Prosman Modul V
Prosman Modul V
Diunggah oleh
Adnan Gigih Wibowo0 penilaian0% menganggap dokumen ini bermanfaat (0 suara)
20 tayangan25 halamanHak Cipta
© © All Rights Reserved
Format Tersedia
PDF, TXT atau baca online dari Scribd
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
© All Rights Reserved
Format Tersedia
Unduh sebagai PDF, TXT atau baca online dari Scribd
0 penilaian0% menganggap dokumen ini bermanfaat (0 suara)
20 tayangan25 halamanProsman Modul V
Prosman Modul V
Diunggah oleh
Adnan Gigih WibowoHak Cipta:
© All Rights Reserved
Format Tersedia
Unduh sebagai PDF, TXT atau baca online dari Scribd
Anda di halaman 1dari 25
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
1
MODUL V
PROSES PENGELASAN DAN FI NI SHI NG
1. TUJUAN PRAKTIKUM
1.1 Pengelasan
Setelah mengikut praktikum ini, seluruh praktikan diharapkan dapat
memahami:
1. Memberikan pengetahuan tentang penentuan metode pengelasan logam.
2. Mengetahui jenis-jenis proses pengelasan
3. Meningkatkan ketrampilan untuk melaksanakan proses pengelasan dasar
dengan baik dan benar.
4. Meningkatkan keamanan dan kenyamanan dalam mengelas.
1.2 Finishing
Setelah mengikut praktikum ini, seluruh praktikan diharapkan dapat memahami:
1. Mengetahui prinsip proses akhir.
2. Mampu menggunakan alat kompresor
2. LANDASAN TEORI PENGELASAN
2.1 Pendahuluan Dan Sejarah Perkembangan
Proses pengelasan merupakan proses penyambungan dua potong logam dengan
pemanasan sampai keadaan plastis atau cair dengan atau tanpa tekanan. Pengelasan
dalam bentuk sederhana telah dikenal dan digunakan sejak beberapa ribu tahun yang
lalu. Para ahli sejarah memperkirakan bahwa orang Mesir kuno mulai menggunakan
pengelasan dengan tekanan pada tahun 5500 SM (untuk membuat pipa tembaga
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
2
dengan memalu lembaran yang tepinya menutup. Winterton menyebutkan bahwa
benda seni orang mesir dibuat pada tahun 3000 SM terdiri dari bahan dasar tembaga
dan emas hasil peleburan dan pemukulan. Jenis pengelasan ini yang disebut
pengelasan tempa (forge welding), merupakan usaha manusia yang pertama dalam
menyambung dua potong logam. Contoh pengelasan tempa kuno yang terkenal
adalah pedang Damascus yang dibuat dengan menempa lapisan-lapisan besi yang
berbeda sifatnya. Pengelasan tempa telah berkembang dan penting bagi orang
Romawi kuno sehingga mereka menyebut salah satu dewanya sebagai Vulcan (dewa
api dan pengerjaan logam) untuk menyatakan seni tersebut. Sekarang kata Vulkanisir
dipakai untuk proses perlakuan karet dengan sulfur, tetapi kata ini dulu berarti
mengeraskan. Dewasa ini pengelasan tempa secara praktis telah ditinggalkan dan
terakhir dilakukan oleh pandai besi.
Kemajuan dalam teknologi pengelasan tidak begitu pesat sampai tahun 1877.
Sebelum tahun 1877, proses pengelasan tempa dan penyolderan telah dipakai selama
3000 tahun. Asal mula pengelasan tahanan listrik (resistance welding) dimulai sekitar
tahun 1877 ketika Prof. Elihu Thompson memulai percobaan pembalikan polaritas
pada gulungan transformator. Dia mendapatkan hak paten pertamanya pada tahun
1885 dan mesin las tumpul tahanan listrik (resistance butt welding) pertama
diperagakan di American Institute Fair pada tahun 1887. Pada tahun 1889, Coffin
diberi hak paten untuk pengelasan tumpul nyala partikel (flash-butt welding) yang
menjadi satu proses las yang penting.
2.2 Pengertian Pengelasan
Definisi las adalah suatu proses penyambungan plat atau logam menjadi satu
akibat panas dengan atau tanpa tekanan. Yaitu dengan cara logam yang akan
disambung dipanaskan terlebih dahulu hinga meleleh, kemudian baru disambung
dengan bantuan perekat (filler). Selain itu las juga bisa didefinisikan sebagai ikatan
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
3
metalurgi yang timbul akibat adanya gaya tarik antara atom. Bedasarkan proses
pelaksanaannya las dapat dibedakan menjadi tiga, yaitu:
1. Pengelasan Cair
Dimana logam induk dan bahan tambahan dipanaskan hingga mencair, kemudian
membiarkan keduanya membeku sehingga membentuk sambungan.
2. Pengelasan Tekan
yaitu dimana kedua logam yang disambung, dipanaskan hingga meleleh, lalu
keduanya ditekan hingga menyambung. Adapun pengelasan tekan itu sendiri dibagi
menjadi :
a. Pengelasan tempa
Merupakan proses pengelasan yang diawali dengan proses pemanasan pada logam
yang diteruskan dengan penempaan (tekan) sehingga terjadi penyambungan logam.
Jenis logam yang cocok pada proses ini adalah baja karbon rendah dan besi, karena
memiliki daerah suhu pengelasan yang besar.
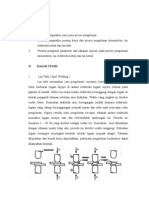
b. Pengelasan tahanan (Resistansi Listrik), proses ini meliputi :
1. Las proyeksi, merupakan proses pengelasan yang hasil pengelasannya sangat
dipengaruhi oleh distribusi arus dan tekanan yang tepat. Prosesnya yaitu pelat
yang akan disambung dijepit dengan elektroda dari paduan tembaga,
kemudian dialiri arus yang besar.
2. Las titik, prosesnya hampir sama dengan las proyeksi, yaitu pelat yang akan
disambung dijepit dahulu dengan elektroda dari paduan tembaga, kemudian
dialiri arus listrik yang besar,dan waktunya dapat diatur sesuai dengan
ketebalan pelat yang akan dilas.
3. Las Kampuh, merupakan proses pengelasan yang menghasilkan sambungan
las yang kontinyu pada dua lembar logam yang tertumpuh. Ada tiga jenis las
kampuh, yaitu las kampuh sudut, las kampuh tumpang sederhana dan las
kampuh penyelesaian.
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
4
4. Las Tumpul, pengelasan las tumpul prosesnya yaitu dua batang logam saling
tekan dan arus mengalir melalui sambungan batang logam tersebut dan
menimbulkan panas. Panas yang terjadi tidak sampai mencairkan logam
namun menimbulkan sambungan las dimana sambungannya akan
menghasilkan tonjolan. Tonjolan bisa dihilangkan dengan pemesinan. Kedua
logam yang disambung sebaiknya mempunyai tahanan yang sama agar terjadi
pemanasan yang rata pada sambungan
c. Pengelasan Gas
Pengelasan dengan gas adalah proses pengelasan dimana digunakan campuran gas
sebagai sumber panas. Nyala gas yang banyak digunakan adalah gas alam, asetilen
dan hidrogen yang dicampur dengan oksigen.
a. Nyala Oksiasetilen
Dalam proses ini digunakan campuran gas oksigen dengan gas asetilen. Suhu
nyalanya bisa mencapai 3500 C. Pengelasan bisa dilakukan dengan atau tanpa logam
pengisi. Oksigen berasal dari proses hidrolisa atau pencairan udara. Oksigen disimpan
dalam silinder baja pada tekanan 14 MPa. Gas asetilen (C2H2) dihasilkan oleh reaksi
kalsium karbida dengan air dengan reaksi sebagai berikut :
C2H2 + 2 H2O Ca(OH)2 + C2H2
Kalsium air Kapur tohor gas asetilen
karbida
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
5
Bentuk tabung oksigen dan asetilen diperlihatkan pada gambar dibawah ini.
Gambar 5.1 Tabung asetilen dan oksigen untuk pengelasan oksiasetilen.
Agar aman dipakai gas asetilen dalam tabung tekanannya tidak boleh melebihi
100 kPa dan disimpan tercampur dengan aseton. Tabung asetilen diisi dengan bahan
pengisi berpori yang jenuh dengan aseton, kemudian diisi dengan gas asetilen.
Tabung asetilen mapu menahan tekanan sampai 1,7 MPa. Skema nyala las dan
sambungan gasnya bisa dilihat pada gambar dibawah ini.
Gambar 5.2 Skema nyala las oksiasetilen dan sambungan gasnya.
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
6
Pada nyala gas oksiasetilen bisa diperoleh 3 jenis nyala yaitu nyala netral,
reduksi dan oksidasi. Pada nyala netral kerucut nyala bagian dalam pada ujung nyala
memerlukan perbandingan oksigen dan asetilen kira-kira 1 : 1 dengan reaksi serti
yang bisa dilihat pada gambar. Selubung luar berwarna kebiru-biruan adalah reaksi
gas CO atau H2 dengan oksigen yang diambil dari udara.
Nyala reduksi terjadi apabila terdapat kelebihan asetilen dan pada nyala akan
dijumpai tiga daerah dimana antara kerucut nyala dan selubung luar akan terdapat
kerucut antara yang berwarna keputih-putihan. Nyala jenis ini digunakan untuk
pengelasan logam Monel, Nikel, berbagai jenis baja dan bermacam-macam bahan
pengerasan permukaan nonferous.
Nyala oksidasi adalah apabila terdapat kelebihan gas oksigen. Nyalanya mirip
dengan nyala netral hanya kerucut nyala bagian dalam lebih pendek dan selubung
luar lebih jelas warnanya.Nyala oksidasi digunakan untuk pengelasan kuningan dan
perunggu.
b. Pengelasan Oksihidrogen
Nyala pengelasan oksihidrogen mencapai 2000
o
C, lebih rendah dari oksigen-
asetilen. Pengelasan ini digunakan pada pengelasan lembaran tipis dan paduan
dengan titik cair yang rendah.
c. Pengelasan Udara-Asetilen
Nyala dalam pengelasan ini mirip dengan pembakar Bunsen. Untuk nyala
dibutuhkan udara yang dihisap sesuai dengan kebutuhan. Suhu pengelasan lebih
rendah dari yang lainnya maka kegunaannya sangat terbatas yaitu hanya untuk patri
timah dan patri suhu rendah.
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
7
d. Pengelasan Gas Bertekanan
Sambungan yang akan dilas dipanaskan dengan nyala gas menggunakan
oksiasetilen hingga 1200
o
C kemudian ditekankan. Ada dua cara penyambungan yaitu
sambungan tertutup dan sambungan terbuka. Pada sambungan tertutup, kedua
permukaan yang akan disambung ditekan satu sama lainnya selama proses
pemanasan. Nyala menggunakan nyala ganda dengan pendinginan air. Selama proses
pemanasan, nyala tersebut diayun untuk mencegah panas berlebihan pada sambungan
yang dilas. Ketila suhu yang tepat sudah diperoleh, benda diberi tekanan. Untuk baja
karbon tekanan permulaan kurang dari 10 MPa dan tekanan upset antara 28 MPa.
Pada sambungan terbuka menggunakan nyala ganda yang pipih yang ditempatkan
pada kedua permukaan yang disambung. Permukaan yang disambung dipanaskan
sampai terbentuk logam cair, kemudian nyala buru-buru dicabut dan kedua
permukaan ditekan sampai 28 MPa hingga logam membeku.
d. Pengelasan Busur
Pengelasan busur listrik adalah cara pengelasan menggunakan busur listrik atau
percikan bunga api listrik akibat hubungan singkat antara dua kutub listrik yang
teionisasi dengan udara melalui penghantar batang elektroda yang sekaligus dapat
digunakan pula sebagai bahan tambah atau bahan pengisi dalam pengelasan. Seperti
yang terlihat dalam gambar di bawah ini
Gambar 5.3 Las busur listrik
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
8
Ada beberapa macam proses las busur listrik berdasarkan elektroda yang
digunakannya, antara lain:
1. Las busur dengan elektroda karbon
Busur listrik yang terjadi diantara ujung elektroda karbon dan logam atau diantara
dua ujung elektroda karbon akan memanaskan dan mencairkan logam yang akan
dilas. Sebagai bahan tambah dapat dipakai elektroda dengan fluksi atau elektroda
yang berselaput fluksi.
Gambar 5.4 Las Busur dengan 2 dan 3 elektrode
Contoh las busur dengan elektroda karbon, misalnya :
a. Las busur dengan elektroda karbon tunggal
b. Las busur dengan elektroda karbon ganda
2. Las busur dengan elektroda logam, misalnya:
a. Las busur dengan elektroda berselaput/ SMAW
Las busur listik dengan elektroda berselaput atau SMAW (Shielded Metal Arc
Welding). Proses las busur ini menggunakan elektroda berselaput sebagai
bahan tambah, busur listrik yang terjadi diantara ujung elektroda dan bahan
dasar akan mencairkan ujung elektroda dan sebagian bahan dasar, selaput
elektroda yang turut terbakar akan mencair dan menghasilkan gas yang
melindungi ujung elektroda, kawah las, busur listrik dan daerah las sekitar
busur listrik terhadap pengaruh udara luar. Di bawah ini gambar las busur
dengan elektroda berselaput.
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
9
Gambar 5.5 Las busur dengan elektroda berselaput
b. Las TIG (Tungsten Inert Gas)/GTAW
Pengelasan TIG (tungsten inert gas) adalah teknik pengelasan berkualitas
tinggi dengan kecepatan peleburan/penyatuan yang rendah. Arc terbakar
antara elektroda tungsten dan bagian yang dikerjakan; elektrodanya tidak
meleleh, jadi hanya berfungsi sebagai penghantar arus dan pembawa arc.
Pengelasan ini pertama kali ditemukan di USA (1940), berawal dari
pengelasan paduan untuk bodi pesawat terbang. Prinsip: panas dari busur
terjadi diantara elektrode Tungsten dan logam induk akan meleburkan logam
pengisi ke logam induk di mana busurnya dilindungi oleh gas mulia (Ar atau
He).
Las ini memakai elekroda Tungsten yang mempunyai titik lebur yang sangat
tinggi (3260 C) dan gas pelindungnya Argon/Helium. Sebenarnya masih ada
gas lainnya, seperti Xenon. Tetapi karena sulit didapat maka jarang
digunakan. Dalam penggunaannya Tungsten tidak ikut mencair karena
Tungsten tahan panas melebihi dari logam pengisi. Karena elektrodanya tidak
ikut mencair maka disebut juga elektroda tidak terumpan.
Untuk pekerjaan lembaran logam yang tipis, pengelasan TIG dapat digunakan
tanpa filler logam. Untuk pekerjaan dengan lembaran logam yang lebih tebal
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
10
atau ketika menggabungkan bahan yang berbeda, filler logam digunakan
dalam bentuk kawat batangan atau kawat gulungan yang dipasok oleh alat
pengumpan yang terpisah biasanya tanpa arus listrik. Dalam pengelasan TIG
standar, api dikeluarkan dengan bebas tetapi sebuah varian yang dikenal
dengan pengelasan plasma menggunakan nozzle sekunder untuk mengecilkan
arc.
Lelehan logam, elektroda tungsten yang panas dan bagian ujung dari filler
logam yang meleleh dilindungi dari atmosfir dengan menggunakan gas inert.
Biasanya, menggunakan argon, meskipun ada manfaat kualitas dan
produktivitas jika menggunakan campuran baik argon dan helium atau argon
dan hidrogen.
Gambar 5.6 Diagram Mesin Las TIG Dan Perlengkapannya
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
11
c. Las MIG/GMAW
Pengelasan MIG (metal inert gas) secara luas digunakan setiap kali
dibutuhkan peleburan/penyatuan logam dengan kecepatan tinggi dan sedang.
Kedua teknik ini menggunakan arc DC yang nyala di antara bagian yang
dikerjakan dan kawat elektroda, dimana elektroda ini fungsinya secara
simultan adalah sebagai pembawa tenaga dan sumber filler logam.
Gas pelindung melingkupi arc, proses pemindahan tetesan dan leburan logam
dari pengaruh atmosfir. Untuk pengelasan MIG, gasnya adalah gas inert :
argon atau campuran argon-helium.
d. Las SAW (Submerged Arc Welding)
Dalam pengelasan busur rendam otomatis, busur dan material yang
diumpankan untuk pengelasan tidak diperlukan seorang operator yang ahli.
Pengelasan otomatis ini pertama kali diusulkan oleh Bernardos dan N.
Slavianoff. Dan Las Busur Rendam dipraktekkan pertama kali oleh D.
Dulchesky.
Las busur rendam adalah pengelasan dimana logam cair tertutup dengan fluks
yang diatur melalui suatu penampung fluks dan logam pengisi yang berupa
kawat pejal diumpankan secara terus menerus. Dalam pengelasan ini busur
listriknya terendam dalam fluks.
Karena dalam pengelasan ini, busur listriknya tidak kelihatan, maka sangat
sukar untuk mengatur jatuhnya ujung busur. Di samping itu karena
mempergunakan kawat elektroda yang besar maka sangat sukar untuk
memegang alat pembakar dengan tangan tepat pada tempatnya. Karena kedua
hal tersebut maka pengelasan selalu dilaksanakan secara otomatis penuh.
Mesin las ini dapat menggunakan sumber listrik AC yang lamban dan DC
dengan tegangan tetap, bila menggunakan listrik AC perlu adanya pengaturan
kecepatan pengumpanan kawat las yang dapat diubah-ubah untuk
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
12
mendapatkan panjang busur yang diperlukan. Bila menggunakan sumber
listrik DC dengan tegangan tetap, kecepatan pengumpanan dapat dibuat tetap
dan biasanya menggunakan polaritas balik (DCRP). Mesin las dengan listrik
DC kadang-kadang digunakan untuk mengelas pelat tipis dengan kecepatan
tinggi atau untuk pengelasan dengan elektroda lebih dari satu.
Keuntungan Las Busur Rendam:
1. Kualitas Las Baik
2. Penetrasi cukup
3. Bahan las hemat
4. Tidak perlu operator tampil
5. Dapat memakai arus yang tinggi
Kerugian Las Busur Rendam:
1. Sulit menentukan hasil seluruh pengelasan
2. Posisi pengelasan hanya horisontal
3. Penggunaan sangat terbatas
3. Pematrian
adalah seperti pengelasan cair, akan tetapi bedanya adalah penggunaan bahan
tambahan/ filler yang mempunyai titik leleh dibawah titik leleh logam induk.
Pengelasan fusion dapat dibedakan menjadi :
a. Pengelasan Laser, merupakan pengelasan yang lambat dan hanya diterapkan pada
las yang kecil, khususnya dalam industri elektronika.
b. Pengelasan Listrik berkas electron, pengelasan jenis ini digunakan untuk
pengelasan pada logam biasa,logam tahan api, logam yang mudah teroksidasi dan
beberapa jenispaduan super yang tak mungkin dilas.
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
13
c. Pengelasan Thermit, merupakan satu-satunya pengelasan yang menggunakan
reaksikimia eksotermis sebagai sumber panas. Thermit merupakancampuran
serbuk Al dan Oksida besi dengan perbandingan 1 : 3.
2.3 Teknik Pengelasan
Ada dua cara penyalaan busur las yaitu:
1. Cara goresan, yaitu dengan menggoreskan ujung elektroda pada permukaan benda
kerja las, kemudian elektroda diangkat sampai ada jarak sebesar diameter
elektroda antara ujung elektroda dan permukaan benda kerja sehingga terbentuk
nyala busur yang stabil.
2. Cara sentuhan, yaitu ujung elektroda disentuhkan ke permukaan benda kerja
sehingga menimbulkan busur las las, kemudian diangkat sampai jarak sebesar
diameter elektroda. Setelah terjadi penyalaan, maka selanjutnya dilakukan
penarikan. Penarikan dilakukan dengan menjaga kekonstanan lebar rigi las
sebesar 2xdiameter elektroda. Dengan sudut elektroda terhadap sumbu mendatar
adalah 70-80. Posisi pengelasan dalam las busur ada 4 yaitu:
a. Di bawah tangan
b. Mendatar
c. Tegak
d. Di atas kepala
2.4 Kelebihan Dan Kekurangan Pengelasan
A. Kelebihan
a. Bentuk geometri yang sederhana dari bagian yang disambung
memungkinkan penurunan biaya dan berat material, jam orang
pelaksanaan, meningkatkan nilai ekonomis dan produktivitas.
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
14
b. Efisiensi sambungan yang baik (kekuatan dari sambungan las dan logam
induk) dapat digunakan pada temperatur tinggi dan tidak ada batas
ketebalan logam induk.
c. Geometri sambungan lebih sederhana dengan tingkat kekedapan terhadap
udara, air dan minyak lebih sempurna.
d. Fasilitas produksi lebih murah, berat yang lebih ringan dan batas mulur (
yield ) yang lebih baik.
B. Kekurangan
a. Kualitas logam las berbeda dengan logam induk, dan kualitas dari logam
induk pada daerah yang tidak terpengaruh panas ke bagian logam las
berubah secara kontinyu.
b. Terjadinya distorsi dan perubahan bentuk (deformasi) disebabkan oleh
pemanasan dan pendinginan cepat.
c. Tegangan sisa termal dari pengelasan dapat menyebabkan kerusakan atau
retak pada bagian las.
d. Kerentanan terhadap retak rapuh dari sambungan las lebih besar
dibandingkan dengan sambungan keling yang disebabkan metode
konstruksi..
e. Bentuk yang kompleks dari daerah pengelasan.
f. Kerusakan bagian dalam sambungan las sukar dideteksi, jadi kualitas
sambungan las tergantung pada keterampilan tukang las.
2.5 Bagian Utama Dan Kelengkapannya
Bagian utama las busur listrik, antara lain:
1. Pesawat las, pesawat-pesawat las yang digunakan, berdasarkan jenis arus
digolongkan sebagai berikut:
a. Pesawat las arus bolak-balik (AC)
Pesawat jenis ini dapat berupa transformator las, pembangkit listrik motor
diesel atau motor bensin tetapi yang banyak digunakan berupa transformator
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
15
las yang mempunyai kapasitas 200 sampai 500 Ampere, dengan voltase yang
keluar antara 36 sampai 70 Volt.
b. Pesawat las arus searah (DC)
Pesawat las arus searah ini dapat berupa pesawat transformator rectifier,
pembangkit motor diesel atau motor bensin, maupun pesawat pembangkit
listrik yang digerakan oleh motor listrik.
c. Pesawat las AC- DC
Pesawat las ini merupakan gabungan dari pesawat las arus bolak-balik dan
arus searah. Dengan pesawat ini akan lebih banyak kemungkinan
pemakaiannya karena arus yang keluar dapat arus searah ataupun arus
bolakbalik. Pesawat las jenis ini misalnya transformator-rectifier maupun
pembangkit listrik motor diesel.
Gambar 5.7 Pesawat Las
Pada penggunaan arus searah dalam pengelasan dapat dilakukan dengan dua
cara pengkutuban.
1. Pengkutuban Langsung
Pada pengkutuban langsung ini, kabel elektroda dipasang pada terminal
negative (-) dan kabel massa pada terminal positif (+). Pengkutuban
langsung sering disebut serkuit las listrik dengan elektroda negative (DC).
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
16
Gambar 5.8 Pengkutuban Langsung
2. Pengkutuban Terbalik
Untuk pengkutuban terbalik, kabel elektroda dipasang pada terminal
positif dan kabel massa dipasang pada terminal negative. Pengkutuban
terbalik sering disebut sirkuit las listrik elektroda positif (DC+).
Gambar 5.9 Pengkutuban Terbalik
2. Kabel las, kabel las biasanya terbuat dari tembaga yang dipilin dan dibungkus
dengan karet isolasi, terdiri dari kabel elektroda (yang menghubungkan pesawat
dengan elektroda melaui holder), kabel massa (yang menghubungkan pesawat
dengan benda kerja melalui klem massa), dan kabel tenaga (yang menghubungkan
sumber tenaga dengan pesawat las). Berikut tabel luas penampang kabel massa
dan kabel elektroda.
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
17
Tabel 3.1 Luas penampang kabel massa dan kabel elektroda
3. Pemegang elektroda (holder), ujung yang tidak berselaput dari elektroda dijepit
dengan pemegang elektroda, pemegang elektroda terdiri dari mulut penjepit dan
pegangan yang dibungkus oleh bahan penyekat. Berikut gambar pemegang
elektroda
Gambar 5.10 Pemegang elektroda
4. Tabung gas lindung, adalah tabung tempat penyimpanan gas lindung seperti
argon dan helium yang digunakan didalam mengelas gas tungsten.
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
18
Gambar 5.11 Tabung gas lindung
5. Regulator gas lindung, adalah adalah pengatur tekanan gas yang akan digunakan
di dalam pengelasan gas tungsten. Pada regulator ini biasanya ditunjukkan
tekanan kerja dan tekanan gas di dalam tabung.
Gambar 5.12 Regulator Gas Lindung
6. Flowmeter untuk gas dipakai untuk menunjukkan besarnya aliran gas lindung
yang dipakai di dalam pengelasan gas tungsten.
Gambar 5.13 Flowmeter
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
19
7. Selang gas dan perlengkapan pengikatnya, berfungsi sebagai penghubung gas dari
tabung menuju pembakar las. Sedangkan perangkat pengikat berfungsi mengikat
selang dari tabung menuju mesin las dan dari mesin las menuju pembakar las.
Gambar 5.14 Selang Gas
8. Stang las (welding torch), berfungsi untuk menyatukan sistem las yang berupa
penyalaan busur dan perlindungan gas lindung selama dilakukan proses
pengelasan.
9. Elektroda tungsten, berfungsi sebagai pembangkit busur nyala selama dilakukan
pengelasan. Elektroda ini tidak berfungsi sebagai bahan tambah.
10. Kawat las, berfungsi sebagai bahan tambah. Tambahkan kawat las jika bahan
dasar yang dipanasi dengan busur tungsten sudah mendekati cair.
11. Assesories pilihan dapat berupa sistem pendinginan air untuk pekerjaan
pengelasan berat rheostat kaki, dan pengatur waktu busur.
2.6 Prosedur Keselamatan Kerja
Untuk menjamin kelancaran dan keselamatan kerja pada saat pengelasan maka
harus memperhatikan penggunaan alat keselamatan kerja pengelasan, antara lain:
1. Helm Las
Helm las maupun tabir las digunakan untuk melindungi kulit muka dan mata dari
sinar las (sinar ultra violet dan ultra merah) yang dapat merusak kulit maupun mata,
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
20
Sinar las yang sangat terang/kuat itu tidak boleh dilihat dangan mata langsung sampai
jarak 16 meter. Helm las ini dilengkapi dengan kaca khusus yang dapat mengurangi
sinar ultra violet dan ultra merah tersebut. Untuk melindungi kaca penyaring ini
biasanya pada bagian luar maupun dalam dilapisi dengan kaca putih.
Gambar 5.15 Helm Las
2. Sarung Tangan
Sarung tangan dibuat dari kulit atau asbes lunak untuk memudahkan memegang
pemegang elektroda. Pada waktu mengelas harus selalu dipakai sepasang sarung
tangan.
Gambar 5.16 Sarung Tangan
3. Baju Las/Apron
Baju las/Apron dibuat dari kulit atau dari asbes. Baju las yang lengkap dapat
melindungi badan dan sebagian kaki. Bila mengelas pada posisi diatas kepala, harus
memakai baju las yang lengkap. Pada pengelasan posisi lainnya dapat dipakai apron.
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
21
Gambar 5.17 Baju Las/ Apron
4. Sepatu Las
Sepatu las berguna untuk melindungi kaki dari semburan bunga api, bila tidak ada
sepatu las, sepatu biasa yang tertutup seluruhnya dapat juga dipakai.
Gambar 5.18 Sepatu Las
5. Masker Las
Jika tidak memungkinkan adanya kamar las dan ventilasi yang baik, maka
gunakanlah masker las, agar terhindar dari asap dan debu las yang beracun.
Gambar 5.19 Masker Las
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
22
3. LANDASAN TEORI FI NI SHI NG
3.1 Pendahuluan
Proses penyelesaian tahap akhir sangat penting untuk dilakukan, karena pada
proses tersebut suatu produk akan menjadi bernilai. Dengan memberikan atau
perlakuan perbaikan pada suatu produk misalnya pemolesan, pendempulan,
penghalusan, pengecatan, dan lain sebagainya produk tersebut akan menjadi bernilai.
Proses akhir (finishing) merupakan proses setelah pengerjaan inti diberikan,
tujuannya yaitu agar produk yang dibuat memiliki nilai tambah, karena produk yang
diberikan proses finishing akan memiliki nilai estetika.
Proses finishing dilakukan untuk tujuan pembersihan, penghilangan bagian yang
tidak diinginkan, dan untuk melindungi atau menghiasi permukaan agar lebih
menarik. Proses pembersihan dilakukan untuk menghilangkan kotoran berupa debu,
oli, atau kerak hasil proses pemesinan.
Proses finishing yang akan dilakukan dalam proses pengerjaan kayu ini adalah
dengan memberikan warna yang lebih baik pada tiap bagian benda kerja yaitu dilapisi
dengan sanding sealer (dempul) dan cat transparan (Vernis) menggunakan semprotan
(Spray Gun).
3.2 Pengertian Pekerjaan Finishing Kayu
Pekerjaan finishing kayu adalah rangkaian terakhir dari seluruh proses produksi
di dalam industri perabot kayu, rotan, dan juga bagian bangunan yang menggunakan
bahan dari kayu. Yang dimaksud dengan pekerjaan finishing kayu adalah melakukan
pelapisan atau pengolesan resin atau suatu zat ke permukaan kayu sehingga
mendapatkan manfaat tertentu. Beberapa proses terakhir dari produksi perabot, ada
yang melakukan suatu pelapisan dengan lembaran melamine atau melapiskan dengan
formica dan lembaran tipis dari bahan sejenis aluminium, serta bahan-bahan lembaran
jadi hasil produksi pabrik bahan pelapisan yang pada umumnya dilakukan dengan
madia lem sebagai perekat. Pelapisan lembaran permukaan bidang benda kerja
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
23
dengan media lem tersebut, tidak termasuk dalam pembahasan pekerjaan finishing
kayu.
Manfaat dari pekerjaan finishing kayu adalah meningkatkan nilai: keindahan
substrat kayu; keawetan bahan kayu; keteguhan gesek dan pukulan; guna bahan kayu;
dan komersial kayu. Agar manfaat finishing dapat dicapai secara maksimal, maka
perlu mengantisipasi hal-hal yang sangat merugikan selama proses aplikasi, yaitu:
a. Pengahalang daya lekat bahan finishing.
b. Pengganggu penampilan keindahan.
c. Penentuan detail perabot atau benda kerja yang perlu dan tak perlu di-finishing.
3.3 Tahapan Proses Finishing Kayu
Proses finishing kayu mempunyai tahapan-tahapan yang sangat berpengaruh
terhadap kualitas hasil akhir. Tahapan-tahapan tersebut telah dibakukan dalam bentuk
langkah-langkah standar, berikut ini:
a. Persiapan permukaan.
b. Pengisian pori-pori kayu.
b. Pewarnaan permukaan.
c. Pelapisan dasar permukaan kayu.
d. Pelapisan antar media.
e. Pelapisan akhir permukaan finishing.
f. Pemolesan permukaan.
Dengan mengenal setiap langkah standar, kita tahu mengapa dan apa yang akan
terjadi bila satu tahapan dihilangkan dari suatu proses finishing. Setiap langkah
standar harus dilakukan secara standar dan taat asas, yakni tertib dalam perlakuan
aplikasi dan setiap tahap proses haruslah menghasilkan keluaran yang berkualitas
utama. Agar langkah-langkah standar dapat berhasil dengan baik maka perlu
memahami penggunaan alat-alat yang dipakai dengan baik, serta tahu dan memahami
bahan-bahan finishing baik perlakuan maupun penggunaan yang optimal. Di samping
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
24
itu, perlu juga mempunyai parameter atau contoh tolok ukur hasil dari tiap proses
yang standar.
3.4 Mengerjakan Finishing dengan Teknik Oles (Politur)
Politur merupakan salah satu jenis finishing yang sangat dikenal pada pembuatan
perabot, perlengkapan rumah tangga dan komponen bangunan seperti kosen jendela,
daun pintu, railing tangga, dan langit langit ruang yang terbuat dari kayu.
Penggunaan politur dimulai pada tahun 1630 di India, yaitu sejak ditemukannya
bahan selak (shellac) dari sejenis insek, yaitu kutu lak yang bernama Laccifer Kerr.
Dengan ditemukannya selak, kebanyakan orang menyebutnya sirlak, dimungkinkan
pembuatan bahan pelapis permukaan kayu yang menarik, baik warna maupun
keindahannya. Pengerjaan politur dengan cara konvensional tidak terlalu sukar, dapat
dengan mudah dipraktikkan oleh pekerja yang berpendidikan rendah, bahkan oleh
orang yang tak berpendidikan.
3.5 Manfaat Politur
Politur bukan sekadar melapisi dan mengkilapkan permukaan kayu, melainkan
juga memperindah dan mempertajam pola serat kayu, serta yang paling penting
menjaga kestabilan kayu dari pengaruh cuaca di luar lingkungannya. Pemolituran
yang tepat juga mengurangi reaksi kayu terhadap suhu dan kelembaban sekitarnya.
Zat cair atau uap air dalam udara bebas tidak dapat masuk ke dalam pori-pori kayu
karena politur yang dilapiskan merupakan film atau lapisan yang membungkus dan
mengisolasi pori-pori pada bidang permukaan luar. Penutupan pori-pori oleh politur,
mempersulit jalan uap air keluar atau penguapan air dari dalam kayu. Kayu yang
telah dipolitur seluruh permukaannya akan menjadi stabil baik bentuk ataupun
ukurannya.
Guna menunjang keindahan kayu atau perabot serta kerajinan, dapat juga
dilakukan pemolituran berwarna. Warna-warna yang dipakai akan menimbulkan
kesan harmonis dengan barang-barang interior di sekitarnya. Kayu yang dipolitur
Praktikum Proses Manufaktur 2011 /
Modul 5 Proses Pengelasan & Finishing
25
akan memberikan kesan hangat, halus dan anggun. Kesan hangat, timbul karena pola
serat masih tampil. Politur membentuk lapisan transparan natural atau transparan
berwarna. Ada pula politur yang berwarna kedap hingga menutup gambar pola serat.
Namun, pemolituran hanya dilakukan pada bagian kecil dari bidang perabot, sebagai
aksen pemanis bentuk, menunjang desain perabot. Dengan memolitur kayu, kayu
menjadi lebih awet meskipun politur sendiri bukan bahan pengawet. Politur
menghambat kerusakan kayu, kayu terlindung dari cahaya dan panas yang langsung
maupun tak langsung. Kayu tetap terlindung dari sinar ultraviolet matahari.
4. TUGAS
1. Gambarkan alat-alat yang digunakan pada pengelasan beserta fungsinya !
2. Sebutkan dan jelaskan jenis-jenis cacat pengelasan !
3. Gambar mesin kompresor dan jelaskan fungsi dari tiap komponennya !
4. Bagaimana cara perawatan kompresor yang baik ?
Anda mungkin juga menyukai
- Laporan Praktek Baja LasDokumen54 halamanLaporan Praktek Baja Lasahmad100% (7)
- Pengertian LasDokumen21 halamanPengertian LasAliefe Ras BraddaBelum ada peringkat
- Perawatan MesinDokumen24 halamanPerawatan MesinWahyu Anjar Setyo LBelum ada peringkat
- I. Tujuan: Waktu Tekan. Kemudian Dialirkan Arus Bertegangan Rendah Diantara ElektrodaDokumen14 halamanI. Tujuan: Waktu Tekan. Kemudian Dialirkan Arus Bertegangan Rendah Diantara Elektrodaindera_inderaBelum ada peringkat
- Bab III PengelasanDokumen25 halamanBab III Pengelasanikhwan ajja100% (1)
- Perkembangan Teknologi LasDokumen21 halamanPerkembangan Teknologi LasbekkaBelum ada peringkat
- Laporan Praktikum Las GasDokumen17 halamanLaporan Praktikum Las GasAngel Moela100% (1)
- Las AsetilinDokumen26 halamanLas AsetilinabdullahBelum ada peringkat
- Proses Produksi 2Dokumen63 halamanProses Produksi 2Anggi Bogi Sf100% (1)
- LAS (Welding) : Modul PraktikumDokumen54 halamanLAS (Welding) : Modul PraktikumHary KurniawanBelum ada peringkat
- Kelompok 3 Las AcetylheneDokumen26 halamanKelompok 3 Las Acetylhenerusdi febriyantoBelum ada peringkat
- Las AsetilinDokumen26 halamanLas AsetilinpurnaBelum ada peringkat
- Praktek LasDokumen54 halamanPraktek LasMuhammad FadrulBelum ada peringkat
- Resa M R (11.11.058)Dokumen20 halamanResa M R (11.11.058)Resza RofianzBelum ada peringkat
- Laporan Kerja BajaDokumen20 halamanLaporan Kerja BajaMuhammad Rafiq KhairiBelum ada peringkat
- T.Manufaktur 3 8Dokumen44 halamanT.Manufaktur 3 8Andri YansyahBelum ada peringkat
- Modul Iii Pengelasan Dan AbrasifDokumen9 halamanModul Iii Pengelasan Dan Abrasifxxndry 1Belum ada peringkat
- Perkembangan Teknologi LasDokumen24 halamanPerkembangan Teknologi LasFatnan NMBelum ada peringkat
- Teknik PengelasanDokumen18 halamanTeknik PengelasanAmin UddinBelum ada peringkat
- Modul 6 LasDokumen21 halamanModul 6 LasFazar SetiawanBelum ada peringkat
- MG 13. Proses Pengelasan LogamDokumen15 halamanMG 13. Proses Pengelasan LogamDAVID SitinjakBelum ada peringkat
- Laporan Praktikum MegelasDokumen22 halamanLaporan Praktikum MegelasRikky TriyadiBelum ada peringkat
- Las TKR XDokumen35 halamanLas TKR XViena 'mHia Gratia UntuBelum ada peringkat
- Kerja Bangku OriffDokumen30 halamanKerja Bangku OriffRizqi Ilmal YaqinBelum ada peringkat
- Manufaktur Dan PengelasanDokumen40 halamanManufaktur Dan Pengelasanmuhammad asharyBelum ada peringkat
- Elemen MesinDokumen16 halamanElemen MesinClinton Banua Betlehem HutajuluBelum ada peringkat
- WeldingDokumen21 halamanWeldingRizki HermawanBelum ada peringkat
- Modul LasDokumen70 halamanModul LasmimbalaBelum ada peringkat
- 9dddbb33351dcc7a13114dcb8bf06d8cDokumen22 halaman9dddbb33351dcc7a13114dcb8bf06d8cHERLINA PEBRIANIBelum ada peringkat
- Laporan Praktikum Proses Manufaktur 2Dokumen20 halamanLaporan Praktikum Proses Manufaktur 2PujaPriyambadaBelum ada peringkat
- Laporan BajaDokumen42 halamanLaporan BajadickyBelum ada peringkat
- Bab 1-3 Laporan Pengelasan Kelompok 2 (A)Dokumen34 halamanBab 1-3 Laporan Pengelasan Kelompok 2 (A)Sigit PratamaBelum ada peringkat
- Job SheetDokumen32 halamanJob SheetRizal SeburingBelum ada peringkat
- Teknik LasDokumen11 halamanTeknik LasGading ArikinBelum ada peringkat
- Tugas Perancangan Tangki Air 5000 LiterDokumen16 halamanTugas Perancangan Tangki Air 5000 LiterAkhmad MuttaqinBelum ada peringkat
- Utk WahidaDokumen22 halamanUtk WahidaasdadasBelum ada peringkat
- Uts Produksi 2Dokumen3 halamanUts Produksi 2kevinBelum ada peringkat
- Makalah PengelasanDokumen12 halamanMakalah PengelasanOtomega GemolongBelum ada peringkat
- Mesin Las ListrikDokumen11 halamanMesin Las ListrikBima GenjiBelum ada peringkat
- WeldingDokumen8 halamanWeldingFatnan NMBelum ada peringkat
- Tugas Makalah Membuat Las Listrik Dan Las AsetelinDokumen16 halamanTugas Makalah Membuat Las Listrik Dan Las AsetelinCesc Exan HoliccBelum ada peringkat
- Makalah LasDokumen16 halamanMakalah LasIlham Bayu TiasmoroBelum ada peringkat
- Proses Produksi-Las Listrik Dan Las AsetilinDokumen18 halamanProses Produksi-Las Listrik Dan Las Asetilinrosyidi syahrulBelum ada peringkat
- Materi PengelasanDokumen10 halamanMateri PengelasanDwi Hanjaya ZBelum ada peringkat
- Materi Penyambungan PelatDokumen5 halamanMateri Penyambungan PelatErdha Kogarta D. PurnamaBelum ada peringkat
- Laporan Lengkap Mesin LasDokumen35 halamanLaporan Lengkap Mesin LasFirda PratiwiBelum ada peringkat
- Isilaporan 1Dokumen21 halamanIsilaporan 1Hariyadi Ari AdiBelum ada peringkat
- Bab 4 PembahasanDokumen12 halamanBab 4 Pembahasankhusnul nurhidayatiBelum ada peringkat
- Laporan Kerja Praktek PT TentremDokumen22 halamanLaporan Kerja Praktek PT TentremAfredo Putra MintoBelum ada peringkat
- Materi Kuliah LasDokumen28 halamanMateri Kuliah LasFajar Tri YuliantoBelum ada peringkat
- Sejarah, Prosedur Dan Pemeriksaan PengelasanDokumen11 halamanSejarah, Prosedur Dan Pemeriksaan PengelasanfrenkyindraBelum ada peringkat
- Laporan Bengkel Las BajaDokumen53 halamanLaporan Bengkel Las Bajaarifpadilah456Belum ada peringkat
- Bab 1Dokumen52 halamanBab 1Muhammad Ardiansyah SaputraBelum ada peringkat