Anda mungkin juga menyukai
- Uraian - Jabatan Kabag ProduksiDokumen3 halamanUraian - Jabatan Kabag Produksirizki satriantoBelum ada peringkat
- HO PF # 5 - Peta Kerja Dan Perancangan KapasitasDokumen31 halamanHO PF # 5 - Peta Kerja Dan Perancangan KapasitasAbdul AziesBelum ada peringkat
- Studi Kasus Manufacturing SuzukiDokumen10 halamanStudi Kasus Manufacturing SuzukiMade Mas Sujana WirakusumaBelum ada peringkat
- 1 Format RKBMD Dan RKPBMDDokumen19 halaman1 Format RKBMD Dan RKPBMDAjun JunaediBelum ada peringkat
- Analisa Produk Dan Proses ManufakturDokumen28 halamanAnalisa Produk Dan Proses Manufakturaditya wardhono0% (2)
- PTLP - B8 - Modul 4Dokumen41 halamanPTLP - B8 - Modul 4artha bripkaBelum ada peringkat
- Monitoring PPI RiduanDokumen18 halamanMonitoring PPI RiduanM.RIDUANBelum ada peringkat
- CatiaDokumen12 halamanCatiailyasanaufal51Belum ada peringkat
- Mata Kuliah CPMK Aktivitas Di MBKM Kegiatan OutputDokumen4 halamanMata Kuliah CPMK Aktivitas Di MBKM Kegiatan OutputAhmad HadyBelum ada peringkat
- BAB 4 ANALISA Produk & Proses RevisiDokumen17 halamanBAB 4 ANALISA Produk & Proses RevisiJiyuuBelum ada peringkat
- Materi Webinar Bab 14Dokumen3 halamanMateri Webinar Bab 14Aisyah RianiBelum ada peringkat
- Gambar 1 Denah Pabrik Setia KawanDokumen1 halamanGambar 1 Denah Pabrik Setia KawanDerri GymnastiarBelum ada peringkat
- Student Report Production Batch 1Dokumen7 halamanStudent Report Production Batch 1Muhammadali NursofaBelum ada peringkat
- Simbol Operasi ProduksiDokumen7 halamanSimbol Operasi Produksiabduh14Belum ada peringkat
- Materi Modul 4 KanbanDokumen3 halamanMateri Modul 4 KanbanTeknik PemesinanBelum ada peringkat
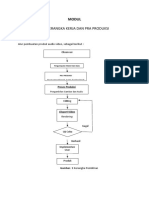
- Modul Kerangka Kerja Dan Pra ProduksiDokumen6 halamanModul Kerangka Kerja Dan Pra ProduksiDhony Syam PratomoBelum ada peringkat
- Master ScheduleDokumen71 halamanMaster ScheduleharnoBelum ada peringkat
- Modul Praktikum Tekno Ii (2019) - 10-30Dokumen21 halamanModul Praktikum Tekno Ii (2019) - 10-30Grace Akwila DepariBelum ada peringkat
- Modul 3 PPST4 2014Dokumen14 halamanModul 3 PPST4 2014Steven BudimanBelum ada peringkat
- Ch06 - Job Order Process CostingDokumen46 halamanCh06 - Job Order Process CostingSofyan Nur IhsanBelum ada peringkat
- Wi PRDokumen1 halamanWi PRalexBelum ada peringkat
- 1868 4578 1 PBDokumen8 halaman1868 4578 1 PBasistensi varaBelum ada peringkat
- Perancangan Tata Letak Dan Fasilitas Industri Bigpro1Dokumen51 halamanPerancangan Tata Letak Dan Fasilitas Industri Bigpro1Taufiq Setya Rifa'iBelum ada peringkat
- Kelompok12 - Desain Aplikasi Siklus Produksi - PPTDokumen12 halamanKelompok12 - Desain Aplikasi Siklus Produksi - PPTsaiful mukminBelum ada peringkat
- Hull Outfitting Presentation NovideoDokumen23 halamanHull Outfitting Presentation Novideokharis abdullahBelum ada peringkat
- Perencanaan - Produksi - PPTX Ke 3Dokumen16 halamanPerencanaan - Produksi - PPTX Ke 3zesika hosi kiranaBelum ada peringkat
- Laporan Praktek CLO 1 MK PPM TI-45-03 - Kelompok-2Dokumen11 halamanLaporan Praktek CLO 1 MK PPM TI-45-03 - Kelompok-2Nabil YusufBelum ada peringkat
- Makalah PTLP EjfDokumen14 halamanMakalah PTLP EjfmansurudinBelum ada peringkat
- Jig and FixtureDokumen9 halamanJig and FixtureNajib RazakBelum ada peringkat
- Nur Alif - 30420983 - 2id02 - Tugas Vclass 1-5 - Perencanaan Dan Perancangan ProdukDokumen10 halamanNur Alif - 30420983 - 2id02 - Tugas Vclass 1-5 - Perencanaan Dan Perancangan ProdukNur AlifBelum ada peringkat
- Materi EditorDokumen3 halamanMateri EditorWOMZ TVBelum ada peringkat
- MAI-09 Tata Letak FasilitasDokumen77 halamanMAI-09 Tata Letak Fasilitasardi widiyantoBelum ada peringkat
- Surat Penawaran: Pejabat Pengadaan Dinas Pertanian, Kehutanan, Perkebunan Dan Peternakankab. WakatobiDokumen7 halamanSurat Penawaran: Pejabat Pengadaan Dinas Pertanian, Kehutanan, Perkebunan Dan Peternakankab. WakatobiExschel Putra SinexBelum ada peringkat
- SOP Modul 2 PTLFDokumen9 halamanSOP Modul 2 PTLFNovrizalhadyBelum ada peringkat
- Format Laporan Akhir PTLFDokumen14 halamanFormat Laporan Akhir PTLFMUHAMMAD HAFIDZ MUNAWARBelum ada peringkat
- Bab Iv: 4.1. Pengumpulan DataDokumen19 halamanBab Iv: 4.1. Pengumpulan DataUmar Syauqi AbdullahBelum ada peringkat
- Transformasi Manufaktur 27 Juli 2021Dokumen45 halamanTransformasi Manufaktur 27 Juli 2021aateka02Belum ada peringkat
- Analisa Dan Perancangan SistemDokumen11 halamanAnalisa Dan Perancangan SistemadvankuBelum ada peringkat
- Sejarah ASKIDokumen6 halamanSejarah ASKIBella Slsbil04Belum ada peringkat
- Job DeskDokumen4 halamanJob DeskHanif MuttaqinBelum ada peringkat
- 2016 05 MRP PraktikumDokumen41 halaman2016 05 MRP PraktikumAmiruddin ImMhaBelum ada peringkat
- Modul Praktikum PTLFDokumen65 halamanModul Praktikum PTLFJeje OiBelum ada peringkat
- Modul 1 PLO (2008)Dokumen18 halamanModul 1 PLO (2008)ergodyne470Belum ada peringkat
- Paparan Tesis - RevisiDokumen21 halamanPaparan Tesis - RevisiriyadiBelum ada peringkat
- NawhejdfneajkfbnrDokumen5 halamanNawhejdfneajkfbnrAmirulBelum ada peringkat
- 1947 3465 2 PBDokumen6 halaman1947 3465 2 PBAndro Juntak09Belum ada peringkat
- TTTTTTTTDokumen8 halamanTTTTTTTTIand InkanasBelum ada peringkat
- LK 1 - Modul 6 PBIDokumen7 halamanLK 1 - Modul 6 PBIRetno WidowatiBelum ada peringkat
- Membuat Formulir Sia Nazwa Aprilia Putri Ka13221Dokumen4 halamanMembuat Formulir Sia Nazwa Aprilia Putri Ka13221Nazwa Aprilia PutriBelum ada peringkat
- Modul 07 Master Production Scheduling: Perencanaan Dan Pengendalian ProduksiDokumen16 halamanModul 07 Master Production Scheduling: Perencanaan Dan Pengendalian Produksikhairol mizanBelum ada peringkat
- Dasar Manajemen & Sistem ManufakturDokumen40 halamanDasar Manajemen & Sistem ManufakturNanDo Wandi SaputraBelum ada peringkat
- M4 D7 PTLPDokumen45 halamanM4 D7 PTLPDiar AntengBelum ada peringkat
- DokumenRencanaPelaksanaanProyek (RPP) AutonomaticGuidedVehicle (AGV)Dokumen4 halamanDokumenRencanaPelaksanaanProyek (RPP) AutonomaticGuidedVehicle (AGV)Filo SofiBelum ada peringkat
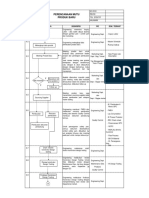
- Contoh Halaman 3 Prosedur Perencanaan Produk BaruDokumen1 halamanContoh Halaman 3 Prosedur Perencanaan Produk BaruwahyudissBelum ada peringkat
- Modul 8 Kelompok 9 (BAB 12345)Dokumen50 halamanModul 8 Kelompok 9 (BAB 12345)Aisyah ArifnaBelum ada peringkat
- IKA PRO 09.00 FabrikasiDokumen5 halamanIKA PRO 09.00 Fabrikasinur azisBelum ada peringkat
- Koordinasi Antar Disiplin Dengan RevitDokumen39 halamanKoordinasi Antar Disiplin Dengan RevitirchamBelum ada peringkat
- Pcu Girder PT Adhimix Precast Indonesia PDFDokumen34 halamanPcu Girder PT Adhimix Precast Indonesia PDFYuni HafashaBelum ada peringkat