Anda mungkin juga menyukai
- Mesin Perkakas CNC Tu-3a, 2aDokumen74 halamanMesin Perkakas CNC Tu-3a, 2aYopik Indra100% (1)
- S E0551 053560 Appendix4Dokumen8 halamanS E0551 053560 Appendix4saurizhaBelum ada peringkat
- Laporan Praktikum HidrolikDokumen10 halamanLaporan Praktikum Hidrolikroyhaan100% (1)
- Jurnal 2018 Pengendalian Kualitas Ban Radial Tipe r12 Di Pt. Bridgestone TireDokumen18 halamanJurnal 2018 Pengendalian Kualitas Ban Radial Tipe r12 Di Pt. Bridgestone TireCah SoendaBelum ada peringkat
- Perancangan Review Jurnal "Robot Pemadam Api Divisi Senior Berkaki"Dokumen15 halamanPerancangan Review Jurnal "Robot Pemadam Api Divisi Senior Berkaki"ogihafizBelum ada peringkat
- RANCANGDokumen121 halamanRANCANGAgus Setia BudiBelum ada peringkat
- Heat Exchanger Double PipeDokumen39 halamanHeat Exchanger Double PipeAzka Fauzi AzharBelum ada peringkat
- UNTUK DOKUMEN TEKNISDokumen308 halamanUNTUK DOKUMEN TEKNISWinadi Kurniawan100% (2)
- Media Pembelajaran Sistem Operasi Berbasis Multimedia InteraktifDokumen15 halamanMedia Pembelajaran Sistem Operasi Berbasis Multimedia InteraktifReti AvitanandaBelum ada peringkat
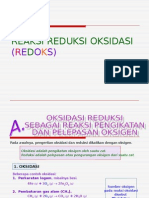
- Materi Bab II Reaksi Redoks Dan ElektrokimiaDokumen27 halamanMateri Bab II Reaksi Redoks Dan ElektrokimiaToman SimamoraBelum ada peringkat
- Besi TuangDokumen20 halamanBesi TuangFarel HerlandoBelum ada peringkat
- Lowongan o IDokumen1 halamanLowongan o IFiram KindnessBelum ada peringkat
- Laporan LAB MetalografiDokumen9 halamanLaporan LAB MetalografiDzacky AriyatmokoBelum ada peringkat
- Perencanaan Sistem Kelistrikan Plts Atap On-Grid: Source: Abmas LIPIST BojonegoroDokumen24 halamanPerencanaan Sistem Kelistrikan Plts Atap On-Grid: Source: Abmas LIPIST BojonegoroRaib BulanBelum ada peringkat
- REAKSI REDOKSDokumen11 halamanREAKSI REDOKSDwivelia AftikaBelum ada peringkat
- Bahan Plastik PDFDokumen38 halamanBahan Plastik PDFwahyudinBelum ada peringkat
- ANALISIS SOALDokumen26 halamanANALISIS SOALFITRIBelum ada peringkat
- Thermoplastic 2nd GroupDokumen10 halamanThermoplastic 2nd GroupMikael JefBelum ada peringkat
- OJt RaihanDokumen25 halamanOJt RaihanYanuar BayuBelum ada peringkat
- Isi Laporan Proses ProduksiDokumen32 halamanIsi Laporan Proses ProduksiAinoel YaqinBelum ada peringkat
- SEPATU LAUNDRYDokumen20 halamanSEPATU LAUNDRYZolan ClaudioBelum ada peringkat
- Laporan MetalografiDokumen18 halamanLaporan Metalografisyahr7Belum ada peringkat
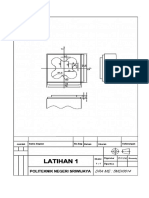
- LATIHAN_CUTTERDokumen7 halamanLATIHAN_CUTTERTri PebriwinarnoBelum ada peringkat
- Laporan Praktikum 2Dokumen3 halamanLaporan Praktikum 2Stefanus KurniawanBelum ada peringkat
- Peta Proses Operasi AbbasDokumen2 halamanPeta Proses Operasi AbbasSucipto AbbasBelum ada peringkat
- Perencanaan Perhitungan Pembangkit Listrik Tenaga Surya (PLTS)Dokumen11 halamanPerencanaan Perhitungan Pembangkit Listrik Tenaga Surya (PLTS)'Benny H Sianipar'Belum ada peringkat
- Material Non LogamDokumen137 halamanMaterial Non Logamarif maulanafBelum ada peringkat
- Jurnal Mesin Uji Tarik Menggunakan LoadDokumen8 halamanJurnal Mesin Uji Tarik Menggunakan LoadAhsan MBelum ada peringkat
- Pengukuran Blok SilinderDokumen18 halamanPengukuran Blok SilinderBadru TamamBelum ada peringkat
- Makalah RitelDokumen20 halamanMakalah RitelAmang GayamBelum ada peringkat
- Modifikasi Hoist Gantry Crane Untuk Mengangkat Mold Base Di Bengkel Mesin PNJDokumen28 halamanModifikasi Hoist Gantry Crane Untuk Mengangkat Mold Base Di Bengkel Mesin PNJmink jumperBelum ada peringkat
- Laporan Praktikum Hidrolik KontrolDokumen15 halamanLaporan Praktikum Hidrolik KontrolNurdiansyahBelum ada peringkat
- Contoh PerhItungan PLTSDokumen14 halamanContoh PerhItungan PLTSSugeng PrayitnoBelum ada peringkat
- PLTSDokumen19 halamanPLTSAndikaLesmanaBelum ada peringkat
- 3 Komponen Jaringan DistribusiDokumen84 halaman3 Komponen Jaringan DistribusiTeguh PrasetyoBelum ada peringkat
- PLTS Off-Grid dan On-GridDokumen26 halamanPLTS Off-Grid dan On-GridToto Supriyo100% (1)
- LAPORANDokumen49 halamanLAPORANOkdy Fahrulian AkbarBelum ada peringkat
- Surat Keterangan Belum NikahDokumen1 halamanSurat Keterangan Belum NikahLAODE MUHAMMAD DARNOBelum ada peringkat
- CV TerbaruDokumen2 halamanCV TerbaruNini MaryaniBelum ada peringkat
- 5 SeismikDokumen11 halaman5 SeismiktrumanBelum ada peringkat
- Makalah Bela NegaraDokumen18 halamanMakalah Bela NegaraGhezy Fairuz RayhanBelum ada peringkat
- Tugas Otomasi (Fuel Injection)Dokumen15 halamanTugas Otomasi (Fuel Injection)bondanarioBelum ada peringkat
- Bauran Pemasaran PaprikaDokumen5 halamanBauran Pemasaran PaprikaTyagita Gyth Andini MardiyahBelum ada peringkat
- Metrologi IndustriDokumen27 halamanMetrologi IndustriAsep Nur HidayatBelum ada peringkat
- 210812-ESDM-Presentasi Program GERILYA R2Dokumen12 halaman210812-ESDM-Presentasi Program GERILYA R2M. Rifki Izzul HaqBelum ada peringkat
- Makalah CNC MillingDokumen18 halamanMakalah CNC MillingSendy VgBelum ada peringkat
- Modul SKP 1Dokumen118 halamanModul SKP 1Dhafinrizkyr009Belum ada peringkat
- Desain RagumDokumen7 halamanDesain Ragumhrint79Belum ada peringkat
- Ekstraksi AluminiumDokumen24 halamanEkstraksi Aluminiumsandy widodoBelum ada peringkat
- Mesin DrillingDokumen17 halamanMesin DrillingCatur Endah Sulistiyoningrum100% (1)
- Proses Stamping Adalah Proses Pencetakan Metal Secara Dingin Dengan Menggunakan Dies Dan Mesin Press Umumnya Plate Yang DicetakDokumen2 halamanProses Stamping Adalah Proses Pencetakan Metal Secara Dingin Dengan Menggunakan Dies Dan Mesin Press Umumnya Plate Yang DicetakUgiezRagielBelum ada peringkat
- Presentasi Energi SuryaDokumen30 halamanPresentasi Energi SuryaOriBelum ada peringkat
- Materi Mesin Gerindra LengkapDokumen23 halamanMateri Mesin Gerindra LengkapzakyBelum ada peringkat
- Modul Praktikum Perawatan MesinDokumen30 halamanModul Praktikum Perawatan MesinAnonymous NtS775PYyBelum ada peringkat
- Mesin JahitDokumen36 halamanMesin JahitYogi PriyoBelum ada peringkat
- MESIN CNC TU-3ADokumen71 halamanMESIN CNC TU-3AAhmad BuchoriBelum ada peringkat
- CNC Dasar Tu-3aDokumen86 halamanCNC Dasar Tu-3aade sumpenaBelum ada peringkat
- Makalah CNCDokumen6 halamanMakalah CNCPanji AwaludinBelum ada peringkat
- CNC Mesin BubutDokumen57 halamanCNC Mesin Bubutade sumpenaBelum ada peringkat
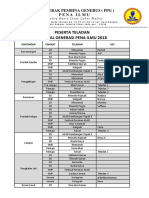
- PESERTA TELADANDokumen2 halamanPESERTA TELADANRivaldi Arno SaputraBelum ada peringkat
- PESERTA TELADANDokumen2 halamanPESERTA TELADANRivaldi Arno SaputraBelum ada peringkat
- PESERTA TELADANDokumen2 halamanPESERTA TELADANRivaldi Arno SaputraBelum ada peringkat
- PESERTA TELADANDokumen2 halamanPESERTA TELADANRivaldi Arno SaputraBelum ada peringkat
- Tugas CNC2 ValdiDokumen1 halamanTugas CNC2 ValdiRivaldi Arno SaputraBelum ada peringkat
- Pengukuran Level Alat UkurDokumen1 halamanPengukuran Level Alat UkurRivaldi Arno SaputraBelum ada peringkat
- Manusia Sebagai KhalifahDokumen6 halamanManusia Sebagai KhalifahFarid AmrullahBelum ada peringkat
- Job 2 S.a.G (Kel - 4) 5EDokumen21 halamanJob 2 S.a.G (Kel - 4) 5ERivaldi Arno SaputraBelum ada peringkat
- Roda Gigi CacingDokumen14 halamanRoda Gigi CacingMuhammad Hanif100% (2)
- Worm GearsDokumen2 halamanWorm GearsRivaldi Arno SaputraBelum ada peringkat
- Intstrumentasi Pengukuran Level Dan FlowDokumen23 halamanIntstrumentasi Pengukuran Level Dan FlowMarga Tm100% (11)
- Intstrumentasi Pengukuran Level Dan FlowDokumen23 halamanIntstrumentasi Pengukuran Level Dan FlowMarga Tm100% (11)