Anda mungkin juga menyukai
- Laporan Harian Ke - 129 Dan Mapping (25.6.2022)Dokumen8 halamanLaporan Harian Ke - 129 Dan Mapping (25.6.2022)Reza Indawan YuliantoBelum ada peringkat
- Req Pek. PileCapDokumen3 halamanReq Pek. PileCapdida armadaBelum ada peringkat
- Gambar Kerja CikampakDokumen47 halamanGambar Kerja CikampakErik KBelum ada peringkat
- PICA Inspeksi Area KerjaDokumen2 halamanPICA Inspeksi Area KerjaAzis RoisBelum ada peringkat
- Action Plan Ra-Ri-1Dokumen1 halamanAction Plan Ra-Ri-1miftach sechaBelum ada peringkat
- 5W+1H Slaf-4 MajDokumen1 halaman5W+1H Slaf-4 MajMatthew AlvinBelum ada peringkat
- E-CP-1 Lap Konstruksi (SOW, Metode, Skedul) Rev00B (Replace SN 002)Dokumen44 halamanE-CP-1 Lap Konstruksi (SOW, Metode, Skedul) Rev00B (Replace SN 002)Febrina AssaBelum ada peringkat
- 2013 - Konstruksi SKTR PDFDokumen7 halaman2013 - Konstruksi SKTR PDFIkram RasyidBelum ada peringkat
- Technical Service Report: 1/RDS/BRCG/2021 07 May 2021Dokumen17 halamanTechnical Service Report: 1/RDS/BRCG/2021 07 May 2021Luluk KusniatiBelum ada peringkat
- Pemantauan Dan Pengendalian BahayaDokumen2 halamanPemantauan Dan Pengendalian BahayaMuhammad Fitransyah Syamsuar PutraBelum ada peringkat
- SS 01Dokumen2 halamanSS 01Admin Line 4Belum ada peringkat
- Kartu Inventaris RuanganDokumen1 halamanKartu Inventaris RuanganmauludiaBelum ada peringkat
- Ilovepdf MergedDokumen2 halamanIlovepdf MergedTeguh Outsider'sBelum ada peringkat
- Laporan Harian Staff IMTEDokumen18 halamanLaporan Harian Staff IMTEEdwin Pujo WahonoBelum ada peringkat
- Daftar Alat Kerja Proyek WTC 3 Bulan Januari 2017 For Ho Jci r2 Hide r3Dokumen7 halamanDaftar Alat Kerja Proyek WTC 3 Bulan Januari 2017 For Ho Jci r2 Hide r3Bayu BiroeBelum ada peringkat
- 02 Format Kartu Inventaris RuanganDokumen1 halaman02 Format Kartu Inventaris Ruangandedi100% (2)
- 02 Format Kartu Inventaris RuanganDokumen1 halaman02 Format Kartu Inventaris RuangandediBelum ada peringkat
- CA-130521 FPP CV - SURYA MAS (Aji, Rofiq) (U 30.40.120.5+CU,-5T, DLL) - Proyek Pemb - Sal.Lingk - Kel.Rejomulyo Kota Madiun (PUPR)Dokumen2 halamanCA-130521 FPP CV - SURYA MAS (Aji, Rofiq) (U 30.40.120.5+CU,-5T, DLL) - Proyek Pemb - Sal.Lingk - Kel.Rejomulyo Kota Madiun (PUPR)Rayan al farisiBelum ada peringkat
- RISALAH RAPAT Koordinasi WPG-MK (10.9.19)Dokumen1 halamanRISALAH RAPAT Koordinasi WPG-MK (10.9.19)Kus YantaBelum ada peringkat
- 02 Format Kartu Inventaris Ruangan - Doc - Google DokumenDokumen2 halaman02 Format Kartu Inventaris Ruangan - Doc - Google DokumenNia MaraBelum ada peringkat
- Kel - 5. KERTAS KERJA TFJ-PALEMBANGDokumen25 halamanKel - 5. KERTAS KERJA TFJ-PALEMBANGhtranggonoBelum ada peringkat
- Report of Stop Line/Mesin/Equipment 30 Minutes Quick ReportDokumen2 halamanReport of Stop Line/Mesin/Equipment 30 Minutes Quick ReportmharitsajeeBelum ada peringkat
- Summary BreakDown Equipment VAC Dan MekanikDokumen1 halamanSummary BreakDown Equipment VAC Dan MekanikNur Budi SetiawanBelum ada peringkat
- Laporan Harian.m19Dokumen7 halamanLaporan Harian.m19Rizaldy PutraBelum ada peringkat
- Form Inspeksi Cable TrenchDokumen3 halamanForm Inspeksi Cable TrenchDjunaidi Syalat100% (1)
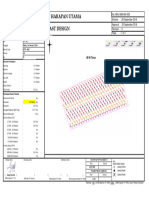
- Blasting Design - SST - 240124Dokumen1 halamanBlasting Design - SST - 240124bungkar883Belum ada peringkat
- Action Plan 2022Dokumen12 halamanAction Plan 2022Mohamad NUrBelum ada peringkat
- Form Monitoring Persetujuan Shop Drawing: Elektrikal Type A L8 X 15 StandartDokumen1 halamanForm Monitoring Persetujuan Shop Drawing: Elektrikal Type A L8 X 15 StandartSyalom MitaaBelum ada peringkat
- CA-040521 FPP PT - Berkat Sumber (BSM) (Alex) (U 60.60.120.8+cu,-20t, DLL) - Proyek PT - Kingsway, Jombang-Kabuh-Jombang (T-1)Dokumen2 halamanCA-040521 FPP PT - Berkat Sumber (BSM) (Alex) (U 60.60.120.8+cu,-20t, DLL) - Proyek PT - Kingsway, Jombang-Kabuh-Jombang (T-1)Rayan al farisiBelum ada peringkat
- UntitledDokumen3 halamanUntitledDimSimBelum ada peringkat
- Pemantauan Dan Pengendalian BahayaDokumen4 halamanPemantauan Dan Pengendalian BahayaMuhammad Fitransyah Syamsuar PutraBelum ada peringkat
- Request OrderDokumen3 halamanRequest Orderit.tjs.kamparBelum ada peringkat
- Ub AcDokumen1 halamanUb AcAlif riskiBelum ada peringkat
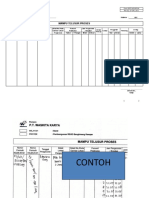
- Form IMTP-K3LMP-04 Mampu Telusur ProsesDokumen5 halamanForm IMTP-K3LMP-04 Mampu Telusur ProsesAbdee Prinzen WidyaBelum ada peringkat
- Book FEBDokumen16 halamanBook FEBLuluk KusniatiBelum ada peringkat
- Berita Acara WQTDokumen2 halamanBerita Acara WQTErlinawati Bintu SupiyoBelum ada peringkat
- Rincian Teknis LB3 PT - KPST (18 Agustus 2023)Dokumen195 halamanRincian Teknis LB3 PT - KPST (18 Agustus 2023)yandacute010522Belum ada peringkat
- 17-01-2023 - Quality Emergency Meeting - Follow Up Trouble SheetDokumen3 halaman17-01-2023 - Quality Emergency Meeting - Follow Up Trouble Sheetvina leviantyBelum ada peringkat
- Contoh PICADokumen2 halamanContoh PICAImam SitumeangBelum ada peringkat
- RAB An. Hari Panjang Pipa 29,5 MeterDokumen3 halamanRAB An. Hari Panjang Pipa 29,5 MetersrahmawatisriBelum ada peringkat
- Kym TGL 13 NOV 2020Dokumen1 halamanKym TGL 13 NOV 2020civildwiBelum ada peringkat
- Cek Alat Listrik Harian (Magnetic Drill Machine)Dokumen1 halamanCek Alat Listrik Harian (Magnetic Drill Machine)maryamBelum ada peringkat
- Penawaran - Jig Manual Flash K1A - 01IMIV23 - R01Dokumen2 halamanPenawaran - Jig Manual Flash K1A - 01IMIV23 - R01Fauzan BagusBelum ada peringkat
- Senin 8102018Dokumen6 halamanSenin 8102018marolop siregarBelum ada peringkat
- RM1 PelaksanaDokumen1 halamanRM1 PelaksanaBintang Gemintang100% (1)
- Cek Alat Listrik Harian (Angle Grinder Machine)Dokumen5 halamanCek Alat Listrik Harian (Angle Grinder Machine)maryamBelum ada peringkat
- Form 5 Rekapitulasi SOP, IBPPR Dan WP GI Tawaeli 2022Dokumen3 halamanForm 5 Rekapitulasi SOP, IBPPR Dan WP GI Tawaeli 2022Sauki ABelum ada peringkat
- Fabrikasi Shaft Pintu AirDokumen1 halamanFabrikasi Shaft Pintu AirKhaerudin TomBroBelum ada peringkat
- All Pica Recom To Plant 090324Dokumen24 halamanAll Pica Recom To Plant 090324Muhammad Fatwa SaputraBelum ada peringkat
- RAB An. Arief Setiawan Handoko Panjang Pipa 38 MeterDokumen3 halamanRAB An. Arief Setiawan Handoko Panjang Pipa 38 MetersrahmawatisriBelum ada peringkat
- Formulir Peluang Risiko K3 (Rev.1)Dokumen2 halamanFormulir Peluang Risiko K3 (Rev.1)dennisjuntakBelum ada peringkat
- Dinamo Starter Spare MitsubishiDokumen1 halamanDinamo Starter Spare MitsubishiRahmat HadianorBelum ada peringkat
- Form Laporan HarianDokumen1 halamanForm Laporan HarianDave DeanBelum ada peringkat
- 02 Format Kartu Inventaris RuanganDokumen1 halaman02 Format Kartu Inventaris RuanganYang Penting AsikBelum ada peringkat
- Penawaran Lampusatu Training ETAPDokumen1 halamanPenawaran Lampusatu Training ETAPEl NurdianzahBelum ada peringkat
- RAP Perbaikan BackdroopDokumen2 halamanRAP Perbaikan Backdroopirawan rieBelum ada peringkat
- FORM REKAP Buwun SejatiDokumen36 halamanFORM REKAP Buwun SejatiAgus AlwiBelum ada peringkat
- F-MNO-10.01 - Formulir Checklist Pengawas PenimbunanDokumen1 halamanF-MNO-10.01 - Formulir Checklist Pengawas PenimbunanDwi YogoBelum ada peringkat
- PICA Asli ProduksiDokumen18 halamanPICA Asli ProduksiImam Kesuma DilagaBelum ada peringkat
- SIMULASI GAJIDokumen2 halamanSIMULASI GAJIPebi Yanto DarmawanBelum ada peringkat
- 1714384876 Vap 4 JmDokumen2 halaman1714384876 Vap 4 JmPebi Yanto DarmawanBelum ada peringkat
- Tugas 12 Sim Pebi Yanto Darmawan 1970031017Dokumen4 halamanTugas 12 Sim Pebi Yanto Darmawan 1970031017Pebi Yanto DarmawanBelum ada peringkat
- SPS_Pembahasan PIPA 775 02-05-24Dokumen1 halamanSPS_Pembahasan PIPA 775 02-05-24Pebi Yanto DarmawanBelum ada peringkat
- Modul 5 MPPC FINAL REV.1Dokumen5 halamanModul 5 MPPC FINAL REV.1Pebi Yanto DarmawanBelum ada peringkat
- Laporan Praktikum (Repaired)Dokumen48 halamanLaporan Praktikum (Repaired)Pebi Yanto DarmawanBelum ada peringkat
- Ulangan Akhir Semester Sim Pebi Yanto Darmawan 197031017Dokumen7 halamanUlangan Akhir Semester Sim Pebi Yanto Darmawan 197031017Pebi Yanto DarmawanBelum ada peringkat
- LAPORAN PRAKTIKUM (Repaired)Dokumen52 halamanLAPORAN PRAKTIKUM (Repaired)Pebi Yanto DarmawanBelum ada peringkat
- Template Revisi 01aDokumen1 halamanTemplate Revisi 01aPebi Yanto DarmawanBelum ada peringkat
- Tugas 4 Metlit Pebi Yanto DarmawanDokumen2 halamanTugas 4 Metlit Pebi Yanto DarmawanPebi Yanto DarmawanBelum ada peringkat
- Arc FasilitasDokumen1 halamanArc FasilitasPebi Yanto DarmawanBelum ada peringkat
- Tugas 6 Sistem Otomasi Tugas Kelompok Final StageDokumen11 halamanTugas 6 Sistem Otomasi Tugas Kelompok Final StagePebi Yanto DarmawanBelum ada peringkat
- Tugas Analisis Dan Estimasi Biaya Pebi Yanto DarmwanDokumen11 halamanTugas Analisis Dan Estimasi Biaya Pebi Yanto DarmwanPebi Yanto DarmawanBelum ada peringkat
- Tugas 8 Sim Pebi Yanto Darmawan 1970031017Dokumen2 halamanTugas 8 Sim Pebi Yanto Darmawan 1970031017Pebi Yanto DarmawanBelum ada peringkat