Anda mungkin juga menyukai
- PPK (Kapabilitas Proses)Dokumen25 halamanPPK (Kapabilitas Proses)aditya syamsudinBelum ada peringkat
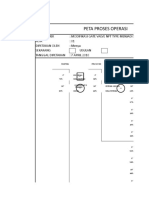
- Contoh Peta Opc, FPC,,FDDokumen7 halamanContoh Peta Opc, FPC,,FDAgus Bekti RohmadiBelum ada peringkat
- Bab IiDokumen34 halamanBab IiIrsan MadridistaBelum ada peringkat
- Susu IndomilkDokumen6 halamanSusu IndomilkSiti SofiyaBelum ada peringkat
- Kunjungan Indjustri ArnottsDokumen40 halamanKunjungan Indjustri ArnottsanggaBelum ada peringkat
- PPI YoghurtDokumen26 halamanPPI YoghurtLidwina Thanya NggataBelum ada peringkat
- PPP-Menetapkan Spesifikasi ProdukDokumen25 halamanPPP-Menetapkan Spesifikasi ProdukSisma Pratama Arum PutriBelum ada peringkat
- Modul 5-PPP - Spesifikasi ProdukDokumen20 halamanModul 5-PPP - Spesifikasi ProdukFathinna Rasyidda100% (1)
- TLPB 2Dokumen31 halamanTLPB 2Riska DianBelum ada peringkat
- Sistem Jaminan MutuDokumen37 halamanSistem Jaminan Mutuaudrey angelicaBelum ada peringkat
- Bagan Gantt Chart Perusahaan Di Bidang Produksi PerusahaanDokumen2 halamanBagan Gantt Chart Perusahaan Di Bidang Produksi PerusahaanRonaldo RudyBelum ada peringkat
- Sertifikasi Halal Di JermanDokumen8 halamanSertifikasi Halal Di JermanPermatasari Hasna ABelum ada peringkat
- Tugas M-11 Kuesioner Susu UltraDokumen2 halamanTugas M-11 Kuesioner Susu UltraRico Fernando T100% (1)
- Bahan Kuliah Mo2Dokumen49 halamanBahan Kuliah Mo2Friscilya SimanjuntakBelum ada peringkat
- Definisi PPICDokumen3 halamanDefinisi PPICNana YulianaBelum ada peringkat
- OEE (Overall EquipmentEffectiveness) Rev PDFDokumen32 halamanOEE (Overall EquipmentEffectiveness) Rev PDFSyarifuddin AlfathBelum ada peringkat
- IsiDokumen78 halamanIsiCha-cha Ntu Dina Ndut100% (1)
- Alert LimitDokumen46 halamanAlert LimitRaisa MusdarBelum ada peringkat
- Essay ProduksiDokumen5 halamanEssay ProduksiDoni RamadhanBelum ada peringkat
- LAPORAN PKL Lingker Kelompok 2Dokumen19 halamanLAPORAN PKL Lingker Kelompok 2EHSS Head OfficeBelum ada peringkat
- Makalah Seminar Mo BaruDokumen47 halamanMakalah Seminar Mo BaruTrie HermawanBelum ada peringkat
- IV Proses Pengembangan Produk BaruDokumen23 halamanIV Proses Pengembangan Produk BaruPrima RamadhaniBelum ada peringkat
- Ringkasan Penjelasan Pak Dedy (Sup. Etikal), Pak Suryo (Sup CHP), Pak Zuhdi (Sup. Apotek), Bu Dini (CSO), Bu Dina (APJ), Bu Christina (KSL)Dokumen72 halamanRingkasan Penjelasan Pak Dedy (Sup. Etikal), Pak Suryo (Sup CHP), Pak Zuhdi (Sup. Apotek), Bu Dini (CSO), Bu Dina (APJ), Bu Christina (KSL)vdrtBelum ada peringkat
- Proposal Skripsi Wie SinDokumen28 halamanProposal Skripsi Wie SinSigidEkoPrawirodihardjoBelum ada peringkat
- Pemilihan Alternatif InvestasiDokumen38 halamanPemilihan Alternatif Investasiprimadya pradiptaBelum ada peringkat
- CP Dan CPKDokumen7 halamanCP Dan CPKAfdianiallBelum ada peringkat
- Quality Control Produk Keripik SingkongDokumen20 halamanQuality Control Produk Keripik SingkongSiti Nurul DarasaBelum ada peringkat
- Bab 4. Peta KerjaDokumen14 halamanBab 4. Peta KerjaSandy KurniawanBelum ada peringkat
- Soal ARC+ARDDokumen1 halamanSoal ARC+ARDAditya KurniawanBelum ada peringkat
- Resume Jurnal Internasional Perancangan Tata Letak FasilitasDokumen9 halamanResume Jurnal Internasional Perancangan Tata Letak FasilitasByeBelum ada peringkat
- Proposal PMW Nata Kulit Pisang Ws DbenakneDokumen18 halamanProposal PMW Nata Kulit Pisang Ws DbenakneAndy BrocksBelum ada peringkat
- Bab I Pendahuluan 1.1 Latar Belakang: Statistical Process Control (SPC) Adalah Suatu Alat Kendali Proses YangDokumen5 halamanBab I Pendahuluan 1.1 Latar Belakang: Statistical Process Control (SPC) Adalah Suatu Alat Kendali Proses YangOyeekBelum ada peringkat
- Proses Produksi Pada Industri Yang Memenuhi 8 Kebutuhan Pokok Di Jawa TimurDokumen34 halamanProses Produksi Pada Industri Yang Memenuhi 8 Kebutuhan Pokok Di Jawa TimuralindafitrotBelum ada peringkat
- Reguler22 - 1401164338 - Alisya Putri Rabbani - MMKTDokumen25 halamanReguler22 - 1401164338 - Alisya Putri Rabbani - MMKTAlisya Putri RabbaniBelum ada peringkat
- 150825-DRAFT Laporan PL (Nur - Size 395776Dokumen32 halaman150825-DRAFT Laporan PL (Nur - Size 395776Lathifah NurulBelum ada peringkat
- DrawingKL NURDokumen1 halamanDrawingKL NURNurul IzzahBelum ada peringkat
- Pengertian Scale UpDokumen1 halamanPengertian Scale UpIhda Truk ManiaBelum ada peringkat
- Bab 1Dokumen6 halamanBab 1Nurul HasanahBelum ada peringkat
- Production Activity ControlDokumen50 halamanProduction Activity ControlhalimBelum ada peringkat
- Ti07821 PDFDokumen103 halamanTi07821 PDFayu laksitaBelum ada peringkat
- Dokumen Tanpa JudulDokumen13 halamanDokumen Tanpa JudulSandi NaperaBelum ada peringkat
- Gambaran Umum Perusahaan (NARASI)Dokumen3 halamanGambaran Umum Perusahaan (NARASI)Faraqh Eka PratiwiBelum ada peringkat
- Analisis Peta Aliran ProsesDokumen2 halamanAnalisis Peta Aliran ProsesNoval Kurniawan100% (1)
- 5 Bab IiiDokumen48 halaman5 Bab IiiRaisa MusdarBelum ada peringkat
- SNI 01 3830 1995 Susu KedelaiDokumen7 halamanSNI 01 3830 1995 Susu KedelaiChiara WijayaBelum ada peringkat
- Tugas Analisis SwotDokumen6 halamanTugas Analisis SwotSri WahyuningsihBelum ada peringkat
- Gambaran Umum Kelurahan Simpang Baru Kecamatan Tampan PekanbaruDokumen10 halamanGambaran Umum Kelurahan Simpang Baru Kecamatan Tampan PekanbaruAri SutrisnaBelum ada peringkat
- Laporan Indofarma Fix BangetDokumen211 halamanLaporan Indofarma Fix BangetRahma Fauzia MadhaningrumBelum ada peringkat
- Week 9 10 CHAPTER 8 MO JayHeizer BarryRender Chuck Munson 2017 Edisi 12 376 405Dokumen30 halamanWeek 9 10 CHAPTER 8 MO JayHeizer BarryRender Chuck Munson 2017 Edisi 12 376 405Radha DewiBelum ada peringkat
- Nqi Dan EqiDokumen13 halamanNqi Dan EqiDwi HartiningsihBelum ada peringkat
- Contoh Laporan PKLDokumen50 halamanContoh Laporan PKLBudi Imam SuhadaBelum ada peringkat
- 5.penentuan Karakteristik ProdukDokumen29 halaman5.penentuan Karakteristik ProdukMuhammad Syafei S100% (1)
- Laporan Praktikum Statistika Industri 2 Kelompok 3Dokumen100 halamanLaporan Praktikum Statistika Industri 2 Kelompok 3Yoki Ade prasetyoBelum ada peringkat
- ANALISA KEMAMPUAN PROSES (Bab6)Dokumen7 halamanANALISA KEMAMPUAN PROSES (Bab6)Akang FieArt100% (3)
- Materi 9 - Analisis Kemampuan ProsesDokumen32 halamanMateri 9 - Analisis Kemampuan Prosesahmad_masrudin1807950% (1)
- 1435 Kuliah 9 Analisis Kemampuan ProsesDokumen23 halaman1435 Kuliah 9 Analisis Kemampuan ProsesiliomartaruiraBelum ada peringkat
- EMA503 11 Analisa Penyimpangan Dan CP 2014 2Dokumen6 halamanEMA503 11 Analisa Penyimpangan Dan CP 2014 2Bima AntasenaBelum ada peringkat
- Analisa Penyimpangan CPDokumen5 halamanAnalisa Penyimpangan CPmaria shintaBelum ada peringkat
- Maria Anzelina S - 21070117140088 - Paper 8Dokumen13 halamanMaria Anzelina S - 21070117140088 - Paper 8Maria Anzelina S.Belum ada peringkat
- MHS 06. Statistical Process Control-KWO - En.id - En.idDokumen55 halamanMHS 06. Statistical Process Control-KWO - En.id - En.idnixonsongameBelum ada peringkat
- KomunikasiDokumen8 halamanKomunikasiAyu SinagaBelum ada peringkat
- PrakaryaDokumen21 halamanPrakaryaAyu SinagaBelum ada peringkat
- Punya TasyaDokumen11 halamanPunya TasyaAyu SinagaBelum ada peringkat
- Materi 12 - Analisa Penyimpangan Dan Capability ProcessDokumen30 halamanMateri 12 - Analisa Penyimpangan Dan Capability ProcessAyu SinagaBelum ada peringkat
- Manusia Citra AllahDokumen18 halamanManusia Citra AllahAyu SinagaBelum ada peringkat
- PrakaryaDokumen21 halamanPrakaryaAyu SinagaBelum ada peringkat
- Prakarya Kelas 9Dokumen11 halamanPrakarya Kelas 9Ayu SinagaBelum ada peringkat
- Bisnis PlanDokumen51 halamanBisnis PlanAyu SinagaBelum ada peringkat
- M.Pemasaran - Komunikasi Bauran PemasaranDokumen10 halamanM.Pemasaran - Komunikasi Bauran PemasaranAyu SinagaBelum ada peringkat