Anda mungkin juga menyukai
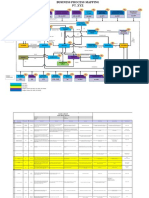
- BPM Iso 9001 Iso 14001 Iso 45001Dokumen7 halamanBPM Iso 9001 Iso 14001 Iso 45001hse lazBelum ada peringkat
- Full Review Ekonomi ManajerialDokumen59 halamanFull Review Ekonomi ManajerialFadhilBelum ada peringkat
- D BT Pengantar Eam 2 (1) Over ViewDokumen38 halamanD BT Pengantar Eam 2 (1) Over ViewrizkiBelum ada peringkat
- Materi Sosialisasi CSMS - Supplier PDFDokumen35 halamanMateri Sosialisasi CSMS - Supplier PDFdidik atmajaBelum ada peringkat
- Training PLC Tingkat DasarDokumen93 halamanTraining PLC Tingkat DasarFajar PrasetyaBelum ada peringkat
- MATERI P2K3 - Kemenaker RI 2022Dokumen83 halamanMATERI P2K3 - Kemenaker RI 2022diliBelum ada peringkat
- Perencanaan AgregatDokumen30 halamanPerencanaan AgregatMuhammad Fadly0% (1)
- 4a. D BT 04 Operation and Efficiency. 8JP (1) OKDokumen98 halaman4a. D BT 04 Operation and Efficiency. 8JP (1) OKadmiralengineerBelum ada peringkat
- 2.2.a Sistim Operasi Dengan Proses Bisnis Untuk Mencapai Target EBITDA RSCM 201005Dokumen31 halaman2.2.a Sistim Operasi Dengan Proses Bisnis Untuk Mencapai Target EBITDA RSCM 201005Kang UudBelum ada peringkat
- Fuzzy MamdaniDokumen68 halamanFuzzy MamdaniPratama AgungBelum ada peringkat
- Process Capability - Indices - Eci - 05 Dec 2022Dokumen59 halamanProcess Capability - Indices - Eci - 05 Dec 2022Ilham BeckBelum ada peringkat
- Pengendalian Dan Penjamin MutuDokumen18 halamanPengendalian Dan Penjamin MutugilangBelum ada peringkat
- Survei Informasi Dan Data Evaluasi: Management Information SystemDokumen7 halamanSurvei Informasi Dan Data Evaluasi: Management Information SystemMoch Azmy KartikoBelum ada peringkat
- Modul 7 Process Capability Analysis - 2022Dokumen9 halamanModul 7 Process Capability Analysis - 2022RheanandaBelum ada peringkat
- PKP FakfakccDokumen16 halamanPKP Fakfakccali sagara25Belum ada peringkat
- Soal BDokumen2 halamanSoal BLukluk Afifatul UmrohBelum ada peringkat
- Paparan Smart 2021 GeneralDokumen36 halamanPaparan Smart 2021 GeneralBasaria NainggolanBelum ada peringkat
- PowerplantDokumen24 halamanPowerplantJhony JacksonBelum ada peringkat
- Laporan Pertemuan Ke-7Dokumen6 halamanLaporan Pertemuan Ke-7Santo edowanta SembiringBelum ada peringkat
- Analisis Kemampuan ProsesDokumen12 halamanAnalisis Kemampuan ProsesRosiana RahmaBelum ada peringkat
- 2 Roren KKP - Pengelolaan Kinerja KKPDokumen55 halaman2 Roren KKP - Pengelolaan Kinerja KKPqanitah olanBelum ada peringkat
- Training Schedule & Syllabus 2021Dokumen9 halamanTraining Schedule & Syllabus 2021Bagus Rizal SetiawanBelum ada peringkat
- Renstra 2013-2018 DiknasDokumen10 halamanRenstra 2013-2018 DiknasMuhammad Dendy PrametaBelum ada peringkat
- Sharing On SEM With Lisrel 8.8Dokumen69 halamanSharing On SEM With Lisrel 8.8Rifki RenaldiBelum ada peringkat
- ch18 IndoDokumen77 halamanch18 IndoFrisal Al GamarBelum ada peringkat
- PN 02-03Dokumen1 halamanPN 02-03mad saniBelum ada peringkat
- Pubex Inru 2022Dokumen49 halamanPubex Inru 2022ilbunBelum ada peringkat
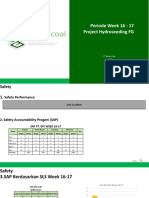
- Safety GPI Week 16-17Dokumen14 halamanSafety GPI Week 16-17Teguh SuwondoBelum ada peringkat
- 2.2.A Sistim Operasi Dengan Proses Bisnis Untuk Mencapai Target EBITDA RUMAH SAKIT 201113 PDFDokumen32 halaman2.2.A Sistim Operasi Dengan Proses Bisnis Untuk Mencapai Target EBITDA RUMAH SAKIT 201113 PDFIKA MARLISABelum ada peringkat
- Contoh Normalisasi DatabaseDokumen5 halamanContoh Normalisasi DatabaseHendra LexmanaBelum ada peringkat
- Analisis Debit Simulasi Pemodelan Swat Di Sub Das Ciliwung HuluDokumen11 halamanAnalisis Debit Simulasi Pemodelan Swat Di Sub Das Ciliwung HuluFernando ArdyantoBelum ada peringkat
- CusumDokumen4 halamanCusumErna SeptyaningrumBelum ada peringkat
- Grafik Sistem RefrigerasiDokumen2 halamanGrafik Sistem RefrigerasisundhariBelum ada peringkat
- 13 - Analisis Kemampuan ProsesDokumen23 halaman13 - Analisis Kemampuan ProsesTita HayuningtyasBelum ada peringkat
- Analisis Kemampuan ProsesDokumen25 halamanAnalisis Kemampuan ProsesIchsan Alwi NasutionBelum ada peringkat
- Paparan SMART 2022-Paparan DJA 23032022Dokumen36 halamanPaparan SMART 2022-Paparan DJA 23032022belajar desainkuyBelum ada peringkat
- Briefing Umum UrutDokumen15 halamanBriefing Umum UrutArdian WikeBelum ada peringkat
- Contoh Kasus Six Sigma Dipublikasi OlehDokumen28 halamanContoh Kasus Six Sigma Dipublikasi OlehWoe WesleyBelum ada peringkat
- Tuning TekananDokumen6 halamanTuning TekananSiskaBelum ada peringkat
- Analisa Kapabilitas Proses ContinueDokumen25 halamanAnalisa Kapabilitas Proses ContinueDani Leonidas SBelum ada peringkat
- Bi Weekly Meeting GPI Week18Dokumen22 halamanBi Weekly Meeting GPI Week18Teguh SuwondoBelum ada peringkat
- Evaluasi Kinerja Anggaran Aspek Konteks TA 2022Dokumen94 halamanEvaluasi Kinerja Anggaran Aspek Konteks TA 2022Faslan Syam SajiahBelum ada peringkat
- 08 B2 OperatorDokumen23 halaman08 B2 OperatorI Kadek Hendra LibrataBelum ada peringkat
- Presentasi Syllabus Engineering 1Dokumen40 halamanPresentasi Syllabus Engineering 1Devith ChristianBelum ada peringkat
- PN 01-52Dokumen2 halamanPN 01-52mad saniBelum ada peringkat
- SimkpnasDokumen1 halamanSimkpnasMandala MBelum ada peringkat
- Analisis Kemampuan Proses Dan Grafik Pengendali-1Dokumen18 halamanAnalisis Kemampuan Proses Dan Grafik Pengendali-1Arin GuraBelum ada peringkat
- 2 Pemb BiayaDokumen9 halaman2 Pemb BiayaWahyudi SBelum ada peringkat
- MODUL 3 Six Sigma 2020Dokumen29 halamanMODUL 3 Six Sigma 2020Bospecel 01Belum ada peringkat
- Materi 12 - Analisa Penyimpangan Dan Capability ProcessDokumen30 halamanMateri 12 - Analisa Penyimpangan Dan Capability ProcessAyu SinagaBelum ada peringkat
- Presentasi OJT EdoDokumen44 halamanPresentasi OJT Edoedo rizaldiBelum ada peringkat
- PPI ExcelDokumen2 halamanPPI ExcelOphan CarterBelum ada peringkat
- Key Point 1Dokumen12 halamanKey Point 1defryBelum ada peringkat
- Tugas Manpro - CostDokumen3 halamanTugas Manpro - CostFilos ProductionBelum ada peringkat
- Tugas1 192491M Rusna PDFDokumen7 halamanTugas1 192491M Rusna PDFRusna RuslanBelum ada peringkat
- Rekayasa Kualitas-2Dokumen20 halamanRekayasa Kualitas-2Aditya Rahadian FachrurBelum ada peringkat
- Sis ProdDokumen9 halamanSis Prodamelia fatma sariBelum ada peringkat
- Tugas Mikro Pasca 2017Dokumen3 halamanTugas Mikro Pasca 2017Yudian SyahBelum ada peringkat
- TCC2017 - Ecofie Max - Taman Bawah Laut MKDKBLDokumen10 halamanTCC2017 - Ecofie Max - Taman Bawah Laut MKDKBLdeddyBelum ada peringkat
- Modul Inflow Inventory Bahasa IndonesiaDokumen144 halamanModul Inflow Inventory Bahasa IndonesiadeddyBelum ada peringkat
- Learning E-Module Mining For Non Mining - CompressedDokumen66 halamanLearning E-Module Mining For Non Mining - CompresseddeddyBelum ada peringkat
- Perkenalan Secara Singkat InterviewDokumen3 halamanPerkenalan Secara Singkat InterviewdeddyBelum ada peringkat