Anda mungkin juga menyukai
- Makalah Uji TDokumen29 halamanMakalah Uji THarmita Aprilanti100% (4)
- PERAMALAN PENJUALAN MOBIL DAIHATSU PT. ASTRA INTERNATIONAL TBK DAIHATSU CABANG BOGORDokumen10 halamanPERAMALAN PENJUALAN MOBIL DAIHATSU PT. ASTRA INTERNATIONAL TBK DAIHATSU CABANG BOGORVika Sarastya PrastiwiBelum ada peringkat
- Praktikum Arw DekomposisiDokumen15 halamanPraktikum Arw DekomposisiAbtohiBelum ada peringkat
- Soal Final InferensialDokumen2 halamanSoal Final InferensialAndi PatimbangiBelum ada peringkat
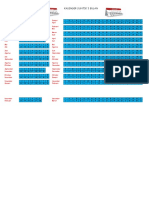
- 2019 Pemantauan KLBDokumen10 halaman2019 Pemantauan KLBSilvia Okta AnggrainiBelum ada peringkat
- AnovaDokumen32 halamanAnovaEka syafitriBelum ada peringkat
- Statistika NonparametrikDokumen22 halamanStatistika NonparametrikarumhrnBelum ada peringkat
- Analisis Runtun WaktuDokumen7 halamanAnalisis Runtun Waktumade anggaBelum ada peringkat
- Kalender Suntik 3 BLNDokumen4 halamanKalender Suntik 3 BLNPuskesmasBelum ada peringkat
- Penalaran Numerik HG 1 - MPKTB-ADokumen21 halamanPenalaran Numerik HG 1 - MPKTB-ARiki Reyhan P100% (2)
- PENUNTUN PRAKTIKUM PMM-uji OrganoleptikDokumen10 halamanPENUNTUN PRAKTIKUM PMM-uji OrganoleptikFania Ayu Lestari100% (1)
- Seminar ProposalDokumen9 halamanSeminar ProposalLeoBelum ada peringkat
- Jurnal Pemodelan Dan SimulasiDokumen4 halamanJurnal Pemodelan Dan SimulasiMuh TaufikBelum ada peringkat
- Statistika NonparametrikDokumen22 halamanStatistika NonparametrikarumhrnBelum ada peringkat
- Asistensi 1 - Kelompok 32Dokumen21 halamanAsistensi 1 - Kelompok 32InaBelum ada peringkat
- Bab 4Dokumen15 halamanBab 4Yandi PrioBelum ada peringkat
- Analisis Regresi Variabel Bebas DummyDokumen13 halamanAnalisis Regresi Variabel Bebas DummyAnneza Berliana putriBelum ada peringkat
- IklimDokumen6 halamanIklimDarmawan Rezpect MadriniztasBelum ada peringkat
- Praktikum5 - SILFIA WISA FITRI - 20337010.Dokumen8 halamanPraktikum5 - SILFIA WISA FITRI - 20337010.silfia wisa fitriBelum ada peringkat
- Case Forecasting Umbrella MasterDokumen4 halamanCase Forecasting Umbrella MasterMustikaRFaizzahBelum ada peringkat
- Matriks Perlengkapan Panitia MSH Xix Tahun 2022 (Udah Direvisi) - 1Dokumen7 halamanMatriks Perlengkapan Panitia MSH Xix Tahun 2022 (Udah Direvisi) - 1Ines lyuBelum ada peringkat
- Bab 3Dokumen10 halamanBab 3ya muhammad arsyil akbarBelum ada peringkat
- Analisis Minggu Efektif Dan Hari Efektif (II)Dokumen5 halamanAnalisis Minggu Efektif Dan Hari Efektif (II)Asmah BjmBelum ada peringkat
- StatistikDokumen25 halamanStatistikFaqihBelum ada peringkat
- Time Schedule Kelompok 5Dokumen18 halamanTime Schedule Kelompok 5Bagas PraBelum ada peringkat
- Run Progress Operator SekolahDokumen11 halamanRun Progress Operator SekolahM. SYAHRU RAMADHANIBelum ada peringkat
- Aji Susilo - 18510106 - Tugas 1 HydrologiDokumen12 halamanAji Susilo - 18510106 - Tugas 1 HydrologiKurniawan KurBelum ada peringkat
- Analisis Kadar Kolestrol Total Dalam Darah Pasien Dengan Diagnosis Penyakit KardiovaskulerDokumen6 halamanAnalisis Kadar Kolestrol Total Dalam Darah Pasien Dengan Diagnosis Penyakit KardiovaskulerNEWse lineBelum ada peringkat
- Klimatogram-Taman Alat-CroppDokumen69 halamanKlimatogram-Taman Alat-CroppZulwaldi aditya utomoBelum ada peringkat
- Bab IiiDokumen8 halamanBab IiiBelajar Web ProgrammingBelum ada peringkat
- Dokumen PDF DikonversiDokumen11 halamanDokumen PDF DikonversiAlvin PradiptaBelum ada peringkat
- Contoh Soal Diagram Pareto Dan PencarDokumen13 halamanContoh Soal Diagram Pareto Dan PencarYunii Muliia Sarii50% (2)
- Estimasi PermintaanDokumen5 halamanEstimasi PermintaanFikri HaryantoBelum ada peringkat
- Statistika Ak 3 (5)Dokumen23 halamanStatistika Ak 3 (5)Elga YunusBelum ada peringkat
- Kalender TK BhayangkariDokumen4 halamanKalender TK BhayangkarihengkyBelum ada peringkat
- Dokumen PDF DikonversiDokumen5 halamanDokumen PDF DikonversiAlvin PradiptaBelum ada peringkat
- Mo 07 TQMDokumen33 halamanMo 07 TQMsri puji lestari djoBelum ada peringkat
- Kalender Kegiatan 2020Dokumen11 halamanKalender Kegiatan 2020Riezkaantho NaurahafizBelum ada peringkat
- Dokumen PDFDokumen5 halamanDokumen PDFAlvin PradiptaBelum ada peringkat
- Time Schedule - Fiqi SatriawanDokumen22 halamanTime Schedule - Fiqi Satriawanfiqi satriawanBelum ada peringkat
- Menghitung Neraca Air Lahan BulananDokumen8 halamanMenghitung Neraca Air Lahan BulananMuhammad Hanif BashorBelum ada peringkat
- Grafik LinaDokumen46 halamanGrafik Linalina herlinaBelum ada peringkat
- 7 TOOLS 5W 1H Dan KAIZEN (5S)Dokumen35 halaman7 TOOLS 5W 1H Dan KAIZEN (5S)Ubaydillah FahmyBelum ada peringkat
- App Dan MPSDokumen10 halamanApp Dan MPSKhairu AndikaBelum ada peringkat
- Chart DX Penyakit-Golongan Umur (Insiden)Dokumen6 halamanChart DX Penyakit-Golongan Umur (Insiden)siska zarkasiBelum ada peringkat
- Pencatatan Pemakaian Vaksin MenigitisDokumen16 halamanPencatatan Pemakaian Vaksin MenigitisEdi RahmadiBelum ada peringkat
- SPM IpsrsDokumen4 halamanSPM IpsrshadiBelum ada peringkat
- Apd 2Dokumen126 halamanApd 2Kevin EsmunaldoBelum ada peringkat
- Acara 1Dokumen8 halamanAcara 1Ananda Rizky AmaliaBelum ada peringkat
- Kelompok Peta Kendali Atribut C 1Dokumen22 halamanKelompok Peta Kendali Atribut C 1Novi AndrianiBelum ada peringkat
- Bab IvDokumen22 halamanBab IvDelusion StudiosBelum ada peringkat
- Analisis Ketersediaan Air Tabo-Tabo - Yuni (D111 15 714)Dokumen30 halamanAnalisis Ketersediaan Air Tabo-Tabo - Yuni (D111 15 714)bidang irigasi pu pangkepBelum ada peringkat
- #9 Life Storage Waduk Agw Widya PSDA B Nov2020Dokumen13 halaman#9 Life Storage Waduk Agw Widya PSDA B Nov2020indra rukmana ardiBelum ada peringkat
- Time ScheduleDokumen5 halamanTime Schedulefiqi satriawanBelum ada peringkat
- Presentasi Kendali Mutu SPC Variabel FixDokumen30 halamanPresentasi Kendali Mutu SPC Variabel Fixmega rahayu hardiyantiBelum ada peringkat
- Analisis Runtun Waktu Menggunakan Metode SarimaDokumen23 halamanAnalisis Runtun Waktu Menggunakan Metode SarimaERZYLIA HERLIN BRILIANT100% (1)
- Lampiran 2Dokumen2 halamanLampiran 2Genrecha PurwantikaBelum ada peringkat
- Makalah Membuat TabelDokumen9 halamanMakalah Membuat TabelSarasBelum ada peringkat
- Laporan Validasi DataDokumen7 halamanLaporan Validasi Dataagust100% (1)