Anda mungkin juga menyukai
- PengelasanDokumen35 halamanPengelasanFIO IZZAFURRAHMANBelum ada peringkat
- Teknik Pengelasan Smaw Pipa Dan PlatDokumen17 halamanTeknik Pengelasan Smaw Pipa Dan PlatMuhamad Hambali100% (3)
- OPTIMALKAN SMAWDokumen16 halamanOPTIMALKAN SMAWJose PurbaBelum ada peringkat
- OPTIMALKAN PRAKTIKUM LAS SMAWDokumen5 halamanOPTIMALKAN PRAKTIKUM LAS SMAWriky sofyanBelum ada peringkat
- 1Dokumen98 halaman1Dwi DarsonoBelum ada peringkat
- OPTIMASI SPOT WELDINGDokumen11 halamanOPTIMASI SPOT WELDINGMaulidya RifkaBelum ada peringkat
- Laporan Praktikum PengelasanDokumen12 halamanLaporan Praktikum Pengelasanfariadiakbar23Belum ada peringkat
- Tugas Teknik Pengelasan LogamDokumen4 halamanTugas Teknik Pengelasan LogamAde R HidayatullahBelum ada peringkat
- Las ListrikDokumen7 halamanLas ListrikVenny Rachman Part IIBelum ada peringkat
- CARA MEMULAI NYALA LASDokumen8 halamanCARA MEMULAI NYALA LASadi nurdiansyahBelum ada peringkat
- Laporan Praktikum Proses Manufaktur IIDokumen23 halamanLaporan Praktikum Proses Manufaktur IIPrimadaniswara Jauza BajrafikriBelum ada peringkat
- Las ListrikDokumen45 halamanLas ListrikRissaBelum ada peringkat
- Pengantar Mesin Las PDFDokumen13 halamanPengantar Mesin Las PDFidienBelum ada peringkat
- Laporan PraktikumDokumen10 halamanLaporan PraktikumRifaldiBelum ada peringkat
- PengelasanDokumen11 halamanPengelasanAde Tira WongBelum ada peringkat
- Bab 2Dokumen14 halamanBab 2aulia hamilaturrizqiBelum ada peringkat
- Makalah MIDokumen6 halamanMakalah MIAndreas ChristoperBelum ada peringkat
- Tugas Manufaktur-Mohammad Afif Aldiansyah-18050754024Dokumen3 halamanTugas Manufaktur-Mohammad Afif Aldiansyah-18050754024Bapak PabloBelum ada peringkat
- Materi Teknik Pengelasan: A. Persiapan Pengelasan 1. Persiapan MaterialDokumen6 halamanMateri Teknik Pengelasan: A. Persiapan Pengelasan 1. Persiapan Materialr4nd4 4UBelum ada peringkat
- Pengelasan Pada PipaDokumen3 halamanPengelasan Pada PipaBanyubumi perkasaBelum ada peringkat
- Kertas Kerja K2 MTK4034Dokumen7 halamanKertas Kerja K2 MTK4034Darshini BalakrishnanBelum ada peringkat
- SMAW Teknik LasDokumen18 halamanSMAW Teknik LasAqsha Sandiary AnwarBelum ada peringkat
- Laporan Las Listrik Kelompok 11Dokumen13 halamanLaporan Las Listrik Kelompok 11yuniar_widiyanti100% (1)
- Mesin LasDokumen4 halamanMesin LasamkaBelum ada peringkat
- SMAWDokumen34 halamanSMAWBhilbil Prima NhBelum ada peringkat
- Las SmawDokumen7 halamanLas Smawanon_859877685Belum ada peringkat
- SMAWDokumen24 halamanSMAWEka Rahmat SlleiibowarBelum ada peringkat
- 6.HABIB SUSILO - 21090118140108 - PRAKTEK PENGELASAN - C Membuat Alur Las Dengan Posisi 2 G Pada Las SMAWDokumen8 halaman6.HABIB SUSILO - 21090118140108 - PRAKTEK PENGELASAN - C Membuat Alur Las Dengan Posisi 2 G Pada Las SMAWHabib SusiloBelum ada peringkat
- 4.habib Susilo - 21090118140108 - Praktek Pengelasan C - Modul Teknik Penyalaan Busur Listrik Dan Menghentikan Busur Listrik Pada Las SmawDokumen8 halaman4.habib Susilo - 21090118140108 - Praktek Pengelasan C - Modul Teknik Penyalaan Busur Listrik Dan Menghentikan Busur Listrik Pada Las SmawHabib SusiloBelum ada peringkat
- Slide SMAW Heri MunandarDokumen21 halamanSlide SMAW Heri MunandarRoni NovisonBelum ada peringkat
- BAB I PENDAHULUANDokumen37 halamanBAB I PENDAHULUANzuhdisulaeman0% (1)
- Lembar Kerja Siswa (LKS)Dokumen6 halamanLembar Kerja Siswa (LKS)baban lerayatnaBelum ada peringkat
- Las Busur ManualDokumen31 halamanLas Busur ManualAgus Susanto100% (1)
- Ananlisis Dan Kesimpulan (Adang Sukmana)Dokumen15 halamanAnanlisis Dan Kesimpulan (Adang Sukmana)Aldiansyah NuzuarBelum ada peringkat
- Bab 2 SmawDokumen10 halamanBab 2 SmawReza nugrahaBelum ada peringkat
- Makalah Pengelasan SMAWDokumen13 halamanMakalah Pengelasan SMAWhakamaffaq0% (1)
- Las Posisi LanjutDokumen28 halamanLas Posisi LanjutAhsin WahyunanBelum ada peringkat
- TEKNIK PENGELASAN SMAWDokumen11 halamanTEKNIK PENGELASAN SMAWUsman AbdullahBelum ada peringkat
- BAB IV Las ListrikDokumen6 halamanBAB IV Las ListrikAditya Nur IlyasaBelum ada peringkat
- 5 Parameter Las Dan Cacat LasDokumen14 halaman5 Parameter Las Dan Cacat Lasrohmat zainulBelum ada peringkat
- Las Butt JointDokumen4 halamanLas Butt JointZulvikar MustafaBelum ada peringkat
- Contoh Soal SMAWDokumen1 halamanContoh Soal SMAWHaji LinggisBelum ada peringkat
- Metode PenelitianDokumen19 halamanMetode PenelitiandhyepodudyBelum ada peringkat
- Las SMAW Ringkasan MateriDokumen15 halamanLas SMAW Ringkasan MateriNovita100% (2)
- Pembuatan Pendulum ElektromagnetikDokumen6 halamanPembuatan Pendulum ElektromagnetikTari Lumrah BoyolaliBelum ada peringkat
- LAS PIPADokumen16 halamanLAS PIPAFuadillah Pangestu2Belum ada peringkat
- SMAWDokumen25 halamanSMAWAndrico SaputraBelum ada peringkat
- Tugas 03 Welding (Penyambungan Material) Teknik MetalurgiDokumen9 halamanTugas 03 Welding (Penyambungan Material) Teknik MetalurgiiradelinaBelum ada peringkat
- Teknik PengelasanDokumen4 halamanTeknik PengelasanAditBelum ada peringkat
- Uas Pengelasan Riza Kurnia Akbar 22522251007Dokumen15 halamanUas Pengelasan Riza Kurnia Akbar 22522251007riza akbarBelum ada peringkat
- UNTUK PENGELASAN SMAWDokumen26 halamanUNTUK PENGELASAN SMAWLow RushBelum ada peringkat
- Pengelasan Smaw (Sendy Vira Gupty) 151331006Dokumen23 halamanPengelasan Smaw (Sendy Vira Gupty) 151331006Sendy VgBelum ada peringkat
- Las Listrik1Dokumen10 halamanLas Listrik1Ilham MacawBelum ada peringkat
- MatthewChristopher C13200037 LasSMAWDokumen11 halamanMatthewChristopher C13200037 LasSMAWTI Sebastianus DanielBelum ada peringkat
- LAS LISTRIKDokumen18 halamanLAS LISTRIKchacaBelum ada peringkat
- Training Welder Welding (Rev.0-Dedi)Dokumen91 halamanTraining Welder Welding (Rev.0-Dedi)dedikartiwa_dk100% (1)
- 6g PpaDokumen10 halaman6g Ppadwicahyono85Belum ada peringkat
- OPTIMASI PENGELASANDokumen29 halamanOPTIMASI PENGELASANlaksmanaBelum ada peringkat
- Alat Ukur DigitalDokumen11 halamanAlat Ukur DigitalDiana FitriaBelum ada peringkat
- Diana Fitria - Solidification and Cooling - Teknik Pengecoran LogamDokumen6 halamanDiana Fitria - Solidification and Cooling - Teknik Pengecoran LogamDiana FitriaBelum ada peringkat
- ExtrusionDokumen12 halamanExtrusionDiana FitriaBelum ada peringkat
- Makalah Strategi Pembelajaran Kelompok 2Dokumen14 halamanMakalah Strategi Pembelajaran Kelompok 2Diana FitriaBelum ada peringkat
- SPRINGBACK PADA PEMBENTUKAN PLATDokumen11 halamanSPRINGBACK PADA PEMBENTUKAN PLATDiana FitriaBelum ada peringkat
- Diana Fitria - Teknik Pembentukan LogamDokumen4 halamanDiana Fitria - Teknik Pembentukan LogamDiana FitriaBelum ada peringkat
- Diana Fitria - Design Product & Casting Quality - Teknik Pengecoran LogamDokumen4 halamanDiana Fitria - Design Product & Casting Quality - Teknik Pengecoran LogamDiana FitriaBelum ada peringkat
- SPRINGBACK PADA PEMBENTUKAN PLATDokumen11 halamanSPRINGBACK PADA PEMBENTUKAN PLATDiana FitriaBelum ada peringkat
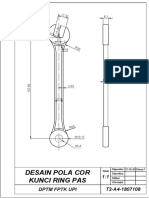
- Diana Fitria - Desain Pola Cor Kunci Pas Ring - Teknik Pengecoran LogamDokumen1 halamanDiana Fitria - Desain Pola Cor Kunci Pas Ring - Teknik Pengecoran LogamDiana FitriaBelum ada peringkat
- Diana Fitria - Cutting Process - Teknik Pembentukan LogamDokumen5 halamanDiana Fitria - Cutting Process - Teknik Pembentukan LogamDiana FitriaBelum ada peringkat
- Diana Fitria - Bulk Drawing - Teknik Pembentukan LogamDokumen7 halamanDiana Fitria - Bulk Drawing - Teknik Pembentukan LogamDiana FitriaBelum ada peringkat
- Diana Fitria Extrusion Teknik Pembentukan LogamDokumen5 halamanDiana Fitria Extrusion Teknik Pembentukan LogamDiana FitriaBelum ada peringkat
- Diana Fitria - Solidification and Cooling - Teknik Pengecoran LogamDokumen6 halamanDiana Fitria - Solidification and Cooling - Teknik Pengecoran LogamDiana FitriaBelum ada peringkat
- Teknik Pengecoran LogamDokumen3 halamanTeknik Pengecoran LogamDiana FitriaBelum ada peringkat
- ExtrusionDokumen12 halamanExtrusionDiana FitriaBelum ada peringkat
- Diana Fitria - Design Product & Casting Quality - Teknik Pengecoran LogamDokumen4 halamanDiana Fitria - Design Product & Casting Quality - Teknik Pengecoran LogamDiana FitriaBelum ada peringkat
- Diana Fitria Extrusion Teknik Pembentukan LogamDokumen5 halamanDiana Fitria Extrusion Teknik Pembentukan LogamDiana FitriaBelum ada peringkat
- Foundry PracticeDokumen10 halamanFoundry PracticeDiana FitriaBelum ada peringkat
- ForgingDokumen9 halamanForgingDiana FitriaBelum ada peringkat
- Diana Fitria Extrusion Teknik Pembentukan LogamDokumen5 halamanDiana Fitria Extrusion Teknik Pembentukan LogamDiana FitriaBelum ada peringkat
- Diana Fitria - Teknik Pembentukan LogamDokumen4 halamanDiana Fitria - Teknik Pembentukan LogamDiana FitriaBelum ada peringkat
- Teknik Pengecoran LogamDokumen3 halamanTeknik Pengecoran LogamDiana FitriaBelum ada peringkat
- Diana Fitria - Foundry Practice - Teknik Pengecoran LogamDokumen5 halamanDiana Fitria - Foundry Practice - Teknik Pengecoran LogamDiana FitriaBelum ada peringkat
- Teknik Pengecoran LogamDokumen3 halamanTeknik Pengecoran LogamDiana FitriaBelum ada peringkat
- Teknik Pengecoran LogamDokumen3 halamanTeknik Pengecoran LogamDiana FitriaBelum ada peringkat
- Diana Fitria - Foundry Practice - Teknik Pengecoran LogamDokumen5 halamanDiana Fitria - Foundry Practice - Teknik Pengecoran LogamDiana FitriaBelum ada peringkat
- Diana Fitria - Solidification and Cooling - Teknik Pengecoran LogamDokumen6 halamanDiana Fitria - Solidification and Cooling - Teknik Pengecoran LogamDiana FitriaBelum ada peringkat
- Draft BHN Sosialisasi PPDB Pasca Fas - KemendagriDokumen70 halamanDraft BHN Sosialisasi PPDB Pasca Fas - KemendagriDiana FitriaBelum ada peringkat