Anda mungkin juga menyukai
- Isi Laporan Proses ProduksiDokumen32 halamanIsi Laporan Proses ProduksiAinoel YaqinBelum ada peringkat
- Laporan OJT Drianto DarmawanDokumen44 halamanLaporan OJT Drianto DarmawanRian DarmawanBelum ada peringkat
- Binder7 PDFDokumen121 halamanBinder7 PDFAgus Setia BudiBelum ada peringkat
- S E0551 053560 Appendix4Dokumen8 halamanS E0551 053560 Appendix4saurizhaBelum ada peringkat
- Presentasi Ujian Skripsi RETIDokumen15 halamanPresentasi Ujian Skripsi RETIReti AvitanandaBelum ada peringkat
- RKS Perpustakaan PNJ 2019 PDFDokumen308 halamanRKS Perpustakaan PNJ 2019 PDFWinadi Kurniawan100% (2)
- Lowongan o IDokumen1 halamanLowongan o IFiram KindnessBelum ada peringkat
- Laporan Praktikum HidrolikDokumen10 halamanLaporan Praktikum Hidrolikroyhaan100% (1)
- Perancangan Review Jurnal "Robot Pemadam Api Divisi Senior Berkaki"Dokumen15 halamanPerancangan Review Jurnal "Robot Pemadam Api Divisi Senior Berkaki"ogihafizBelum ada peringkat
- CNC Dasar Tu-3aDokumen82 halamanCNC Dasar Tu-3aRivaldi Arno SaputraBelum ada peringkat
- Makalah RitelDokumen20 halamanMakalah RitelAmang GayamBelum ada peringkat
- Bahan Plastik PDFDokumen38 halamanBahan Plastik PDFwahyudinBelum ada peringkat
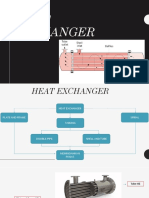
- Heat Exchanger Double PipeDokumen39 halamanHeat Exchanger Double PipeAzka Fauzi AzharBelum ada peringkat
- Besi TuangDokumen20 halamanBesi TuangFarel HerlandoBelum ada peringkat
- Reaksi Reduksi OksidasiDokumen11 halamanReaksi Reduksi OksidasiDwivelia AftikaBelum ada peringkat
- OJt RaihanDokumen25 halamanOJt RaihanYanuar BayuBelum ada peringkat
- Analisis SMK Ulangan Harian 2017 - 2018Dokumen26 halamanAnalisis SMK Ulangan Harian 2017 - 2018FITRIBelum ada peringkat
- Lencana PNJDokumen37 halamanLencana PNJIzanagiNoOkamiBelum ada peringkat
- Laporan MetalografiDokumen18 halamanLaporan Metalografisyahr7Belum ada peringkat
- Laporan LAB MetalografiDokumen9 halamanLaporan LAB MetalografiDzacky AriyatmokoBelum ada peringkat
- Materi Bab II Reaksi Redoks Dan ElektrokimiaDokumen27 halamanMateri Bab II Reaksi Redoks Dan ElektrokimiaToman SimamoraBelum ada peringkat
- Jeniar R - BP Jshoe LaundryDokumen20 halamanJeniar R - BP Jshoe LaundryZolan ClaudioBelum ada peringkat
- Peta Proses Operasi AbbasDokumen2 halamanPeta Proses Operasi AbbasSucipto AbbasBelum ada peringkat
- Laporan Praktikum 2Dokumen3 halamanLaporan Praktikum 2Stefanus KurniawanBelum ada peringkat
- Day 1 - Introduction To Solar PV System by Yongki Adi PDokumen65 halamanDay 1 - Introduction To Solar PV System by Yongki Adi PRaihan AdiBelum ada peringkat
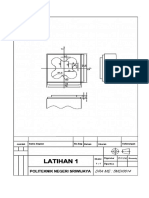
- Latihan 1. CNC 3aDokumen7 halamanLatihan 1. CNC 3aTri PebriwinarnoBelum ada peringkat
- Makalah - Kelompok 4 - Blok SilinderDokumen18 halamanMakalah - Kelompok 4 - Blok SilinderBadru TamamBelum ada peringkat
- Modifikasi Hoist Gantry Crane Untuk Mengangkat Mold Base Di Bengkel Mesin PNJDokumen28 halamanModifikasi Hoist Gantry Crane Untuk Mengangkat Mold Base Di Bengkel Mesin PNJmink jumperBelum ada peringkat
- Perencanaan Perhitungan Pembangkit Listrik Tenaga Surya (PLTS)Dokumen11 halamanPerencanaan Perhitungan Pembangkit Listrik Tenaga Surya (PLTS)'Benny H Sianipar'Belum ada peringkat
- Bauran Pemasaran PaprikaDokumen5 halamanBauran Pemasaran PaprikaTyagita Gyth Andini MardiyahBelum ada peringkat
- Thermoplastic 2nd GroupDokumen10 halamanThermoplastic 2nd GroupMikael JefBelum ada peringkat
- PLTS KelompokDokumen26 halamanPLTS KelompokToto Supriyo100% (1)
- Material Non LogamDokumen137 halamanMaterial Non Logamarif maulanafBelum ada peringkat
- Tugas Otomasi (Fuel Injection)Dokumen15 halamanTugas Otomasi (Fuel Injection)bondanarioBelum ada peringkat
- Penentuan Jadwal Preventive Maintenance PDFDokumen10 halamanPenentuan Jadwal Preventive Maintenance PDFdeni1982_hermawanBelum ada peringkat
- Desain RagumDokumen7 halamanDesain Ragumhrint79Belum ada peringkat
- Jurnal Mesin Uji Tarik Menggunakan LoadDokumen8 halamanJurnal Mesin Uji Tarik Menggunakan LoadAhsan MBelum ada peringkat
- Laporan Praktikum - MetalografiDokumen16 halamanLaporan Praktikum - Metalografisirup marjanBelum ada peringkat
- 5 SeismikDokumen11 halaman5 SeismiktrumanBelum ada peringkat
- Laporan Praktikum Hidrolik KontrolDokumen15 halamanLaporan Praktikum Hidrolik KontrolNurdiansyahBelum ada peringkat
- Makalah Stainless SteelDokumen8 halamanMakalah Stainless SteelHarzami AhadiBelum ada peringkat
- PLN Corporate Exposure PLTSDokumen19 halamanPLN Corporate Exposure PLTSAndikaLesmanaBelum ada peringkat
- Implementasi 5SDokumen9 halamanImplementasi 5SHanabi_Mine100% (1)
- Peta Proses ProduksiDokumen1 halamanPeta Proses ProduksiVini Jahrotun JannahBelum ada peringkat
- Laporan Perencanaan PemeliharaanDokumen49 halamanLaporan Perencanaan PemeliharaanOkdy Fahrulian AkbarBelum ada peringkat
- 3 Komponen Jaringan DistribusiDokumen84 halaman3 Komponen Jaringan DistribusiTeguh PrasetyoBelum ada peringkat
- Bab IDokumen4 halamanBab Ibowo100% (2)
- Jenis Material PlastikDokumen6 halamanJenis Material PlastikRiza100% (1)
- PSIKOLOGIDokumen30 halamanPSIKOLOGIYudha Adhi PradhanaBelum ada peringkat
- Surat Keterangan Belum NikahDokumen1 halamanSurat Keterangan Belum NikahLAODE MUHAMMAD DARNOBelum ada peringkat
- Besi TuangDokumen9 halamanBesi Tuangmaria shintaBelum ada peringkat
- Presentasi Energi SuryaDokumen30 halamanPresentasi Energi SuryaOriBelum ada peringkat
- Sistem Otomasi Akuaponik Berbasis Mikrokontroller TerbaruDokumen18 halamanSistem Otomasi Akuaponik Berbasis Mikrokontroller TerbaruDinabilah Adani100% (1)
- Jurnal Timbal (PB)Dokumen10 halamanJurnal Timbal (PB)Arthur AlexandroBelum ada peringkat
- Perencanaan Sistem Kelistrikan Plts Atap On-Grid: Source: Abmas LIPIST BojonegoroDokumen24 halamanPerencanaan Sistem Kelistrikan Plts Atap On-Grid: Source: Abmas LIPIST BojonegoroRaib BulanBelum ada peringkat
- Pendekatan Lean Sigma Sebagai Upaya Untuk Meminimasi Waste Pada Proses Pengemasan Industri FarmasiDokumen9 halamanPendekatan Lean Sigma Sebagai Upaya Untuk Meminimasi Waste Pada Proses Pengemasan Industri FarmasiArif RahmanBelum ada peringkat
- Makalah Seminar Hasil - Nadya SesdilaDokumen12 halamanMakalah Seminar Hasil - Nadya SesdilaNadyasesdilaBelum ada peringkat
- 1Dokumen9 halaman1AlmaydhaIndraswatiBelum ada peringkat
- Tugas Akhir Analisa KualitasDokumen134 halamanTugas Akhir Analisa Kualitasevarcrazy89Belum ada peringkat
- 05.2 Bab 2Dokumen18 halaman05.2 Bab 2Yopa PandeBelum ada peringkat