Anda mungkin juga menyukai
- Mesin Ketam Dan Mesin SerutDokumen9 halamanMesin Ketam Dan Mesin SerutTommy Pranata PanjaitanBelum ada peringkat
- Arsitektur Database Tingkat FisikDokumen10 halamanArsitektur Database Tingkat FisikHudzaifah ZaidanBelum ada peringkat
- Jangka SorongDokumen5 halamanJangka SorongS Hadianti N MauludiahBelum ada peringkat
- Kisi KisiDokumen14 halamanKisi KisiAlifian Al Hanif RBelum ada peringkat
- 4-Bantalan Gelinding (Rev-21)Dokumen58 halaman4-Bantalan Gelinding (Rev-21)Muhammad Rengga Setya MarlyansyachBelum ada peringkat
- Image RotationDokumen7 halamanImage RotationJans HendryBelum ada peringkat
- Modul Sesi2CAD SUMDokumen38 halamanModul Sesi2CAD SUMRaihan Ramadhan Putra ZaisBelum ada peringkat
- 1.2. Memilih Teknik Gambar Yang Benar: Heriyanto, S.PD.TDokumen19 halaman1.2. Memilih Teknik Gambar Yang Benar: Heriyanto, S.PD.TEnos SimanjuntakBelum ada peringkat
- Vlookup Hlookup PDFDokumen15 halamanVlookup Hlookup PDF'Aendy Ngantung'Belum ada peringkat
- Clustering KmeansDokumen44 halamanClustering KmeansjujuyukBelum ada peringkat
- Makalah JSTDokumen10 halamanMakalah JSTPutri Yuli Utami100% (1)
- Pert - 4 Regresi Dan KorelasiDokumen32 halamanPert - 4 Regresi Dan KorelasiAnita SolihatBelum ada peringkat
- Laporan Mesin BubutDokumen9 halamanLaporan Mesin BubutElsa MonicaBelum ada peringkat
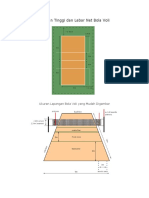
- Ukuran Tinggi Dan Lebar Net Bola VoliDokumen2 halamanUkuran Tinggi Dan Lebar Net Bola VoliMuliyadi TajuddinBelum ada peringkat
- Soal Quiz Teknik Frais Kelas XiDokumen21 halamanSoal Quiz Teknik Frais Kelas XiRilgyBelum ada peringkat
- Adapun Cara Membuat Roda Gigi Rak Dengan Menggunakan AutoCAD AdalahDokumen13 halamanAdapun Cara Membuat Roda Gigi Rak Dengan Menggunakan AutoCAD AdalahAlan BagusBelum ada peringkat
- Pengaruh Variasi Kecepatan Dan Variabel Putaran Spindel Mesin Frais Terhadap Kekasaran Permukaan Pada Proses Frais PDFDokumen8 halamanPengaruh Variasi Kecepatan Dan Variabel Putaran Spindel Mesin Frais Terhadap Kekasaran Permukaan Pada Proses Frais PDFyoga karuniaBelum ada peringkat
- Materi CNC GSKDokumen23 halamanMateri CNC GSKWahyu Catur SBelum ada peringkat
- Surat Pernyataan Menghendaki Menjalankan Kewajiban Perpajakan TerpisahDokumen2 halamanSurat Pernyataan Menghendaki Menjalankan Kewajiban Perpajakan TerpisahSapujagat SangaBelum ada peringkat
- 29.gambar Teknik Mesin C2 Kelas X 1Dokumen50 halaman29.gambar Teknik Mesin C2 Kelas X 1Reza FuadiBelum ada peringkat
- Belajar Inventor Drawing - Menggunakan Existing TemplateDokumen12 halamanBelajar Inventor Drawing - Menggunakan Existing TemplateAkhid Rosyidi100% (1)
- Jobsheet 8 Torsi, Daya Dan Top Speed Sepeda MotorDokumen4 halamanJobsheet 8 Torsi, Daya Dan Top Speed Sepeda MotorVanny AnreskiBelum ada peringkat
- Ucapan Buku YasinDokumen1 halamanUcapan Buku YasinSamsul RosadiBelum ada peringkat
- Lirik Lagu Tona Ni DainangDokumen11 halamanLirik Lagu Tona Ni DainangfelixBelum ada peringkat
- Contoh PPT Seminar ProposalDokumen19 halamanContoh PPT Seminar ProposalLidusis ArtianBelum ada peringkat
- Elementary Graph AlgorithmsDokumen33 halamanElementary Graph AlgorithmsMarsha ZahraBelum ada peringkat
- Soal Uts Kinematika Kelas A Dan DDokumen1 halamanSoal Uts Kinematika Kelas A Dan DS SalmanBelum ada peringkat
- ErzonielDokumen17 halamanErzonielAnonymous lFAeOrXBelum ada peringkat
- Modul Tutorial Raspberry Pi 3Dokumen26 halamanModul Tutorial Raspberry Pi 3GfxLogger100% (2)
- F.TKJ-35 Kartu Riwayat Mesin Atau PeralatanDokumen1 halamanF.TKJ-35 Kartu Riwayat Mesin Atau PeralatanDanny KurnawanBelum ada peringkat
- Soal Uas 2017 Ganjil AutocadDokumen1 halamanSoal Uas 2017 Ganjil AutocadPark SamawaBelum ada peringkat
- Materi Pemrograman G0123Dokumen21 halamanMateri Pemrograman G0123Fajar Haris Fauzi fajarharis.2019Belum ada peringkat
- Soal Uas 2017 Ganjil AutocadDokumen1 halamanSoal Uas 2017 Ganjil Autocadmakmur khasaniBelum ada peringkat
- Kumpulan Soal Latihan Ujian Teori TPDokumen31 halamanKumpulan Soal Latihan Ujian Teori TPZaiem RosyadiBelum ada peringkat
- Analisis Relasi Parameter Pemotongan Baja ST 43 Pada Mesin Bubut GDW LZ 350Dokumen6 halamanAnalisis Relasi Parameter Pemotongan Baja ST 43 Pada Mesin Bubut GDW LZ 350Sadli BreakerzBelum ada peringkat
- Pemrogram Mesin Frais Dengan G0123Dokumen29 halamanPemrogram Mesin Frais Dengan G0123Abdullah BawashkhaBelum ada peringkat
- GeostatistikDokumen6 halamanGeostatistiksatria fitrioBelum ada peringkat
- Tugas 1 Pemrograman CNCDokumen3 halamanTugas 1 Pemrograman CNCGandi GandiBelum ada peringkat
- CNC Dasar Pemrograman Mesin Bubut CNC Type GSK 928 Te 11 0Dokumen12 halamanCNC Dasar Pemrograman Mesin Bubut CNC Type GSK 928 Te 11 0Moh NasirBelum ada peringkat
- Bab 2 PerhitunganDokumen16 halamanBab 2 PerhitunganIPRS PKU CEPUBelum ada peringkat
- CNC Dasar Tu-3aDokumen82 halamanCNC Dasar Tu-3aRivaldi Arno SaputraBelum ada peringkat
- Soal AutocadDokumen4 halamanSoal AutocadArdian MuslichBelum ada peringkat
- Bab 5 Kesimpulan Dan SaranDokumen7 halamanBab 5 Kesimpulan Dan SaranRiko gustianBelum ada peringkat
- Bahan Ajar AutocadDokumen9 halamanBahan Ajar AutocadagunglinapBelum ada peringkat
- Tugas 4Dokumen15 halamanTugas 4ScribdTranslationsBelum ada peringkat
- Materi Pemrograman Siklus Mesin CNC PDFDokumen28 halamanMateri Pemrograman Siklus Mesin CNC PDFShakti Smart II100% (1)
- Soal Ulangan Semester SMK 4 Auto Cad 40 SoalDokumen4 halamanSoal Ulangan Semester SMK 4 Auto Cad 40 SoalB1ghans87% (15)
- Tugas2 - Hindun FitriaDokumen3 halamanTugas2 - Hindun FitriaHindun FitriaBelum ada peringkat
- BetonDokumen23 halamanBetonadamBelum ada peringkat
- Dasar Pem Rogram AnDokumen19 halamanDasar Pem Rogram AnArif Abdul BasithBelum ada peringkat
- mIa2SRdyDokumen6 halamanmIa2SRdyDenur -Belum ada peringkat
- Pas CNC Xi SriDokumen4 halamanPas CNC Xi SriIbnue FariedBelum ada peringkat
- Tugas 2 Pemograman CNCDokumen7 halamanTugas 2 Pemograman CNCDinda Trisna JuwitaBelum ada peringkat
- Materi 10Dokumen5 halamanMateri 10Moh. Nasikhun WahidinBelum ada peringkat
- PDF Ulir Trapesium - CompressDokumen6 halamanPDF Ulir Trapesium - Compressamin marufBelum ada peringkat
- GSK 980TDokumen26 halamanGSK 980TSuroso HadiBelum ada peringkat
- Kuliah 2 Integral GarisDokumen19 halamanKuliah 2 Integral GarisfebrirosandiBelum ada peringkat
- Soal Ulangan Semester SMK 4 Auto Cad 40 SoalDokumen4 halamanSoal Ulangan Semester SMK 4 Auto Cad 40 SoalarifBelum ada peringkat
- Soal Ulangan Semester SMK 4 Auto Cad 40 SoalDokumen4 halamanSoal Ulangan Semester SMK 4 Auto Cad 40 SoalFirdaus Husaini50% (2)
- CNC Siklus Stock Removal FanucDokumen1 halamanCNC Siklus Stock Removal FanucTaberian SuBelum ada peringkat
- CNC Siklus Stock RemovalDokumen1 halamanCNC Siklus Stock RemovalTaberian SuBelum ada peringkat
- CNC Siklus DrillingDokumen1 halamanCNC Siklus DrillingTaberian SuBelum ada peringkat
- CNC Siklus AlurDokumen1 halamanCNC Siklus AlurTaberian SuBelum ada peringkat
- CNC Siklus Stock RemovalDokumen1 halamanCNC Siklus Stock RemovalTaberian SuBelum ada peringkat