringkat
- Diana Fitria Extrusion Teknik Pembentukan LogamDokumen5 halamanDiana Fitria Extrusion Teknik Pembentukan LogamDiana FitriaBelum ada peringkat
- Alat UkurDokumen11 halamanAlat UkurDiana FitriaBelum ada peringkat
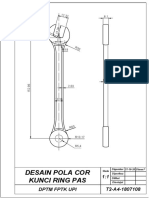
- Diana Fitria - Desain Pola Cor Kunci Pas Ring - Teknik Pengecoran LogamDokumen1 halamanDiana Fitria - Desain Pola Cor Kunci Pas Ring - Teknik Pengecoran LogamDiana FitriaBelum ada peringkat
- Diana Fitria - Design Product & Casting Quality - Teknik Pengecoran LogamDokumen4 halamanDiana Fitria - Design Product & Casting Quality - Teknik Pengecoran LogamDiana FitriaBelum ada peringkat
- Foundry PracticeDokumen10 halamanFoundry PracticeDiana FitriaBelum ada peringkat
- Diana Fitria - Foundry Practice - Teknik Pengecoran LogamDokumen5 halamanDiana Fitria - Foundry Practice - Teknik Pengecoran LogamDiana FitriaBelum ada peringkat
- Diana Fitria - Teknik Pembentukan LogamDokumen4 halamanDiana Fitria - Teknik Pembentukan LogamDiana FitriaBelum ada peringkat
- Diana Fitria - Resume Teknik Pengecoran LogamDokumen3 halamanDiana Fitria - Resume Teknik Pengecoran LogamDiana FitriaBelum ada peringkat
- Draft BHN Sosialisasi PPDB Pasca Fas - KemendagriDokumen70 halamanDraft BHN Sosialisasi PPDB Pasca Fas - KemendagriDiana FitriaBelum ada peringkat