Anda mungkin juga menyukai
- RagumDokumen19 halamanRagumTMuhammad Rinaldi Aulia TiaBelum ada peringkat
- Fungsi Komponen Mesin BubutDokumen4 halamanFungsi Komponen Mesin BubutAgung Hendrik100% (1)
- Fabrikasi BajaDokumen3 halamanFabrikasi BajaDion AdiyaksaBelum ada peringkat
- Laporan Mesin Hobbing Sarjana Terapan Teknik Mesin Polines 2014Dokumen13 halamanLaporan Mesin Hobbing Sarjana Terapan Teknik Mesin Polines 2014ahsanidamaska0% (2)
- Alat Bantu Mesin BubutDokumen18 halamanAlat Bantu Mesin BubutMURIDBelum ada peringkat
- Proses Pembuatan FlangeDokumen5 halamanProses Pembuatan FlangeAbyan Mas'udinBelum ada peringkat
- Mengasah Pahat BubutDokumen2 halamanMengasah Pahat BubutAgustian Pahlevi100% (1)
- Workshop BajaDokumen48 halamanWorkshop BajaGalih PutraBelum ada peringkat
- 82 Operator II Mesin Electrical Discharge Machine - EDM - PrintDokumen71 halaman82 Operator II Mesin Electrical Discharge Machine - EDM - PrintBaguzzWibisonoBelum ada peringkat
- Sumber Aluminium KacaDokumen16 halamanSumber Aluminium KacaSyafBelum ada peringkat
- Jasa Pembuatan Furniture Meja Bergaransi Termurah 0813 5896 3216Dokumen20 halamanJasa Pembuatan Furniture Meja Bergaransi Termurah 0813 5896 3216Desain Interior PIRBelum ada peringkat
- Bordes 3 MM X 4Dokumen2 halamanBordes 3 MM X 4Noviati Indri AstutiBelum ada peringkat
- SURAT TUGAS Ke KominfoDokumen1 halamanSURAT TUGAS Ke Kominfoabiyyu arrazaqBelum ada peringkat
- Besi WF Dan Besi HDokumen5 halamanBesi WF Dan Besi HnazarBelum ada peringkat
- Cara Menghitung Berat Besi Beton Polos, Ulir (Sirip) Dan Virkan (Nako)Dokumen1 halamanCara Menghitung Berat Besi Beton Polos, Ulir (Sirip) Dan Virkan (Nako)pasebanjatiBelum ada peringkat
- Beda Besi UnpDokumen7 halamanBeda Besi UnpBaim ItmBelum ada peringkat
- Word Rumah KontainerDokumen5 halamanWord Rumah KontainerForza BlackBelum ada peringkat
- Bagian Utama Mesin BubutDokumen3 halamanBagian Utama Mesin BubutazkannadaBelum ada peringkat
- Ukuran Rangka Besi Untuk Kanopi - Daftar Harga Kanopi 2017Dokumen28 halamanUkuran Rangka Besi Untuk Kanopi - Daftar Harga Kanopi 2017Habibi Nur ArifinBelum ada peringkat
- Mesin DrillingDokumen17 halamanMesin DrillingCatur Endah Sulistiyoningrum100% (1)
- Jenis Mata BorDokumen5 halamanJenis Mata BorWiguna Putrasimpang GunawanBelum ada peringkat
- Laporan Kerja Plat 0103Dokumen18 halamanLaporan Kerja Plat 0103Albi FadjrinBelum ada peringkat
- Teknologi Mekanik Semester 1 - Bab-2Dokumen22 halamanTeknologi Mekanik Semester 1 - Bab-2JustinSyukronAlambaraCokrowinotojoyodiningratBelum ada peringkat
- Bab 2 Frame Besi HollowDokumen4 halamanBab 2 Frame Besi HollowGaly Dwi SusiloBelum ada peringkat
- Cara Mudah Membuat Press PlastikDokumen2 halamanCara Mudah Membuat Press PlastikMuhammad Miftahul HudaBelum ada peringkat
- Mesin BubutDokumen4 halamanMesin Bubutnurdiniyahabdi100% (1)
- Harga Besi Profil Cnp Gording Kanal C Baja Toko Agen Pabrik Jual Supplier Distributor _ Informasi Harga Besi Baja Kami Ter Murah Jual Besi Baja Wf H Beam Kanal H Besi Beton Polos Ulir Besi Hollow Kotak Pipa Hitam Medium ScheduDokumen6 halamanHarga Besi Profil Cnp Gording Kanal C Baja Toko Agen Pabrik Jual Supplier Distributor _ Informasi Harga Besi Baja Kami Ter Murah Jual Besi Baja Wf H Beam Kanal H Besi Beton Polos Ulir Besi Hollow Kotak Pipa Hitam Medium ScheduAmoz RobynzonBelum ada peringkat
- BubutDokumen8 halamanBubutFaris P. Ardiansyah100% (1)
- Pahat BubutDokumen12 halamanPahat BubutYani Bagus PrasetyoBelum ada peringkat
- Kerja Pelat CiptaDokumen75 halamanKerja Pelat CiptaCipta Andri Jhona Sinuraya100% (1)
- Makalah Mesin GerindaDokumen19 halamanMakalah Mesin Gerindabayuaryaarlikusuma50Belum ada peringkat
- Ta Rumah KontainerDokumen76 halamanTa Rumah KontainerRajif Saman100% (1)
- Job Sheet Pemesinan BubutDokumen4 halamanJob Sheet Pemesinan Bubutputraperdana48Belum ada peringkat
- Bagian-Bagian PresstoolDokumen9 halamanBagian-Bagian PresstoolMeBelum ada peringkat
- Langkah Kerja NipelDokumen5 halamanLangkah Kerja NipelJakpariyanto Karang endahBelum ada peringkat
- Pembuatan Connecting RodDokumen10 halamanPembuatan Connecting RodJonarBelum ada peringkat
- Jenis Dan Fungsi Perkakas TanganDokumen13 halamanJenis Dan Fungsi Perkakas TanganKendy Mean100% (1)
- Tugas Individu Pemesinan Dasar 'Material Alat Potong'Dokumen35 halamanTugas Individu Pemesinan Dasar 'Material Alat Potong'Kukuh Bangun SudrajatBelum ada peringkat
- Kata Pengantar GerindaDokumen6 halamanKata Pengantar GerindaHima Mesin PnpBelum ada peringkat
- Jenis Sambungan LasDokumen4 halamanJenis Sambungan Lasdia_nita_f0% (1)
- Fungsi Kunci LDokumen5 halamanFungsi Kunci LagusBelum ada peringkat
- Manual Prosedur Vertical BandsawDokumen5 halamanManual Prosedur Vertical BandsawBarraFarrasBelum ada peringkat
- Mesin BubutDokumen42 halamanMesin BubutEdy SriyantoBelum ada peringkat
- BAB 1 Perancangan Press ToolDokumen2 halamanBAB 1 Perancangan Press ToolYoghi AvgBelum ada peringkat
- Kajian Produk EksistingDokumen1 halamanKajian Produk EksistingArdiansyahBelum ada peringkat
- Makalah Sheet MetalDokumen18 halamanMakalah Sheet MetalPraptoBelum ada peringkat
- Perancangan Progressive Dies Komponen Ring m7Dokumen4 halamanPerancangan Progressive Dies Komponen Ring m7Rivol AlmaisyaBelum ada peringkat
- Rizki Abdul Rohman - ME2E - 18 - LAPORAN ULIR SEGI EMPATDokumen7 halamanRizki Abdul Rohman - ME2E - 18 - LAPORAN ULIR SEGI EMPATHandiBelum ada peringkat
- 912 Proses Squeezing Tekanan DefinisiDokumen70 halaman912 Proses Squeezing Tekanan DefinisiwahyuBelum ada peringkat
- Laporan Tools BoxDokumen24 halamanLaporan Tools BoxHabib Galih AshshiddiqBelum ada peringkat
- Senei TapDokumen6 halamanSenei TapHerlyn AgustinaBelum ada peringkat
- Pemeriksaan Cacat Coran KLP - 3Dokumen32 halamanPemeriksaan Cacat Coran KLP - 3Surya NarayanaBelum ada peringkat
- Makalah Metalurgi SerbukDokumen15 halamanMakalah Metalurgi SerbukMontelaBelum ada peringkat
- Stainless Steel 1Dokumen9 halamanStainless Steel 1destaubing90% (10)
- Penandaan (Teori)Dokumen5 halamanPenandaan (Teori)adhybrusBelum ada peringkat
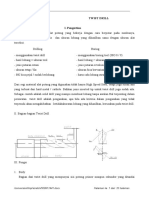
- Twist DrillDokumen20 halamanTwist DrillArief MarzukiBelum ada peringkat
- Twiss DrillDokumen6 halamanTwiss DrillNita Murtia HandayaniBelum ada peringkat
- Bench DrillDokumen15 halamanBench DrillEhha JulzBelum ada peringkat
- Laporan Kerja Bangku Kelompok 1Dokumen26 halamanLaporan Kerja Bangku Kelompok 1MaulBelum ada peringkat
- Laporan Mesin BubutDokumen63 halamanLaporan Mesin BubutRizal GunawanBelum ada peringkat