Anda mungkin juga menyukai
- Hard HatDokumen7 halamanHard HatRuli Adi NugrohoBelum ada peringkat
- LLLDokumen1 halamanLLLRuli Adi NugrohoBelum ada peringkat
- K 3Dokumen4 halamanK 3Ruli Adi NugrohoBelum ada peringkat
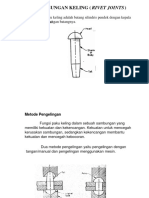
- Keling PWDokumen21 halamanKeling PWRuli Adi NugrohoBelum ada peringkat
- Hard HatDokumen21 halamanHard HatRuli Adi NugrohoBelum ada peringkat
- Daya IdikatorDokumen22 halamanDaya IdikatorRuli Adi NugrohoBelum ada peringkat
- Jadwal Mengajar Di SMK 1 MuhhammadiyahDokumen1 halamanJadwal Mengajar Di SMK 1 MuhhammadiyahRuli Adi NugrohoBelum ada peringkat
- Surat ResignDokumen2 halamanSurat ResignRuli Adi NugrohoBelum ada peringkat
- Pemba Has AnDokumen2 halamanPemba Has AnRuli Adi NugrohoBelum ada peringkat
- Bab IiiDokumen10 halamanBab IiiRuli Adi NugrohoBelum ada peringkat
- Bab IiisuhuDokumen10 halamanBab IiisuhuRuli Adi NugrohoBelum ada peringkat
- RPP Bubut Kelas XIDokumen3 halamanRPP Bubut Kelas XIFadhil Muhammad Idris100% (1)
- LAporan Heat Treatmant3Dokumen20 halamanLAporan Heat Treatmant3Ruli Adi NugrohoBelum ada peringkat
- Bab IiiDokumen10 halamanBab IiiRuli Adi NugrohoBelum ada peringkat
- Bab IiDokumen30 halamanBab IiRuli Adi NugrohoBelum ada peringkat
- RPP Kelas 2 1. BaturaiDokumen45 halamanRPP Kelas 2 1. BaturaiRuli Adi NugrohoBelum ada peringkat
- Soal Teknik Pemsinan Paket BDokumen11 halamanSoal Teknik Pemsinan Paket BRuli Adi NugrohoBelum ada peringkat
- Bab IDokumen9 halamanBab IRuli Adi NugrohoBelum ada peringkat
- RPP Rantai, Roda Gigi Dan KoplingDokumen16 halamanRPP Rantai, Roda Gigi Dan KoplingRuli Adi NugrohoBelum ada peringkat
- RPP Kopling 20-22Dokumen9 halamanRPP Kopling 20-22Ruli Adi NugrohoBelum ada peringkat
- BAB I Rev 2 Judul BaruDokumen5 halamanBAB I Rev 2 Judul BaruRuli Adi NugrohoBelum ada peringkat
- Bab III-metode PenelitianDokumen11 halamanBab III-metode PenelitianRuli Adi NugrohoBelum ada peringkat
- Bab IvDokumen20 halamanBab IvRuli Adi NugrohoBelum ada peringkat
- RPP DL de 13 Pertemuan Ke 1-2Dokumen12 halamanRPP DL de 13 Pertemuan Ke 1-2Ruli Adi NugrohoBelum ada peringkat
- 3 RPP Memproses Buku BesarDokumen7 halaman3 RPP Memproses Buku Besarindra_hkBelum ada peringkat
- Skrip SiDokumen2 halamanSkrip SiRuli Adi NugrohoBelum ada peringkat
- Skrip SiDokumen2 halamanSkrip SiRuli Adi NugrohoBelum ada peringkat
- 91 50 1 PBDokumen6 halaman91 50 1 PBميرزا تشودريBelum ada peringkat
- Bab I 1Dokumen1 halamanBab I 1Ruli Adi NugrohoBelum ada peringkat