Anda mungkin juga menyukai
- Form Checklist Inspeksi Mesin PancangDokumen1 halamanForm Checklist Inspeksi Mesin PancangMuhamad Subai45Belum ada peringkat
- SOP-STM-OPS-009 Crusher OperationDokumen8 halamanSOP-STM-OPS-009 Crusher OperationNurhida Lukman100% (2)
- Ibpr (Hira)Dokumen14 halamanIbpr (Hira)chairul100% (2)
- Mesin DrillingDokumen1 halamanMesin DrillingRK PerdanatullahBelum ada peringkat
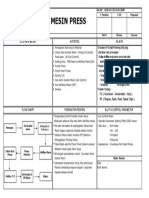
- Mesin PressDokumen1 halamanMesin PressRK PerdanatullahBelum ada peringkat
- Bending 2Dokumen1 halamanBending 2RK PerdanatullahBelum ada peringkat
- Mesin CNCDokumen2 halamanMesin CNCRK PerdanatullahBelum ada peringkat
- Mesin ShearingDokumen2 halamanMesin ShearingRK PerdanatullahBelum ada peringkat
- HD 785-7 PMS 1000Dokumen18 halamanHD 785-7 PMS 1000Devid Waladan SholehanBelum ada peringkat
- Form Test Praktek Oprt Excavator RevDokumen4 halamanForm Test Praktek Oprt Excavator RevDeptHSE SSSBelum ada peringkat
- QSOP Pengetesan Transfer Pump-2Dokumen5 halamanQSOP Pengetesan Transfer Pump-2Tito DarlaBelum ada peringkat
- ShearingDokumen6 halamanShearingSandhi FirdausBelum ada peringkat
- FRM-3032 (Inspeksi Mesin Pancang) OkeDokumen1 halamanFRM-3032 (Inspeksi Mesin Pancang) Okerizki100% (1)
- Sop Ground AnchorDokumen3 halamanSop Ground AnchorRoby RidoBelum ada peringkat
- QSOP Replacing Individual Breaker - IndDokumen7 halamanQSOP Replacing Individual Breaker - IndSlamet RiadiBelum ada peringkat
- Sop Welding MachineDokumen3 halamanSop Welding MachineDimai MurantoBelum ada peringkat
- PROSES INJECTION BOTTOM SEAT-afterDokumen1 halamanPROSES INJECTION BOTTOM SEAT-afterrianBelum ada peringkat
- SOP Mengoperasikan Compactor PT - ABKDokumen7 halamanSOP Mengoperasikan Compactor PT - ABKBagusWicaksono0% (1)
- JSA Electromagnetik Test (JSA 172-HSE-XI-17)Dokumen6 halamanJSA Electromagnetik Test (JSA 172-HSE-XI-17)elvandiBelum ada peringkat
- Regular Safety & Mechanical Inspection CompressorDokumen2 halamanRegular Safety & Mechanical Inspection CompressorRie ReiBelum ada peringkat
- SOP - Checklist & Warming Up GensetDokumen4 halamanSOP - Checklist & Warming Up GensetdadangBelum ada peringkat
- 1 Adk Sop Fabrikasi & Install Flare StackDokumen5 halaman1 Adk Sop Fabrikasi & Install Flare StackTan Abdurrahman100% (1)
- Form 026 Inspeksi Mobile CraneDokumen2 halamanForm 026 Inspeksi Mobile CraneranggaadiyaksaBelum ada peringkat
- SOP Pemotongan Vessel MMF Dengan Machine Gergaji Besi (Op.2)Dokumen8 halamanSOP Pemotongan Vessel MMF Dengan Machine Gergaji Besi (Op.2)Edward HutaurukBelum ada peringkat
- D8R PMS 2000Dokumen12 halamanD8R PMS 2000Devid Waladan SholehanBelum ada peringkat
- SOP Mengoperasikan Bulldozer PT - ABKDokumen7 halamanSOP Mengoperasikan Bulldozer PT - ABKBagusWicaksonoBelum ada peringkat
- Form Inspeksi Mobile CraneDokumen1 halamanForm Inspeksi Mobile Cranehse grogolBelum ada peringkat
- Crawler CraneDokumen1 halamanCrawler Cranerenold santosoBelum ada peringkat
- SOP - Electric Portable Welding Machine Invertec1Dokumen8 halamanSOP - Electric Portable Welding Machine Invertec1SadamBelum ada peringkat
- Penggantian Starting Motor.Dokumen2 halamanPenggantian Starting Motor.irwan yuniardiBelum ada peringkat
- SRP Penggantian Elect MotDokumen3 halamanSRP Penggantian Elect Mothabudi219Belum ada peringkat
- Sop Procedure Vacum Suck OilDokumen9 halamanSop Procedure Vacum Suck OilSatria Hadiwinata100% (1)
- Activity Maintenance ShutdownDokumen8 halamanActivity Maintenance ShutdownAsep RidwanBelum ada peringkat
- Form Mobile CrineDokumen4 halamanForm Mobile CrineAzzury HeksagonBelum ada peringkat
- IKCTY - 13.1.2.2-5 Pengoperasian Turning GearDokumen7 halamanIKCTY - 13.1.2.2-5 Pengoperasian Turning GearhamzahBelum ada peringkat
- Lap - HSPDDokumen9 halamanLap - HSPDSandi PurwantoBelum ada peringkat
- 1.metode Kerja Tertiary CrusherDokumen5 halaman1.metode Kerja Tertiary CrusherSadamBelum ada peringkat
- Ceklist GondolaDokumen4 halamanCeklist GondolaHamidun Iksan100% (1)
- FRM-3034 (Truck Crane) OkeDokumen1 halamanFRM-3034 (Truck Crane) OkerizkiBelum ada peringkat
- Sop StructureDokumen7 halamanSop StructureBangkit Juniarto Parsaoran HuagalungBelum ada peringkat
- 2.metode Kerja IMS CrusherDokumen5 halaman2.metode Kerja IMS CrusherSadamBelum ada peringkat
- Form Checklist Inspeksi Crawler Crane (SfileDokumen1 halamanForm Checklist Inspeksi Crawler Crane (SfileRisal TaufikBelum ada peringkat
- Form Checklist Inspeksi Crawler CraneDokumen1 halamanForm Checklist Inspeksi Crawler CraneSimbolon RichardBelum ada peringkat
- 14 SOP Mengoperasikan GensetDokumen6 halaman14 SOP Mengoperasikan GensetRJH Kalfangare19Belum ada peringkat
- Jaw Crusher PM2Dokumen6 halamanJaw Crusher PM2Riki D. PrastyoBelum ada peringkat
- PU Re-PaintDokumen3 halamanPU Re-Painthabudi219Belum ada peringkat
- 2 JSA & SOP Operator LORIDokumen2 halaman2 JSA & SOP Operator LORINandaSetyo100% (1)
- Sop 1Dokumen10 halamanSop 1FlorensiusSagovaBelum ada peringkat
- SOP - Portable Electric Welding Machine OkDokumen7 halamanSOP - Portable Electric Welding Machine OkSadamBelum ada peringkat
- SOP Operator GensetDokumen2 halamanSOP Operator GensetFaiq100% (1)
- F-SFO-01.04 - F. P2H Unit Track, Dozer, Excavator, Drill MachineDokumen1 halamanF-SFO-01.04 - F. P2H Unit Track, Dozer, Excavator, Drill MachineIrwan HermawanBelum ada peringkat
- Ik Pengujian Rangkaian Star Delta Control Motor CrusherDokumen13 halamanIk Pengujian Rangkaian Star Delta Control Motor CrusherRizki KurniawanBelum ada peringkat
- Standar Operasional Prosedur (SOP) Genset 780 KVADokumen1 halamanStandar Operasional Prosedur (SOP) Genset 780 KVADimas Aditya PratamaBelum ada peringkat
- Job Sheet Engine Tune Up ETU Toyota AvanzaDokumen2 halamanJob Sheet Engine Tune Up ETU Toyota AvanzaSamsul Bakhri TayirBelum ada peringkat
- JSA - Access Road-PLPDokumen54 halamanJSA - Access Road-PLPAndrie SetiawanBelum ada peringkat
- Logout Tagout ProcedureDokumen7 halamanLogout Tagout ProcedureRiyadi PrabowoBelum ada peringkat
- ENR - FM.HSE.18 Checklist Cutting WellDokumen1 halamanENR - FM.HSE.18 Checklist Cutting WellEKO PRIBADIBelum ada peringkat
- IK-Mesin Gerinda Pedestal 02 & 03 2016Dokumen7 halamanIK-Mesin Gerinda Pedestal 02 & 03 2016Reza FebriadiBelum ada peringkat
- 14M PMS 2000Dokumen24 halaman14M PMS 2000Devid Waladan SholehanBelum ada peringkat