Anda mungkin juga menyukai
- Jobsheet Kerja PlatDokumen16 halamanJobsheet Kerja PlatdwifaajustBelum ada peringkat
- Ilide - Info Mastercam x5 Buku 1 PRDokumen118 halamanIlide - Info Mastercam x5 Buku 1 PRAhmad anas sultanBelum ada peringkat
- 40 Soal Teori Produktif Teknik Pemesinan Kelas XII Dan Kunci Jawabannya - Teknik Pemesinan-DikonversiDokumen71 halaman40 Soal Teori Produktif Teknik Pemesinan Kelas XII Dan Kunci Jawabannya - Teknik Pemesinan-Dikonversisingo100% (1)
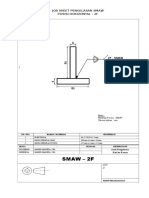
- Job Sheet Smaw 2fDokumen1 halamanJob Sheet Smaw 2fanaklagi belajar100% (1)
- Soal LKS CNC Milling Provinsi 2019Dokumen17 halamanSoal LKS CNC Milling Provinsi 2019Giyanto Nanit100% (2)
- GSK 983mDokumen36 halamanGSK 983mAndrias Nur WibowoBelum ada peringkat
- Otomatisasi Pengelasan Menggunakan Arc Welding Robot Otc Daihen Almega Ax - V6Dokumen30 halamanOtomatisasi Pengelasan Menggunakan Arc Welding Robot Otc Daihen Almega Ax - V6Imam SutrisnoBelum ada peringkat
- Fungsi Panel Kontrol Fanuc 0iDokumen2 halamanFungsi Panel Kontrol Fanuc 0iini noval100% (1)
- Jobsheet CNCDokumen30 halamanJobsheet CNCBerkahBelum ada peringkat
- Soal Dan Kisi-Kisi UAS - TP Bubut XIIDokumen5 halamanSoal Dan Kisi-Kisi UAS - TP Bubut XIIjas tra100% (1)
- SILABUS TPM Teknik Pemesinan BubutDokumen26 halamanSILABUS TPM Teknik Pemesinan BubutOphal Syah100% (2)
- Roda Gigi Payung Model LurusDokumen8 halamanRoda Gigi Payung Model Lurusandareas pasaribuBelum ada peringkat
- Silabus Teknik Pemesinan Gerinda-NESUDokumen14 halamanSilabus Teknik Pemesinan Gerinda-NESUAgus Triyatno100% (1)
- Silabus Teknik Pemesinan Non KonvensionalDokumen10 halamanSilabus Teknik Pemesinan Non KonvensionalBayu AnggaraBelum ada peringkat
- Contoh Program CNCDokumen7 halamanContoh Program CNCAndre Satria MaulanaBelum ada peringkat
- Modul CNC GSKDokumen52 halamanModul CNC GSKFx. Fendi Tri WibowoBelum ada peringkat
- Bahan Ajar Frais Kepala PembagiDokumen7 halamanBahan Ajar Frais Kepala PembagiAlvn WsnPBelum ada peringkat
- Frais Paralel StripDokumen2 halamanFrais Paralel StripIndra Brc0% (1)
- Pek Mesin FraisDokumen185 halamanPek Mesin FraisRusli MubarokBelum ada peringkat
- 1) Kepala Pembagi A) Fungsi Kepala PembagiDokumen3 halaman1) Kepala Pembagi A) Fungsi Kepala Pembagizul_1dri100% (1)
- Presentasi CNC Minggu - 1 (Pengenalan Mesin CNC)Dokumen12 halamanPresentasi CNC Minggu - 1 (Pengenalan Mesin CNC)Ulya Ganeswara Alamy50% (2)
- Materi-3 Inventor Part Extrude-Revolve-Hole-Chamfer-Fillet-CoilDokumen5 halamanMateri-3 Inventor Part Extrude-Revolve-Hole-Chamfer-Fillet-CoilTeguh RaharjoBelum ada peringkat
- Work Preparation 1Dokumen3 halamanWork Preparation 1Jos DavidBelum ada peringkat
- Tugas Akhir LKPDDokumen10 halamanTugas Akhir LKPDandareas pasaribu0% (1)
- Menerapkan Prosedur Pemesinan Bubut CNC 1Dokumen23 halamanMenerapkan Prosedur Pemesinan Bubut CNC 1anwar muhaimin100% (2)
- Lembar Penilaian LKS CNC TurningDokumen3 halamanLembar Penilaian LKS CNC TurningAchmad Nurul Qomari100% (1)
- Mesin Frais CNCDokumen22 halamanMesin Frais CNCniszar darmawanBelum ada peringkat
- Belajar Mastercam X5Dokumen22 halamanBelajar Mastercam X5kristianto_hari80% (5)
- Langkah Cara Mengasah EndmillDokumen3 halamanLangkah Cara Mengasah Endmilliwan kurniawanBelum ada peringkat
- CNC KodeDokumen1 halamanCNC KodeverojargonBelum ada peringkat
- Kepala Palu PDFDokumen1 halamanKepala Palu PDFmurdi23Belum ada peringkat
- Materi 2 Alat Potong Dan Parameternya Untuk CNC Milling-OkDokumen18 halamanMateri 2 Alat Potong Dan Parameternya Untuk CNC Milling-Okwawan sopianBelum ada peringkat
- Jobsheet Las Listrik - Mengelas Kampuh 2 GDokumen2 halamanJobsheet Las Listrik - Mengelas Kampuh 2 GSMK Plus Tunas BangsaBelum ada peringkat
- Teknik Mesin - Teknik Pemesinan - Teknik Pemesinan Bubut Dan Frais 3 - Kelompok Kompetensi 4Dokumen183 halamanTeknik Mesin - Teknik Pemesinan - Teknik Pemesinan Bubut Dan Frais 3 - Kelompok Kompetensi 4yudi ismantoBelum ada peringkat
- Bahan Ajar Teknologi CNCDokumen50 halamanBahan Ajar Teknologi CNCProdi S1 Teknik MesinBelum ada peringkat
- PANDUAN PENGOPERASIKAN MESIN CNC MILLING GSK 980 MDCDokumen44 halamanPANDUAN PENGOPERASIKAN MESIN CNC MILLING GSK 980 MDCjerryBelum ada peringkat
- Bukumesincncmillinga4protec 180723061715 PDFDokumen71 halamanBukumesincncmillinga4protec 180723061715 PDFIbnu KhamdaniBelum ada peringkat
- Soal Latihan Symbol PengelasanDokumen2 halamanSoal Latihan Symbol PengelasanRestu Wibowo100% (1)
- PANDUAN PENGOPERASIKAN MESIN CNC MILLING GSK 980 MDCDokumen44 halamanPANDUAN PENGOPERASIKAN MESIN CNC MILLING GSK 980 MDCIrfiandiBelum ada peringkat
- Membuat Ulir Dengan Program MasterCam X5Dokumen14 halamanMembuat Ulir Dengan Program MasterCam X5Damy Manesi0% (1)
- Jobsheet Las MIG-MAG 3GDokumen4 halamanJobsheet Las MIG-MAG 3Gadnan100% (2)
- RPP Gerinda SEM.1 Pert. 1,2, 3Dokumen8 halamanRPP Gerinda SEM.1 Pert. 1,2, 3Santika AjiBelum ada peringkat
- SOAL USP C2 TPM - 2021 - FixDokumen9 halamanSOAL USP C2 TPM - 2021 - FixRyo PakuBelum ada peringkat
- Langkah Membuat Mastercam BubutDokumen13 halamanLangkah Membuat Mastercam BubutAndrias Nur WibowoBelum ada peringkat
- Job Sheet EngselDokumen3 halamanJob Sheet EngselsingoBelum ada peringkat
- Work Preparation Bentuk Rumit BeronggaDokumen7 halamanWork Preparation Bentuk Rumit Beronggaahmad dewantoroBelum ada peringkat
- Langkah Operasi Mesin Bubut Retrofit GSK980TDDokumen41 halamanLangkah Operasi Mesin Bubut Retrofit GSK980TDImam Ridwan90% (10)
- Gambar Teknik Manufaktur Kelas XIDokumen23 halamanGambar Teknik Manufaktur Kelas XIHary AntoBelum ada peringkat
- Perencanaan Pembuatan Ulir Segi EmpatDokumen30 halamanPerencanaan Pembuatan Ulir Segi EmpatAditya EkaBelum ada peringkat
- Lembar Penilaian Praktik BengkelDokumen16 halamanLembar Penilaian Praktik BengkelandyBelum ada peringkat
- Buku Manual Pengoperasian Mtu Turning 808DDokumen24 halamanBuku Manual Pengoperasian Mtu Turning 808DDwi Ratna KurniawatiBelum ada peringkat
- 8 Modul Ke 8 Sistem Operasi Dan Pemrograman Sinumerik 802 C Base Line CNC MillingDokumen28 halaman8 Modul Ke 8 Sistem Operasi Dan Pemrograman Sinumerik 802 C Base Line CNC Millinganisa zaiemBelum ada peringkat
- Materi Daring 3 CNCDokumen15 halamanMateri Daring 3 CNCAbdullah PurwantoBelum ada peringkat
- Laporan Kegiatan Pelatihan CNCDokumen96 halamanLaporan Kegiatan Pelatihan CNCelyaBelum ada peringkat
- Cara Mengoperasikan Mesin CNC MillingDokumen9 halamanCara Mengoperasikan Mesin CNC MillingPipit Chuuxia100% (1)
- Modul Mesin Bubut CNC P.P. 1 April 2021 PDFDokumen31 halamanModul Mesin Bubut CNC P.P. 1 April 2021 PDFsiskah 305Belum ada peringkat
- Bahan Ajar Mengoperasikan MesinDokumen4 halamanBahan Ajar Mengoperasikan MesinSe'ToBelum ada peringkat
- ASDRDokumen4 halamanASDRFajar SeptianBelum ada peringkat
- Cara Mengoperasikan Mesin CNC MillingDokumen21 halamanCara Mengoperasikan Mesin CNC MillingAnonymous ubRwVJ2BBelum ada peringkat
- CNC MillingDokumen21 halamanCNC MillingStefanus KurniawanBelum ada peringkat