Anda mungkin juga menyukai
- ASTM A307 & A325 BoltDokumen2 halamanASTM A307 & A325 Bolterwin50% (2)
- Sni 1154-2015Dokumen11 halamanSni 1154-2015Budhi Kurniawan100% (1)
- Sni 3967-2013Dokumen20 halamanSni 3967-2013Panca Atmajatama100% (1)
- Sni 1155-2016Dokumen10 halamanSni 1155-2016a aBelum ada peringkat
- Update SNI 2019Dokumen12 halamanUpdate SNI 2019mirfizaBelum ada peringkat
- Sni 07-0052-2006Dokumen17 halamanSni 07-0052-2006OmenOmslayBelum ada peringkat
- SNI 07-3567-2006 BJ DDokumen22 halamanSNI 07-3567-2006 BJ DMuhammad Addi FanhasBelum ada peringkat
- Sni 4416 2017Dokumen35 halamanSni 4416 2017bogie prastowo100% (2)
- Jaring Kawat Baja LasDokumen20 halamanJaring Kawat Baja LasRomli NahudinBelum ada peringkat
- Sni 1729 2015 Struktur Baja Mengacu Aisc 2010Dokumen289 halamanSni 1729 2015 Struktur Baja Mengacu Aisc 2010Angkasah Bacah100% (1)
- Spesifikasi Pipa Baja Bergelombang Armco PDFDokumen38 halamanSpesifikasi Pipa Baja Bergelombang Armco PDFazizBelum ada peringkat
- Kawat Baja Inti LasDokumen8 halamanKawat Baja Inti LasHuda YudistiraBelum ada peringkat
- SNI 4096-2007 (Baja Lembaran Dan Gulungan Lapis)Dokumen17 halamanSNI 4096-2007 (Baja Lembaran Dan Gulungan Lapis)AndiArdiansyahBelum ada peringkat
- Sni 1154-2016Dokumen11 halamanSni 1154-2016Guntara Muria AdityawarmanBelum ada peringkat
- SNI 7860-2015 - Ketentuan Seismik BajaDokumen168 halamanSNI 7860-2015 - Ketentuan Seismik BajaasuasuBelum ada peringkat
- Sni 0302-2014 PDFDokumen9 halamanSni 0302-2014 PDFladhytiaputra100% (1)
- SNI 07-2054-2006 Baja Profil Siku Sama Kaki Proses Canai PanasDokumen18 halamanSNI 07-2054-2006 Baja Profil Siku Sama Kaki Proses Canai PanasSidik Mustafa0% (1)
- Baia-PemeriksaanDokumen7 halamanBaia-PemeriksaanHendrik SavaliBelum ada peringkat
- Sni 8912 - 2020 Spesifikasi Unjuk Kerja Semen HidraulisDokumen28 halamanSni 8912 - 2020 Spesifikasi Unjuk Kerja Semen HidraulisAlfian Asnul100% (1)
- SNI 03 6816 2002 Tata Cara Pendetailan Penulangan BetonDokumen87 halamanSNI 03 6816 2002 Tata Cara Pendetailan Penulangan BetonGinaBelum ada peringkat
- KAWAT BAJA TULANGANDokumen6 halamanKAWAT BAJA TULANGANBayu N AwaludinBelum ada peringkat
- Sni 0410-2017Dokumen13 halamanSni 0410-2017Fadly100% (3)
- Checklist Pengecoran APPDokumen4 halamanChecklist Pengecoran APPwinda ekoBelum ada peringkat
- Sni 07-0410-1989Dokumen5 halamanSni 07-0410-1989Dika Yanuar0% (1)
- Sni Billet 6701 - 2002Dokumen10 halamanSni Billet 6701 - 2002sriBelum ada peringkat
- SNI 0139 - 2008 - Penyambung Pipa Berulir Besi Cor Maleabel HitamDokumen67 halamanSNI 0139 - 2008 - Penyambung Pipa Berulir Besi Cor Maleabel HitamPrima SatriaBelum ada peringkat
- SNI 07-0954-2005 Baja Tulangan Dalam Bentuk GulunganDokumen9 halamanSNI 07-0954-2005 Baja Tulangan Dalam Bentuk GulunganWansCristianBelum ada peringkat
- SNI 07-0040-2006 Kawat Baja Karbon RendahDokumen10 halamanSNI 07-0040-2006 Kawat Baja Karbon RendahHotasi Hamonangan Gultom100% (1)
- 3336 - Sni 1154-2011Dokumen0 halaman3336 - Sni 1154-2011Deny Tri Achmadi ZulkarnainBelum ada peringkat
- Metode uji pondasi tiang dengan beban statis tekan aksialDokumen23 halamanMetode uji pondasi tiang dengan beban statis tekan aksialAnggoro SenoBelum ada peringkat
- Sni 8052 2014 Pipa Baja Untuk Pancang - Compress PDFDokumen27 halamanSni 8052 2014 Pipa Baja Untuk Pancang - Compress PDFrahmatsanjayaBelum ada peringkat
- SNI-07-0663-1995 Jaringan Kawat Baja LasDokumen11 halamanSNI-07-0663-1995 Jaringan Kawat Baja LasHendrik SavaliBelum ada peringkat
- Berita Acara Kualifikasi Juru Las TerbaruDokumen1 halamanBerita Acara Kualifikasi Juru Las TerbaruDanang Edi Prasetyo100% (1)
- Mikron Test Ketebalan Cat Rangka Pipa Baja TGL 17-07-20 PDFDokumen5 halamanMikron Test Ketebalan Cat Rangka Pipa Baja TGL 17-07-20 PDFTri JullyBelum ada peringkat
- 2019 ASME V Bahasa Indonesia Radiografi Level 1 STTNDokumen115 halaman2019 ASME V Bahasa Indonesia Radiografi Level 1 STTNIqfal Zulhendri100% (2)
- Cara Menghitung Konversi Besi Tulangan - Ilmusipil PDFDokumen9 halamanCara Menghitung Konversi Besi Tulangan - Ilmusipil PDFKURNIAWAN YUSRILBelum ada peringkat
- Spesifikasi Baja RinganDokumen7 halamanSpesifikasi Baja RinganJahid WalkerBelum ada peringkat
- Wire Mesh SpecsDokumen1 halamanWire Mesh SpecsUbillBelum ada peringkat
- Fujibolt - Spesifikasi Desain & Konstruksi TYPE M (Ver. Bahasa)Dokumen45 halamanFujibolt - Spesifikasi Desain & Konstruksi TYPE M (Ver. Bahasa)Mangisi Haryanto Parapat100% (1)
- LUB - Kuat TekanDokumen7 halamanLUB - Kuat TekanIkbal AnggaBelum ada peringkat
- Cara Uji Rockwell Sni-8388-2017 PDFDokumen25 halamanCara Uji Rockwell Sni-8388-2017 PDFAri IkhwanBelum ada peringkat
- Toleransi PlatDokumen2 halamanToleransi PlatUswatun Khasanah0% (1)
- BANGUNAN BAJA GEDUNG SNIDokumen1 halamanBANGUNAN BAJA GEDUNG SNIGeralt RiviansBelum ada peringkat
- SNI 0071 2008 Logo BaruDokumen80 halamanSNI 0071 2008 Logo BaruMarkqshot JaladaraBelum ada peringkat
- Spesifikasi PengelasanDokumen5 halamanSpesifikasi Pengelasanainurrofiq_Belum ada peringkat
- OPTIMIZED TITLE FOR WORK METHOD STATEMENT ON VERTICAL COLUMN AND SHEARWALL FORMWORKDokumen27 halamanOPTIMIZED TITLE FOR WORK METHOD STATEMENT ON VERTICAL COLUMN AND SHEARWALL FORMWORKMca Never'z SelfBelum ada peringkat
- Standard PipeDokumen3 halamanStandard Pipewahyoesoemantri0% (2)
- PENGUJIAN KUAT LENTUR BALOK BETONDokumen7 halamanPENGUJIAN KUAT LENTUR BALOK BETONAswar Anas100% (1)
- Ringkasan SNI Geoteknik 8460-2017 Tentang Fondasi (SUHARDY AWALDIANSYAH, D1011161010)Dokumen16 halamanRingkasan SNI Geoteknik 8460-2017 Tentang Fondasi (SUHARDY AWALDIANSYAH, D1011161010)Suhardy Awaldiansyah100% (3)
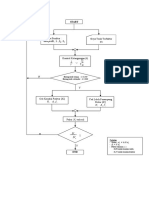
- Flowchart Batang Tarik BajaDokumen1 halamanFlowchart Batang Tarik BajaSugeng Tri Prayitno50% (2)
- BajaDokumen14 halamanBajaIqbalDermawanSiregar100% (1)
- Bsn. H-BeamDokumen23 halamanBsn. H-BeamqcnobiputraBelum ada peringkat
- Sni 07-6701-2002Dokumen10 halamanSni 07-6701-2002Irwan MardiansyahBelum ada peringkat
- Service20130716181825 PDFDokumen27 halamanService20130716181825 PDFCaesariano VashaBelum ada peringkat
- 39 - SNI 07-0053-2006 - Batang Kawat Baja Karbon RendahDokumen9 halaman39 - SNI 07-0053-2006 - Batang Kawat Baja Karbon Rendah'Uthy' Siti ChodijahBelum ada peringkat
- Preview - 341 1 5Dokumen5 halamanPreview - 341 1 5higuita fernandoBelum ada peringkat
- NEW SNI 375-2019 High Carbon Steel Wire RodDokumen13 halamanNEW SNI 375-2019 High Carbon Steel Wire RodDyaIrieBelum ada peringkat
- SNI - 07-3567-2006 BJ DDokumen22 halamanSNI - 07-3567-2006 BJ DzidaBelum ada peringkat
- SNI 7840-2012 - OkDokumen18 halamanSNI 7840-2012 - OkDewi JumiatiBelum ada peringkat
- Kel 6 BindoDokumen21 halamanKel 6 BindoAKBAR KRISNABelum ada peringkat