Anda mungkin juga menyukai
- Ale45 75a (M1a) SH Instruction Manual en 20m A51254 04.en - IdDokumen59 halamanAle45 75a (M1a) SH Instruction Manual en 20m A51254 04.en - IdFazril MaalyBelum ada peringkat
- ADK SOP CS 011 Install Pipe SupportDokumen5 halamanADK SOP CS 011 Install Pipe SupportTan AbdurrahmanBelum ada peringkat
- Operator Manual Dan Maintenace EGS Series KOMATSUDokumen47 halamanOperator Manual Dan Maintenace EGS Series KOMATSUamat doank100% (1)
- QSOP Pengetesan Transfer Pump-2Dokumen5 halamanQSOP Pengetesan Transfer Pump-2Tito DarlaBelum ada peringkat
- Rangkuman Gas Turbine GeneratorDokumen5 halamanRangkuman Gas Turbine Generatorjjkskji jsjsjsjidBelum ada peringkat
- Petunjuk Kerja - TANDEM - FRAME TUBE REAR 44 (1844250-06) Stage 8-9Dokumen1 halamanPetunjuk Kerja - TANDEM - FRAME TUBE REAR 44 (1844250-06) Stage 8-9WafyBelum ada peringkat
- AAA-ENG-SOP-02 Procedure Inergen ZSV R01Dokumen14 halamanAAA-ENG-SOP-02 Procedure Inergen ZSV R01Mayapada SurabayaBelum ada peringkat
- Install FaucetDokumen3 halamanInstall FaucetAndriBelum ada peringkat
- SOP Ultrasonic Testing-DikonversiDokumen7 halamanSOP Ultrasonic Testing-Dikonversibastian hidayatullohBelum ada peringkat
- SOP Ultrasonic Testing-DikonversiDokumen7 halamanSOP Ultrasonic Testing-Dikonversibastian hidayatulloh0% (1)
- Lini 4 Inkjet Printer-PRODDokumen3 halamanLini 4 Inkjet Printer-PRODedlistiantoBelum ada peringkat
- Mesin CNCDokumen2 halamanMesin CNCRK Perdanatullah100% (1)
- Work Instruksi GensetDokumen2 halamanWork Instruksi GensetThofan Putra100% (1)
- Sop MTC - UmumDokumen96 halamanSop MTC - UmumFika JanuartiBelum ada peringkat
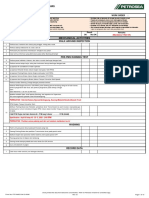
- Annual Inspection - New (Penjelasan)Dokumen13 halamanAnnual Inspection - New (Penjelasan)Fudin JacksonBelum ada peringkat
- Instruksi Kerja MillingDokumen4 halamanInstruksi Kerja MillingHSE BTB 88Belum ada peringkat
- Sop MaintenanceDokumen2 halamanSop MaintenancewidyasBelum ada peringkat
- Mesin WeldingDokumen1 halamanMesin WeldingRK PerdanatullahBelum ada peringkat
- Mesin ShearingDokumen2 halamanMesin ShearingRK PerdanatullahBelum ada peringkat
- Bending 2Dokumen1 halamanBending 2RK PerdanatullahBelum ada peringkat
- Melakukan Electrical PM Service DrillDokumen3 halamanMelakukan Electrical PM Service DrillM SuyadiBelum ada peringkat
- D11R VidsDokumen25 halamanD11R VidsAhmad MuchroniBelum ada peringkat
- Mesin PressDokumen1 halamanMesin PressRK PerdanatullahBelum ada peringkat
- Sop Repair Sludge PitDokumen4 halamanSop Repair Sludge PitrianBelum ada peringkat
- Tinjauan Praktikum CNC MillingDokumen3 halamanTinjauan Praktikum CNC MillingFasya AzzahraBelum ada peringkat
- TroubleshootingDokumen17 halamanTroubleshootingITSUKA DANI100% (1)
- Tugas Khusus Kelompok 2Dokumen24 halamanTugas Khusus Kelompok 2nadilaBelum ada peringkat
- PII-Merangkai SirkuitDokumen2 halamanPII-Merangkai SirkuitZulkifli HaidarBelum ada peringkat
- Prosedur Keselamatan Dalam BekerjaDokumen11 halamanProsedur Keselamatan Dalam BekerjaSurianiBelum ada peringkat
- Lab CentrifugeDokumen5 halamanLab CentrifugeZombieBelum ada peringkat
- HD 785-7 PMS 1000Dokumen18 halamanHD 785-7 PMS 1000Devid Waladan SholehanBelum ada peringkat
- SOP Mengoperasikan Compactor PT - ABKDokumen7 halamanSOP Mengoperasikan Compactor PT - ABKBagusWicaksono0% (1)
- EX1200-6 Perawatan - Bahasa - Rev1 2017Dokumen157 halamanEX1200-6 Perawatan - Bahasa - Rev1 2017ppd brcgBelum ada peringkat
- 16244252003016 冊子作成用原紙Dokumen5 halaman16244252003016 冊子作成用原紙Muhammad BahrudinBelum ada peringkat
- D8R PMS 2000Dokumen12 halamanD8R PMS 2000Devid Waladan SholehanBelum ada peringkat
- SRP Penggantian Elect MotDokumen3 halamanSRP Penggantian Elect Mothabudi219Belum ada peringkat
- IK StandDokumen4 halamanIK StandandreBelum ada peringkat
- SRP Perbaikan DP SwitchDokumen4 halamanSRP Perbaikan DP Switchhabudi219Belum ada peringkat
- Rangkuman Gas Turbine GeneratorDokumen3 halamanRangkuman Gas Turbine Generatorjjkskji jsjsjsjidBelum ada peringkat
- Materi Bu AnjarDokumen21 halamanMateri Bu Anjarnhia ulya0% (1)
- Logout Tagout ProcedureDokumen7 halamanLogout Tagout ProcedureRiyadi PrabowoBelum ada peringkat
- B1 MesinDokumen25 halamanB1 MesinarmawanBelum ada peringkat
- 4 - Handbook Product D85E SS 2Dokumen155 halaman4 - Handbook Product D85E SS 2ifan susantoBelum ada peringkat
- Laporan PTP - Mesin Press, Molding Dan SejenisnyaDokumen8 halamanLaporan PTP - Mesin Press, Molding Dan SejenisnyaYana WijayaBelum ada peringkat
- Sop Welding MachineDokumen3 halamanSop Welding MachineDimai MurantoBelum ada peringkat
- Form Checklist Genset Pak YudiDokumen4 halamanForm Checklist Genset Pak YudiyogiBelum ada peringkat
- Work InstructionDokumen8 halamanWork InstructionSahrul JuliansyahBelum ada peringkat
- Ik Leak TestDokumen2 halamanIk Leak TestMomo Corp ChannelBelum ada peringkat
- PROSES INJECTION BOTTOM SEAT-afterDokumen1 halamanPROSES INJECTION BOTTOM SEAT-afterrianBelum ada peringkat
- GMI-3-WI-P-005-2020 RevDokumen16 halamanGMI-3-WI-P-005-2020 Revari onoBelum ada peringkat
- Spesifikasi TeknisDokumen19 halamanSpesifikasi TeknisMuhammad Derry SafrizalBelum ada peringkat
- SOP Mengoperasikan Bulldozer PT - ABKDokumen7 halamanSOP Mengoperasikan Bulldozer PT - ABKBagusWicaksonoBelum ada peringkat
- WI Part TirtoshoriDokumen15 halamanWI Part TirtoshoriAchmad FaizalBelum ada peringkat
- EnertorkDokumen101 halamanEnertorkYunus SiagianBelum ada peringkat
- SOP Preventive Maintenance - SPHR00268ADokumen53 halamanSOP Preventive Maintenance - SPHR00268AIrena FirdhaBelum ada peringkat
- SOP PengelasanDokumen2 halamanSOP Pengelasanedn_mj1645Belum ada peringkat
- Institut Kemahiran Tinggi Belia Negara Dusun Tua: Laporan TugasanDokumen15 halamanInstitut Kemahiran Tinggi Belia Negara Dusun Tua: Laporan Tugasanmuhammad ashrafBelum ada peringkat
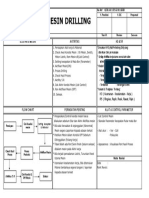
- Mesin DrillingDokumen1 halamanMesin DrillingRK PerdanatullahBelum ada peringkat
- SOP Pengoperasian Mesin BubutDokumen2 halamanSOP Pengoperasian Mesin BubutRaschweinBelum ada peringkat