Anda mungkin juga menyukai
- 009.approval Material - Wiremesh - Togomesh (R3)Dokumen24 halaman009.approval Material - Wiremesh - Togomesh (R3)Virama Karya BIHBelum ada peringkat
- 20170517-IAPPI-PUPR-PUSJATAN-Timbunan Ringan PDFDokumen40 halaman20170517-IAPPI-PUPR-PUSJATAN-Timbunan Ringan PDFIan SBelum ada peringkat
- Sni 07-2529-1991Dokumen9 halamanSni 07-2529-1991Essy BasoenondoBelum ada peringkat
- MAKALAH 2 Dynamic CompactionDokumen11 halamanMAKALAH 2 Dynamic Compactionanisa ramadhani100% (1)
- Materi 2 SuaianDokumen17 halamanMateri 2 SuaianAlfian QoulanBelum ada peringkat
- FINAL SE MENTERI PUPR - Penentuan Spektrum Respons Desain Di Permukaan Tanah Untuk Jembatan PDFDokumen51 halamanFINAL SE MENTERI PUPR - Penentuan Spektrum Respons Desain Di Permukaan Tanah Untuk Jembatan PDFM Ivan AdiBelum ada peringkat
- Laporan Akhir Peta Kawasan Banjir 2021Dokumen159 halamanLaporan Akhir Peta Kawasan Banjir 2021opikBelum ada peringkat
- Analisa CesalDokumen3 halamanAnalisa CesalReza NugrahaBelum ada peringkat
- Pemrograman CNC DasarDokumen77 halamanPemrograman CNC DasarMuchamad Jamal CfsBelum ada peringkat
- Manajemen Pemeliharaan MesinDokumen12 halamanManajemen Pemeliharaan MesinRizki Lamlhom100% (1)
- MIX DESAIN Slump 60-180 (3 Kali Ngaduk)Dokumen12 halamanMIX DESAIN Slump 60-180 (3 Kali Ngaduk)Davi NizhomBelum ada peringkat
- Pengujian CBR (Lap)Dokumen14 halamanPengujian CBR (Lap)Sygi Ag SantosoBelum ada peringkat
- Pertemuan AgregatDokumen41 halamanPertemuan AgregatDeo E Volente PelawiBelum ada peringkat
- Perkerasan Lentur Metode FAADokumen19 halamanPerkerasan Lentur Metode FAAIchsan Kage0% (1)
- Beban Gempa SNI 2012 Gempa TerbaruDokumen56 halamanBeban Gempa SNI 2012 Gempa Terbarudedy widiyantoBelum ada peringkat
- 2982 1.spesifikasi Khusus 2020 (Ok) 2022-06-07 095046Dokumen106 halaman2982 1.spesifikasi Khusus 2020 (Ok) 2022-06-07 095046muhammad alif farrasiBelum ada peringkat
- KULIAH GAMBAR TEKNIK I Bentangan (Development) PDFDokumen12 halamanKULIAH GAMBAR TEKNIK I Bentangan (Development) PDFmuhammad suhendraBelum ada peringkat
- Kurikulum Operasional (Kosp) Mts Jamiyah Islamiyah TP 2022 2023Dokumen56 halamanKurikulum Operasional (Kosp) Mts Jamiyah Islamiyah TP 2022 2023Imron RosyadiBelum ada peringkat
- CNC 1Dokumen32 halamanCNC 1JokoNugrohoBelum ada peringkat
- Las AsetilinDokumen29 halamanLas AsetilinIlhamSurfaniBelum ada peringkat
- Slide Menghitung BetonDokumen11 halamanSlide Menghitung Betonmohammad rozikinBelum ada peringkat
- Format ERapor X-TBSM Ganjil OkDokumen3 halamanFormat ERapor X-TBSM Ganjil OkSMK Al-Had Nusantara Kota SerangBelum ada peringkat
- Format Profil SekolahDokumen1 halamanFormat Profil SekolahResti KurniawatiBelum ada peringkat
- FINAL SE MENTERI PUPR - Pelaksanaan Timbunan Material Ringan Mortar Busa PDFDokumen44 halamanFINAL SE MENTERI PUPR - Pelaksanaan Timbunan Material Ringan Mortar Busa PDFasepBelum ada peringkat
- Spo Hand HygieneDokumen6 halamanSpo Hand HygieneBellyana SetiariniBelum ada peringkat
- Materi PLPG Teknik-MesinDokumen169 halamanMateri PLPG Teknik-MesinDede Ayah Rafli100% (1)
- Materi Pembelajaran Roda Gigi PayungDokumen10 halamanMateri Pembelajaran Roda Gigi PayungRifalzi Isa SBelum ada peringkat
- Merencanakan Pembuatan PolaDokumen17 halamanMerencanakan Pembuatan PolaAndrew SondakhBelum ada peringkat
- Pedoman Perancangan Campuran Material Ringan Dengan Mortar Busa Untuk Konstruksi JalanDokumen22 halamanPedoman Perancangan Campuran Material Ringan Dengan Mortar Busa Untuk Konstruksi JalanMuhammad ahyulBelum ada peringkat
- Modul 5. KB1 Materi Pengecoran LogamDokumen29 halamanModul 5. KB1 Materi Pengecoran LogamImbang PutraBelum ada peringkat
- 11 - MIX DESIGN (ACI Method) REGULER 1 JUMATDokumen26 halaman11 - MIX DESIGN (ACI Method) REGULER 1 JUMATMuhammad Nur YahyaBelum ada peringkat
- Materi - Ir Dudung Maulana, SOP Road MAP - AP3IDokumen23 halamanMateri - Ir Dudung Maulana, SOP Road MAP - AP3IRobbi Shobri RakhmanBelum ada peringkat
- Program Operator Mesin BubutDokumen37 halamanProgram Operator Mesin BubutJajang TaryanaBelum ada peringkat
- Formulir Pendaftaran Anggota PramukaDokumen3 halamanFormulir Pendaftaran Anggota PramukaakismanBelum ada peringkat
- Modul CNC 4Dokumen14 halamanModul CNC 4MAGINBelum ada peringkat
- ST5 Novan Adilla, Mortar Busa SBG Material Pengisi Rongga Cave in PD Pkerjaan Terowongan Pengelak Bend Cipanas Sta 0+489.80 - Sta 0+468.45Dokumen12 halamanST5 Novan Adilla, Mortar Busa SBG Material Pengisi Rongga Cave in PD Pkerjaan Terowongan Pengelak Bend Cipanas Sta 0+489.80 - Sta 0+468.45Robbi Shobri RakhmanBelum ada peringkat
- SK Panitia Pemberian Piagam PenghargaanDokumen2 halamanSK Panitia Pemberian Piagam PenghargaanKurnia Bayu KrisnaBelum ada peringkat
- Struktur OrganisasiDokumen1 halamanStruktur OrganisasiAnthy AdrianhyBelum ada peringkat
- AspalDokumen38 halamanAspalSipil KuBelum ada peringkat
- Laporan Kinerja Dinas Psda Tahun 2017Dokumen77 halamanLaporan Kinerja Dinas Psda Tahun 2017M. Ali HarpaBelum ada peringkat
- Metode Pemograman Mesin CNC PDFDokumen15 halamanMetode Pemograman Mesin CNC PDFCak Intz99100% (1)
- Las Karbit AsetilinDokumen7 halamanLas Karbit AsetilinZulfikar Adhitya KusumaBelum ada peringkat
- Modul Projek P5Dokumen10 halamanModul Projek P5alfiBelum ada peringkat
- Laporan Kompas Traverse Dan Total StasionDokumen20 halamanLaporan Kompas Traverse Dan Total StasionAhmad Rizal IbrahimBelum ada peringkat
- Online Training - OkDokumen50 halamanOnline Training - OkSuryacendra PuramegahBelum ada peringkat
- Proyek Akhir Gilang Revisi PendadaranDokumen173 halamanProyek Akhir Gilang Revisi PendadaranCalvin PerdanaBelum ada peringkat
- Pengendalian MutuDokumen21 halamanPengendalian MutuPrieta Aghi MeiliaBelum ada peringkat
- Profil SMKN Kadipaten TasikDokumen5 halamanProfil SMKN Kadipaten TasiknakbuaiBelum ada peringkat
- PM 39 Tahun 2015Dokumen16 halamanPM 39 Tahun 2015FATTMA AREEJBelum ada peringkat
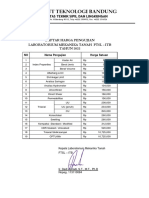
- Harga Uji Lab 2022Dokumen1 halamanHarga Uji Lab 2022deden hardianBelum ada peringkat
- Bab 3 Bentangan Dan IrisanDokumen36 halamanBab 3 Bentangan Dan Irisanhafizd abizar alghifariBelum ada peringkat
- Jobsheet Bubut Kartel Dan Mengebor AdolfDokumen3 halamanJobsheet Bubut Kartel Dan Mengebor AdolfYechinta devi ramadhaniBelum ada peringkat
- RPP BiomassaDokumen4 halamanRPP BiomassaEvi RayaniBelum ada peringkat
- Promes Kelas 6 Ganjil K13 Revisi 2020Dokumen4 halamanPromes Kelas 6 Ganjil K13 Revisi 2020sofia jeniaBelum ada peringkat
- Nim. 1711210 35 Nim. 171121059Dokumen110 halamanNim. 1711210 35 Nim. 171121059sekarBelum ada peringkat
- Teknologi Cold Paving Hot Mix AsbutonDokumen27 halamanTeknologi Cold Paving Hot Mix Asbutonswingli panggalo100% (1)
- Cara Belajar EfektifDokumen9 halamanCara Belajar EfektifAnnissa MailinawatiBelum ada peringkat
- Dasar Pem Rogram AnDokumen19 halamanDasar Pem Rogram AnArif Abdul BasithBelum ada peringkat
- Ho CNCDokumen4 halamanHo CNCAdhi NurcahyoBelum ada peringkat
- 2B Mata BorDokumen5 halaman2B Mata BorMoh NasirBelum ada peringkat
- 1D UkuranDokumen2 halaman1D UkuranMoh NasirBelum ada peringkat
- 06 Pengeboran Mesin BubutDokumen10 halaman06 Pengeboran Mesin BubutMoh Nasir100% (2)
- 1A Prinsip KerjaDokumen5 halaman1A Prinsip KerjaMoh NasirBelum ada peringkat
- 2C KontersingDokumen6 halaman2C KontersingMoh Nasir100% (1)
- 1C Perlengkapan Mesin BubutDokumen14 halaman1C Perlengkapan Mesin BubutMoh Nasir0% (1)
- 2A Bor SenterDokumen5 halaman2A Bor SenterMoh NasirBelum ada peringkat