Job Sheet PLC
Diunggah oleh
Andrian PutraJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Job Sheet PLC
Diunggah oleh
Andrian PutraHak Cipta:
Format Tersedia
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
EL
KEMENRISTEK DIKTI
POLITEKNIK NEGERI PADANG
JOB SHEET
PRAKTEK PLC DAN APLIKASI INDUSTRI
DISUSUN OLEH
1. JUNAIDI ASRUL, S.ST, MT
2. RAHMI BERLIANTI, S,ST.,MT
POLITEKNIK NEGERI PADANG
2019
JOB SHEET PLC DAN APLIKASI INDUSTRI 1
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
BAB I
PENDAHULUAN
1.1. Latar Belakang
Pada zaman modern ini, proses otomasi sudah memasuki berbagai bidang,
tidak terkecuali bidang industri. Berbagai industri, baik industri besar maupun
industri menengah bahkan kecil, sudah menerapkan sistem otomasi. Kontroller
yang banyak digunakan untuk proses otomasi ini adalah PLC (Programmable
Logic Controller). Pengetahuan tentang sistem otomasi sangatlah penting,
terlebih pada kontroller yang digunakan, pengetahuan dan keterampilan untuk
dapat mengoperasikannya. Oleh karena itu diadakan praktikum PLC ini agar
kedepannya diharapkan praktikan memiliki bekal yang cukup untuk
mengimplementasikannya di dunia kerja nanti.
1.2. Tujuan
1) Memahami cara kerja timer dan counter.
2) Menerapkan pemakaian aplikasi timer dan counter.
3) Menerapkan prinsip timer dan counter pada program PLC.
4) Mengaplikasikan timer dan counter pada ladder diagram dan
menggambarkan input dan outpunya beserta timming chart.
5) Menggambarkan rangkaian pengawatan gambar perangkat keras input
dan outputnya.
JOB SHEET PLC DAN APLIKASI INDUSTRI 2
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
BAB II
TEORI DASAR
2.1. CPM 1 A
Tiap-tiap PLC pada dasarnya merupakan sebuah mikrokontroller yang
dilengkapi dengan peripheral yang dapat berupa masukan digital, keluaran
digital atau relai. Perangkat lunak program-nya yang seringkali digunakan
yaitu diagram tangga atau ladder diagram. CPM1A merupakan PLC produk
dari Omron. Pada gambar di bawah ini ditunjukkan gambar PLC Omron
CPM1A.
Gambar 2.1 PLC CPM 1 A
Sebagaimana terlihat pada gambar, selain adanya indikator keluaran dan
masukan, terlihat juga adanya 4 macam lampu indicator, yaitu PWR, RUN,
ERR/ALM, dan COMM. Arti masing-masing lampu indikator tersebut
ditunjukkan pada tabel di bawah ini.
JOB SHEET PLC DAN APLIKASI INDUSTRI 3
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
STRUKTUR DAN OPERASIONAL PLC OMRON CPM1A STRUKTUR
UNIT CPU
Struktur internal dari unit CPU terdiri atas beberapa bagian seperti memori
I/O, program, rangkaian masukan, rangkaian keluaran dan lain sebagainya.
Gambar 2.2 Struktur Internal dari unit CPU
Memori I/O
Program akan membaca dan menulis data pada area memori ini selama
eksekusi. Beberapa bagian dari memori merupakan bit yang mewakili status
masukan dan keluaran PLC. Beberapa bagian dari memori I/O akan dihapus
JOB SHEET PLC DAN APLIKASI INDUSTRI 4
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
saat PLC dihidupkan dan beberapa bagian lainnya tidak berubah (karena ada
dukungan baterai).
Program
Merupakan program yang ditulis oleh pengguna. CPM1A menjalankan
program secara siklus. Program itu sendiri dapat dibagi dua bagian : bagian
„program utama‟ yang dijalankan secara siklus dan bagian „program interupsi‟
yang akan dijalankan saat terjadi interupsi yang bersangkutan.
Setup PC
Setup PC mengandung berbagai macam parameter awalan (startup) dan
operasional. Parameter tersebut hanya dapat diubah melalui piranti
pemrograman saja, tidak dapat diubah melalui program. Beberapa parameter
dapat diakses hanya pada saat PLC dihidupkan, sedangkan beberapa parameter
yang lain dapat diakses secara rutin walaupun PLC dimatikan.
Saklar Komunikasi
Saklar komunikasi menentukan apakah port peripheral dan RS-232C yang
bekerja dengan pengaturan komunikasi yang ada di dalam setup PC.
Mode Kerja
Unit PLC CPM1A dapat bekerja dalam tiga mode : PROGRAM,
MONITOR, dan RUN. Hanya satu mode kerja saja yang aktif pada saat yang
bersamaan.
Mode Program
Program atau diagram tangga tidak dapat berjalan dalam mode program ini.
Mode ini digunakan untuk melakukan beberapa operasi dalam persiapan
eksekusi program :
1. Mengubah parameter-parameter inisial/operasi sebagaimana terdapat
didalam setup PC.
2. Menulis, menyalin, atau memeriksa program.
3. Memeriksa pengkabelan dengan cara memaksa bit-bit I/O ke kondisi set
atau reset.
4. Mode Monitor
Program atau diagram tangga berjalan dalam mode monitor ini dan
beberapa operasi dapat dilakukan. Secara umum, mode monitor digunakan
untuk melacak kesalahan, operasi pengujian, dan melakukan penyesuaian:
JOB SHEET PLC DAN APLIKASI INDUSTRI 5
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
1. Pengeditan on-line.
2. Mengawasi memori I/O selama PLC beroperasi.
3. Memaksa set atau reset bit-bit I/O, mengubah nilai-nilai dan mengubah
nilai saat PLC beroperasi.
Mode Run
Program atau diagram tangga dijalankan dengan kecepatan normal pada
mode run ini. Operasi seperti pengeditan on-line, memaksa set atau reset bit-bit
I/O, dan mengubah nilai-nilai tidak dapat dilakukan dalam mode ini, tetapi
status dari bit I/O dapat diawasi.
STRUKTUR MEMORI PLC OMRON CPM1A
Beberapa bagian dalam memori PLC Omron CPM1A memiliki
fungsi-fungsi khusus. Masing-masing lokasi memori memiliki ukuran 16-bit
atau 1 word, beberapa word membentuk daerah dan masing-masing daerah
inilah yang membentuk fungsi-fungsi khusus.
Daerah IR
Bagian memori ini digunakan untuk menyimpan status keluaran dan
masukan PLC. Beberapa bit berhubungan langsung dengan terminal masukan
dan keluaran PLC (terminal sekrup). Untuk CPM1A masing-masing bit IR000
berhubungan langsung dengan terminal masukan, misalnya IR000.00
berhubungan langsung dengan terminal masukan ke-1, dan begitu seterusnya.
Daerah IR terbagi atas tiga macam area :
1. Area masukan (Input Area)
2. Area keluaran (Output Area)
3. Area kerja (Work Area)
JOB SHEET PLC DAN APLIKASI INDUSTRI 6
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
Daerah SR
Merupakan bagian khusus dari lokasi memori yang digunakan sebagai
bit-bit control dan status (flag), digunakan paling sering untuk pencacah dan
interupsi. Misalnya, SR250 memiliki bit nomor 00 hingga 15, digunakan
sebagai pengaturan kontrol analog 0, dalam hal ini SR250 digunakan untuk
menyimpan BCD 4-digit dari pengaturan kontrol analog 0.
Daerah TR
Saat pindah ke sub-program selama eksekusi program, maka semua data
yang terkait hingga batasan return sub-program akan disimpan dalam daerah
TR ini. Hanya terdapat 8 bit yaitu TR0 hingga TR7 untuk CPM1A.
Daerah HR
Bit-bit pada daerah HR ini digunakan untuk menyimpan data dan tidak
akan hilang walaupun PLC sudah tidak mendapatkan catu daya atau PLC
sudah dimatikan, karena menggunakan baterai. Untuk CPM1A, daerah ini
terdiri dari 20 word, HR00 hingga HR19 atau 320 bit, HR00.00 hingga
HR19.15. Bit-bit HR ini bebas digunakan dalam program sebagaimana bit-bit
kerja.
Daerah AR
Daerah yang digunkan untuk menyimpan bit-bit kontrol dan status, seperti
status PLC, kesalahan, waktu system, dan lain sejenisnya. Daerah AR juga
dilengkapi baterai, sehingga data kontrol maupun status tetap akan tersimpan
walaupun PLC sudah dimatikan. Untuk CPM1A, daerah ini terdiri dari 16
JOB SHEET PLC DAN APLIKASI INDUSTRI 7
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
word, AR00 hingga AR15 atau 256 bit, AR00.00 hingga AR15.15. Misalnya
AR08 bit 00 hingga 03 digunakan untuk menyimpan kode kesalahan port
RS232 dengan ketentuan tiap bit :
1. 00 – normal
2. 01 – kesalahan paritas
3. 02 – kesalahan frame
4. 03 – kesalahan overrun
Daerah LR
Digunakan sebagai pertukaran data saat dilakukan koneksi atau hubungan
dengan PLC yang lain. Untuk CPM1A, daerah ini terdiri dari 16 word, LR00
hingga LR15 atau 256 bit. LR00.00 hingga LR15.15.
Daerah Pewaktu/Pencacah (Timer/Counter) – T/C Area
Daerah ini digunakan untuk menyimpan nilai-nilai pewaktu atau pencacah.
Untuk CPM1A terdapat 128 lokasi (TC000 hingga TC127).
Daerah DM
Berisikan data-data yang terkait dengan pengaturan komunikasi dengan
komputer dan data pada saat ada kesalahan. Daerah DM terbagi lagi menjadi 4
area :
Read/Write : Area DM hanya bisa diakses dalam satuan word saja. Nilai
yang tersimpan akan tetap tersimpan walaupun PLC dimatikan.
Error Log : Digunakan untuk menyimpan kode kesalahan (error) yang
muncul. Dapat digunakan sebagai DM baca/tulis jika fungsi pencatat
kesalahan tidak digunakan.
Read-only : Tidak dapat ditumpangi data lain untuk program.
PC Setup : Digunakan untuk menyimpan berbagai parameter yang
mengontrol operasi PLC.
2.2. CPM 2 A 30 CDR
CPM2A merupakan PLC produk dari Omron Elektronik. Seperti yang
ditunjukkan pada gambar dibawah, CPU unit PLC Omron CPM2A dengan 20
atau 30 terminal Input dan Output (I/O).
JOB SHEET PLC DAN APLIKASI INDUSTRI 8
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
Gambar 2.3 PLC Omron CPM2A
Sebagaimana terlihat pada gambar, selain adanya indikator keluaran dan
masukan, terlihat juga adanya 4 macam lampu indicator, yaitu PWR, RUN,
ERR/ALM, dan COMM.
STRUKTUR DAN OPERASIONAL PLC OMRON CPM2A
Struktur internal dari unit CPU terdiri atas beberapa bagian seperti memori
I/O, program, rangkaian masukan, rangkaian keluaran dan lain sebagainya.
1) Struktur unit CPU
Gambar 2.4 Struktur Internal Unit CPU PLC
2) Memori I/O
Program akan membaca dan menulis data pada area memori ini
selama eksekusi. Beberapa bagian dari memori merupakan bit yang
JOB SHEET PLC DAN APLIKASI INDUSTRI 9
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
mewakili status masukan dan keluaran PLC. Beberapa bagian dari memori
I/O akan dihapus saat PLC dihidupkan dan beberapa bagian lainnya tidak
berubah (karena ada dukungan baterai).
3) Program
Merupakan program yang ditulis oleh pengguna. CPM1A
menjalankan program secara siklus. Program itu sendiri dapat dibagi dua
bagian : bagian “program utama‟ yang dijalankan secara siklus dan bagian
“program interupsi‟ yang akan dijalankan saat terjadi interupsi yang
bersangkutan.
4) Setup PC
Setup PC mengandung berbagai macam parameter awalan (startup)
dan operasional. Parameter tersebut hanya dapat diubah melalui piranti
pemrograman saja, tidak dapat diubah melalui program. Beberapa
parameter dapat diakses hanya pada saat PLC dihidupkan, sedangkan
beberapa parameter yang lain dapat diakses secara rutin walaupun PLC
dimatikan.
5) Saklar Komunikasi
Saklar komunikasi menentukan apakah port peripheral dan RS-232C
yang bekerja dengan pengaturan komunikasi yang ada di dalam setup PC.
6) Mode Kerja
Unit PLC dapat bekerja dalam tiga mode : PROGRAM, MONITOR,
dan RUN. Hanya satu mode kerja saja yang aktif pada saat yang
bersamaan.
7) Mode Program
Program atau diagram tangga tidak dapat berjalan dalam mode
program ini. Mode ini digunakan untuk melakukan beberapa operasi
dalam persiapan eksekusi program :
Mengubah parameter-parameter inisial/operasi sebagaimana terdapat
di dalam setup PC.
Menulis, menyalin, atau memeriksa program.
JOB SHEET PLC DAN APLIKASI INDUSTRI 10
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
Memeriksa pengkabelan dengan cara memaksa bit-bit I/O ke kondisi
set atau reset.
8) Mode Monitor
Program atau diagram tangga berjalan dalam mode monitor ini dan
beberapa operasi dapat dilakukan. Secara umum, mode monitor digunakan
untuk melacak kesalahan, operasi pengujian, dan melakukan penyesuaian:
Pengeditan on-line.
Mengawasi memori I/O selama PLC beroperasi.
Memaksa set atau reset bit-bit I/O, mengubah nilai-nilai dan
mengubah nilai saat PLC beroperasi.
9) Mode Run
Program atau diagram tangga dijalankan dengan kecepatan normal
pada mode run ini. Operasi seperti pengeditan on-line, memaksa set atau
reset bit-bit I/O, dan mengubah nilai-nilai tidak dapat dilakukan dalam
mode ini, tetapi status dari bit I/O dapat diawasi.
STRUKTUR MEMORI PLC OMRON CPM2A
Beberapa bagian dalam memori PLC Omron CPM2A memiliki
fungsi-fungsi khusus. Masing-masing lokasi memori memiliki ukuran 16-bit atau
1 word, beberapa word membentuk daerah dan masing-masing daerah inilah yang
membentuk fungsi-fungsi khusus.
Daerah IR
Bagian memori ini digunakan untuk menyimpan status keluaran dan
masukan PLC. Beberapa bit berhubungan langsung dengan terminal
masukan dan keluaran PLC (terminal sekrup). Untuk CPM2A
masing-masing bit IR000 berhubungan langsung dengan terminal masukan,
misalnya IR000.00 berhubungan langsung dengan terminal masukan ke-1,
dan begitu seterusnya.
Daerah IR terbagi atas tiga macam area :
Area masukan (Input Area)
Area keluaran (Output Area)
Area kerja (Work Area)
JOB SHEET PLC DAN APLIKASI INDUSTRI 11
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
Daerah SR
Merupakan bagian khusus dari lokasi memori yang digunakan sebagai
bit-bit control dan status (flag), digunakan paling sering untuk pencacah
dan interupsi. Misalnya, SR250 memiliki bit nomor 00 hingga 15,
digunakan sebagai pengaturan kontrol analog 0, dalam hal ini SR250
digunakan untuk menyimpan BCD 4-digit dari pengaturan kontrol analog
0.
Daerah TR
Saat pindah ke sub-program selama eksekusi program, maka semua
data yang terkait hingga batasan return sub-program akan disimpan dalam
daerah TR ini. Hanya terdapat 8 bit yaitu TR0 hingga TR7 untuk CPM1A.
Daerah HR
Bit-bit pada daerah HR ini digunakan untuk menyimpan data dan
tidak akan hilang walaupun PLC sudah tidak mendapatkan catu daya atau
PLC sudah dimatikan, karena menggunakan baterai. Untuk CPM1A,
daerah ini terdiri dari 20 word, HR00 hingga HR19 atau 320 bit, HR00.00
hingga HR19.15. Bit-bit HR ini bebas digunakan dalam program
sebagaimana bit-bit kerja
2.3. CP 1 E
Gambar 2.5 Bagian PLC CP 1 E NA-20-DR-A
JOB SHEET PLC DAN APLIKASI INDUSTRI 12
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
Omron CP1E NA 20 DR-A ini bisa dibilang lumayan mumpuni
dibandingkan type CPM1A / CPM2A / CP1E lainnya yang mungkin tidak
dibekali langsung analog input / output, dengan adanya analog I/O maka sebuah
PLC dapat membaca data analog sensor sehingga dapat digunakan untuk
keperluan yang lebih luas dibandingkan jika hanya I/O diskrit.
Spesifikasi omron CP1E NA-20-DR-A
Power PLC : 100-240 Vac
Jumlah input :
Digital input : 12 buah
Analog input : 2 buah
Jumlah output
Digital output : 8 buah
Analog output : 1 buah
Built in RS232 port
Dengan analog input ( bisa berupa tegangan 0-10 Volt / bisa juga berupa arus 4
mA- 20mA ) bisa di expansi lagi.
MENTRANSFORMASIKAN LEADER DIAGRAM KE KODE
MNEUMONIC
Setelah kita selesai membuat leader diagram di cx programer kita juga
dapat mengubah leader tersebut ke kode mneumonic dengan mengklik bagian di
toolbar yaitu “view”dan mengklik “mneumonic”makan leader diagram kita akan
berubah ke kode mneumonic.
JOB SHEET PLC DAN APLIKASI INDUSTRI 13
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
Gambar 2.6 Mengubah Leader Diagram Ke Mneumonic
Contoh leader diagram yg telah kita ubah ke kode mneumonic seperti
gambar di bawah ini.
Gambar 2.7 Leader Diagram
JOB SHEET PLC DAN APLIKASI INDUSTRI 14
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
Gambar 2.8 Mneumonic
2. Cara membuat program pada cx programer
Untuk membuat program pada cx programer pertama tama kita membuka
aplikasi cx program dan untuk lembaran kerja baru kita harus mengklik menu file
dan stelah itu mengklik new.
Gambar 2.9 Menu File
Setelah itu akan ada tampilan change model ,pilih lah tipe tipe plc yang kita
gunakan pada menu change model tersebut dan untuk mengatur cdr nya juga ada
di setting pada menu change model.
JOB SHEET PLC DAN APLIKASI INDUSTRI 15
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
Gambar 2.10 Tampilan Change PLC
Setelah change model maka akan muncul lemabaran kerja baru dan untuk
membuat program nya telah disediakan di toolbar nya seperti pembuat anak
kontak NO, NC, TIMER, COUNTER.dan masih banyak yang lainnya.
Gambar 2.11 Tampilan Toolbar
Pada gambar di bawah ini adalah sebuah program yang telah selesai di buat.
JOB SHEET PLC DAN APLIKASI INDUSTRI 16
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
BAB III
3.1. Alat dan Bahan
PLC Trainer
PC dan Software PLC
Kabel Komunikasi Serial
Kabel Jumper
3.2. Langkah Kerja
1. Hidupkan perangkat Pc dan perangkat PLC
2. Aktifkan aplikasi pemograman PLC yaitu CX – Programmer yang ada
pada dektop.
3. Buat program leadder diagram yang menggambarkan pengaplikasian timer
dan counter pada PLC atau sesuai percobaan yang akan dilakukan.
4. Setelah leadder diagram dibuat langsung hubungkan dengan PLC tetapi
supaya PC dan PLC berjalan dengan lancar, check dulu di port mana
koneksi serial PLC dihubungkan.
5. Lakukan praktikum sesuai tugas – tugas praktikum yang telah diberikan
dan lakukan percobaan.
JOB SHEET PLC DAN APLIKASI INDUSTRI 17
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
BAB IV
JOB
JOB I. Pengenalan PLC
4.1.1. Pengawatan pengoperasian PLC
4.1.2. Pemakaian input dan output pada PLC CPM 1 A, 2 A dan CP 1 E
4.1.2.1. CPM1A
PLC yang digunakan adalah jenis PLC OMRON type SYSMAC
CPM1A 10 CDR yang memiliki 10 I/O. Yaitu 6 input (00,01,02,03,04,05)
serta memiliki output sebanyak 4 buah yaitu 00,01,02,03. Serta PLC
OMRON type SYSMAC CPM2A 20 CDR yang memiliki 20 I/0 yaitu 12
input dan 8 output.
Untuk pengenalan dasar pemrograman, penggunaan jenis PLC ini sudah
cukup untuk mempelajari teknik pengendalian input dan output pada
rangkaian-rangkaian aplikasi baik untuk instalasi penerangan terutama
untuk instalasi tenaga listrik
Berikut bagian-bagian hardware PLC OMRON CPM1A 10CDR berikut
cara menginstalasi input, output serta tegangan catu daya yang diperlukan.
JOB SHEET PLC DAN APLIKASI INDUSTRI 18
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
Diagram PLC CPM1A 10CDR 10 I/O buatan OMRON
Menghubungkan input pada PLC 10 I/O (6 input 4 output) serta catu
daya
JOB SHEET PLC DAN APLIKASI INDUSTRI 19
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
Menghubungkan output pada PLC 10 I/O (6 input 4 output)
Rangkaian relay driver yang dihubungkan dengan output pada PLC
4.1.2.2. CMP2A
Cara menghubungkan perangkat input maupun output serta catu daya
pada PLC type CPM2A yang memiliki 20 I/O adalah sama. Perbedaan
hanya pada jumlah input maupun output yang bisa digunakan jauh lebih
banyak dibandingkan dengan CPM1A.
JOB SHEET PLC DAN APLIKASI INDUSTRI 20
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
4.1.2.3. CP1E
Gambar 2.5 Bagian PLC CP 1 E NA-20-DR-A
Omron CP1E NA20DR-A ini bisa dibilang lumayan mumpuni
dibandingkan type CPM1A / CPM2A / CP1E lainnya yang mungkin tidak
dibekali langsung analog input / output, dengan adanya analog I/O maka
sebuah PLC dapat membaca data analog sensor sehingga dapat digunakan
untuk keperluan yang lebih luas dibandingkan jika hanya I/O diskrit.
Spesifikasi omron CP1E NA-20-DR-A
Power PLC : 100-240 Vac
Jumlah input :
JOB SHEET PLC DAN APLIKASI INDUSTRI 21
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
Digital input : 12 buah
Analog input : 2 buah
Jumlah output
Digital output : 8 buah
Analog output : 1 buah
Built in RS232 port
Dengan analog input (bisa berupa tegangan 0-10 Volt / bisa juga berupa
arus 4 mA- 20mA) bisa di expansi lagi.
4.1.3. Cara pemberian alamat input dan output pada PLC CPM 1 A, 2 A, dan
CP 1 E
Pengalamatan PLC omron
Input ch 0 yaitu dari 0.00 - 0.10 (sesuai type PLCnya)
Input ch 1 yaitu dari 1.00 - 1.12 (sesuai type PLCnya)
Input ch 0 yaitu dari 0.00 – 0.15 (sesuai type PLCnya)
Output ch 10 yaitu dari 10.00 - 10.15 ( sesuai type PLCnya )
Output ch 11 yaitu dari 11.00 - 11.15 ( sesuai type PLCnya )
Output ch 100 yaiitu dari 100.00 – 100.15 (sesuai type PLCnya)
Internal Relay yaitu dari 600 – 1500 (tergantung type PLC)
Untuk menentukan adress input dan output lihat label pada casing /
cover PLCnya.
CH 0, CH1 untuk input dan CH10, CH100, CH11, CH101 untuk output.
Adress input dan output tiap PLC berbeda beda tergantung jumlah I/O.
Contoh gambar PLC CP1L diatas jumlah I/O nya 30 terdiri dari 18 input
dan 12 output.
Jumlah input selalu lebih banyak dari jumlah output.
PENGALAMATAN CP1E
Chanel input pada CP1E yang ini berapada pada chanel 0ch dengan
jumlah input 12 diawali dari 00-11 yang artinya ketika melakukan
pemograman nanti penulisan alamatnya yaitu "NO_CHANEL.NO_INPUT "
JOB SHEET PLC DAN APLIKASI INDUSTRI 22
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
contoh alamat pada nomor 00 ditulis diprogram dengan 0.00, nomor 01
ditulis dengan 0.01 begitu juga seterusnya sampai alamat 0.11. Alamat input
analog berada di dua chanel berbeda yaitu AD0 di 90CH dan AD1 di 91CH,
jika kita ingin menampilkan nilai pembacaan pada input analog ini maka kita
cukup menuliskan dengan angka 90 atau 91 saja pada bagian program.
Chanel output diskrit berada pada chanel 100CH dengan jumlah output
sebanyak 8 buah output diskrit di mulai dari nomor 00-07 penulisannya sama
seperti pada input yaitu "NO_CHANEL.NO_OUTPUT" contohnya nomor 00
maka ditulis dengan 100.00, nomor 01= 100.01, nomor 02= 100.02 begitu
juga seterusnya. sedangkan untuk output analog hanya terdiri dari 1 chanel
dan hanya satu analog output saja yaitu pada chanel 190 CH.
Untuk mendownload program digunakan kabel usb seperti pada usb
printer sedangkan untuk kebutuhan HMI disedian kabel rs232, plc ini juga
memiliki baterai untuk keperluan cadangan energi pada plc ketika daya plc
mati, maka baterai inilah yang kemudian menjaga agar plc ini tetap hidup
meskipun catudaya pada plc ini mati, meskipun tidak bisa digunakan untuk
keperluan input output, namun baterai ini sangat dibuthkan untuk menjaga
agar plc tetap menjaga data-datanya.
4.1.4. Cara pemakaian console dan cara mengentrikan data pada PLC
Untuk membuat sebuag program PLC menggunakan Programming
Console dapat diset ke 3 Mode/posisi PROGRAM, MONITOR, atau RUN
yang dapat dilihat dari tampilan selector switch Programming Console :
JOB SHEET PLC DAN APLIKASI INDUSTRI 23
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
1. Mode PROGRAM digunakan untuk membuat program atau membuat
modifikasi atau perbaikan ke program yang sudah ada. Pada mode ini
kita dapat menuliskan program yang kita buat dan akan langsung
disimpan di RAM oleh PLC. Kita juga dapat mengubah isi DM,
memeriksa hubungan input dengan input device, memeriksa hubungan
output dengan output device, dan lain-lain. Untuk posisi ini, kita perlu
ekstra hati-hati sebab kesalahan operasional Programming Console dapat
menyebabkan berubahnya program yang ada di dalam memori PLC.
2. Mode MONITOR digunakan untuk mengubah nilai setting dari counter
dan timer ketika PLC sedang beroperasi. Pada mode ini kita dapat
memonitoring program, kondisi/status output kontak, serta akan sangat
membantu dalam pelacakan kesalahan sistem.
3. Mode RUN Digunakan untuk mengoperasikan/menjalankan program
yang telah kita buat tanpa dapat mengubah nilai setting timer dan
counter.
Sebelum memasukkan program kedalam memory PLC, terlebih dahulu akan
kita pelajari letak dan fungsi tombol-tombol Keyboard pada Programming
Console. Adapun letak tombol-tombol keyboard pada Programming Console
adalah seperti gambar di bawah ini :
JOB SHEET PLC DAN APLIKASI INDUSTRI 24
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
Fungsi tombol pada Programming Console
1) FUN Berfungsi untuk memilih fungsi tertentu. Tombol ini dipakai untuk
intsruksi – intsruksi khusus. Intruksi khusus tersebut diprogram dengan
menekntombol FUN dan tombol numerik yang sesuai.
2) SFT Untuk menuliskan instruksi SHIFT REGISTER.
3) NOT Untuk menuliskan instruksi NOT.
4) AND Untuk menuliskan instruksi AND.
5) CNT Untuk menuliskan instruksi COUNTER. COUNTER harus diisi
dengan data (value).
6) LD Untuk menuliskan instruksi LOAD.
7) OUT Untuk menuliskan instruksi OUTPUT.
8) TIM Untuk menuliskan instruksi TIMER. TIMER harus diisi
dengan data (value).
9) TR Untuk menuliskan instruksi memori rele sementara (temporary
memory relay).
10) LR Untuk menuliskan instruksi rele penghubung (link relay).
11) HR Untuk menuliskan instruksi rele penahan (holding relay)
12) DM Untuk menuliskan instruksi data memory.
13) CH Memilih channel.
14) CONT Untuk mencari kontak pada ladder program (rung).
Operation key
Tombol –tombol ini digunakan untuk mengesekusi intruksi ladder yang
telah ditulis dengan tombol command. Berikut ini adalah
tombl-tombol operation key yang disediakan pada console PLC OMRON.
Numerical key
Tombol-tombol ini terdiri atas angka numerik dari 0 sampai dengan 9.
Numerical key berguna untuk mengisi nomor alamat
dari mnemonic-mnemonic pada ladder program.
CLR key
JOB SHEET PLC DAN APLIKASI INDUSTRI 25
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
Tombol CLR berfungsi untuk menghapus tampilan pada display console.
Tombol ini dipakai bersama dengan tombol MONTR.
Input Password pada Programming Console
PLC mempunyai sebuah password (kata kunci) kontrol untuk mencegah akses
yang tidak diauthorisasi ke programnya. PLC selalu memprompt untuk
memasukkan password ketika daya listrik pertama kali dihubungkan atau setelah
programming console dipasang saat PLC beroperasi. Pada saat itu tampilan di
Layar monitor (LCD Display) adalah sebagai berikut :
Langkah selanjutnya adalah memasukkan input password dengan menekan
tombol CLR dan MONTR.
Display pada programming console selanjutnya adalah :
Disini menunjukkan bahwa password sudah terbuka dan siap untuk program
PLC (step program) barulah kita dapat memasukkan kode mnemonic dan
alamatnya. Yang harus kita perhatikan saat akan melakukan operasional pada
programming console adalah dalam penulisan alamatnya karena jika kurang atau
lebih dalam penomoran alamat maka PLC tidak akan membaca alamat yang kita
berikan dan setiap kali kita selesai memindahkan posisi kunci pada programming
console akan terlihat di layar LCD.
Menulis Program
JOB SHEET PLC DAN APLIKASI INDUSTRI 26
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
Saat menulis program, PLC harus dalam mode PROGRAM. Tekanlah tombol
pada Programming Console sesuai dengan Kode Mnemonic Program yang telah
dibuat lalu tekan tombol WRITE, agar tersimpan dalam RAM CPU-PLC, "ingat!
perhatikan dalam penomoran alamat" Jika telah selesai memasukkan baris-baris
instruksi program dan sampai pada akhir program, maka program harus diakhiri
dengan instruksi END. Jika tombol END tidak ada, maka pada Programming
console pasti ada tombol FUN. Untuk mengakhiri program, tekan tombol FUN
kemudian tekan angka 01, maka pada layar yang tampil adalah END(01). Jadi
Instruksi END adalah merupakan instruksi sebuah fungsi yaitu FUN (01), jika
program sudah selesai, langsung saja pindah selector switch ke mode RUN untuk
menjalankan PLC.
Menghapus Program
Menghapus program dapat dilakukan baik CLEAR ALL, yang akan menghapus
seluruh isi program dengan HR, CNT, dan DM, ataupun sebagian dari program
saja (mulai dari address tertentu ataupun HR/CNT/DM ada yang dipertahankan.
Untuk menghapus semua isi program, dapat dilakukan dengan cara :
a) Pindahkan Selector Mode ke posisi PROGRAM
b) Tekan tombol CLR samapai terlihat 0000 yang ditampilkan pada
programming console.
c) Kemudian Memori PLC akan dihapus dengan menekan tombol
berikut CLR > SET > NOT > RESET > MONTR.
d) Tampilan pada programming console akan seperti semula yaitu 0000
MEMORY CLR.
e) Untuk memulai memasukkan program baru, tekanlah tombol CLR sampai
tampilan menjadi pada LCD berubah menjadi NOP (00).
Untuk menghapus sebagian isi program, dapat dilakukan dengan cara :
a) Pindahkan Selector Mode ke posisi PROGRAM
b) Tekan tombol CLR samapai terlihat 0000 yang ditampilkan pada
programming console
JOB SHEET PLC DAN APLIKASI INDUSTRI 27
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
c) Kemudian Memori PLC akan dihapus dengan menekan tombol CLR >
SET > NOT > RESET.
d) Tampilan pada programming console selanjutnya adalah sebagai berikut
0000 MEMORY CLR.
e) Misalnya ingin mempertahankan data pada HR, maka setelah tampilan di
atas tekan tombol HR.
f) Selanjutnya tekan tombol MONTR.
g) Langkah terakhir adalah menekan tombol CLR.
Untuk menghapus satu baris program saja, dapat dilakukan dengan cara :
a) Tampilkan dahulu pada layar programming console baris instruksi yang
akan dihapus, misalnya OR 00005 pada alamat step program 00002.
b) Setelah tampil dilayar, tekanlah tombol DEL pada keyboard programming
console.
c) Kemudian tekanlah tombol tanda panah ke atas
d) Tampilan pada layar akan muncul pesan DELETE END, yang
menunjukkan bahwa anda telah menghapus baris instruksi OR 00005 pada
alamat step program 00002.
4.1.4.1. Leadder diagram
JOB SHEET PLC DAN APLIKASI INDUSTRI 28
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
4.1.4.2. Timming Chart
JOB SHEET PLC DAN APLIKASI INDUSTRI 29
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
JOB I. RANGKAIAN FLIP-FLOP
1. Deskipsi kerja Ladder
PB 1 (I;0.00) digunakan untuk mengaktifkan internal relay (200.00)
Internal relay (200.00) untuk mengalirkan tegangan kesemua
rangkaian yang diawali dengan internal relay (200.00). dimana di
flip-flop ini untuk menghidupkan lampu 1 (10.00).
Timer 1 (TIM 000) digunakan untuk mengatur dimana lampu 1
sekarang hidup selamanya maka untuk mematikan nya dibutuhkan
timer 1 ini.
Timer 2 (TIM 001) digunakan untuk mengatur durasi waktu ketika
lampu (10.00) yang dimatikan oleh TIM 1. Timer 2 ini akan bekerja
apabila timer 1 telah mencapai durasi waktunya dan anak kontak nya
akan berubah yang mana NO menjadi C dan NC menjadi O. Dan timer
2 ini sebagai reset untuk mengaktifkan kembali timer 1. Karna timer
hanya bekeja 1 kali dan untuk mengulang maka kita harus reset
kembali timer tersebut.
2. Tabel input dan output device
Input Device Output Device
Peralatan Alamat Peralatan Alamat
Pb_1 0.00 L1 10.00
Pb_2 0.01
3. Timing Chart
Pb 1
50 s 50 s 50 s 50 s
L1 L1 L1 L1
20 s
Pb 2
JOB SHEET PLC DAN APLIKASI INDUSTRI 30
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
4. Rancang Ladder Diagramnya
5. Transferkan ladder diagram ke Kode Mnemonik
6. Mentranfser program dari PC ke PLC dan lakukan pengujian kerja
ladder diagram
7. Rancang CX-designer sesuai desian sendiri.
JOB SHEET PLC DAN APLIKASI INDUSTRI 31
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
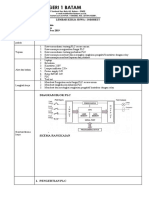
8. Rangkaian Pengawatan
PB ON PB OFF
Suplay
L1 N COM 00 01 02 03 04 05 06 07 08
OMRON SYSMAC CPM 1 A 20 CDR AV1
+ - COM 1 00 COM 2 01 COM 3 02 03 COM 4 04 05
L1
9. Analisa dari cara kerja Program
JOB SHEET PLC DAN APLIKASI INDUSTRI 32
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
JOB 2.
RANGKAIAN HIDUP BERURUTAN 3 LAMPU SECARA SEQUENSIAL
1. Deskipsi kerja Ladder
PB 1 (I;0.00) digunakan untuk mengaktifkan internal relay (200.00)
Internal relay (200.00) untuk mengalirkan tegangan kesemua rangkaian
yang diawali dengan internal relay (200.00). dimana internal relay ini
pertama menghidupkan L1 (10.00) dan Timer 1 ( TIM 000) selama 50s.
Setelah Timer 1 (TIM 000) hidup selama 50 Second maka anak kontak
Timer 1 yang berfungsi untuk menghidupkan L2 (10.01) dan Timer 2
(TIM 001) yang awalnya NO berubah menjadi C.Timer 2 ini juga hidup
selama 50s seperti Timer 1.
Setelah Timer 2 (TIM 000) hidup selama 50 Second maka anak kontak
Timer 2 yang berfungsi untuk menghidupkan L3 (10.02) dan Timer 3
(TIM 002) yang awalnya NO berubah menjadi C.Timer 3 ini juga hidup
selama 50s seperti Timer 1 dan 2.
Timer 3 (TIM 002) berfungsi untuk mereset rangkaian agar menjadi
squensial, anak kontak Timer 3 (NC) ini diletak pada sebelum tegangan
masuk ke L1 dan Timer 1.
2. Tabel input dan output device
Input Device Output Device
Peralatan Alamat Peralatan Alamat
Pb_1 0.00 L1 10.00
Pb_2 0.01 L2 10.01
L3 10.02
JOB SHEET PLC DAN APLIKASI INDUSTRI 33
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
3. Timing chart
Pb 1
50 s 50s
L1 L1
50 s 50s
L2 L2
50 s
50 s 50s
L3 L3
Pb 2
4. Rancang Ladder Diagram
5. Transferkan ladder Diagram ke Kode Mnemonic
6. Mentranfser program dari PC ke PLC dan lakukan pengujian ladder diagram
bahwa program berjalan dengan benar.
7. Rancang CX-Disigner dengan desain sendiri
JOB SHEET PLC DAN APLIKASI INDUSTRI 34
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
8. Rangkaian Pengawatan
PB ON PB OFF
Suplay
L1 N COM 00 01 02 03 04 05 06 07 08
OMRON SYSMAC CPM 1 A 20 CDR AV1
+ - COM 1 00 COM 2 01 COM 3 02 03 COM 4 04 05
L1 L2 L3
9. Buat Analisa dari kerja Ladder Diagram dan CX Designer
JOB SHEET PLC DAN APLIKASI INDUSTRI 35
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
JOB 3.
RANGKAIAN HIDUP BERGANTIAN 3 LAMPU SECARA SEQUENSIAL
1. Deskripsi kerja leader
PB 1 (I;0.00) digunakan untuk mengaktifkan internal relay (200.00)
Internal relay (200.00) untuk mengalirkan tegangan kesemua rangkaian yang
diawali dengan internal relay (200.00). dimana internal relay ini pertama
menghidupkan L1 (10.00) dan Timer 1 ( TIM 000) selama 50s.
Setelah Timer 1 (TIM 000) hidup selama 50 Second maka anak kontak Timer 1 akan
mematikan L1(10.00) dan menghidupkan L2(10.01) dan timer 2(TIM 001) selama
50 second.
Setelah Timer 2 (TIM 001) hidup selama 50 Second maka anak kontak Timer 2 akan
mematikan L2(10.01) dan menghidupkan L3(10.02) dan timer 3(TIM 002) selama
50 second.
Setelah Timer 3 (TIM 002) hidup selama 50 Second maka anak kontak Timer 1
akan mematikan L3(10.00) dan mereset rangkaian.
2. Tabel input dan output device
Input Device Output Device
Peralatan Alamat Peralatan Alamat
Pb_ON 0.00 L1 10.00
Pb_OFF 0.01 L2 10.01
L3 10.02
JOB SHEET PLC DAN APLIKASI INDUSTRI 36
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
3. Timing chart
Pb 1
L1 50 s L1 50 s
L2 L2
50 s 50 s
L3 50 s L3 50 s
Pb 2
4. Rancang Ladder Diagram
5. Transferkan ladder Diagram ke Kode Mnemonic
6. Mentranfser program dari PC ke PLC dan lakukan pengujian ladder diagram
bahwa program berjalan dengan benar.
7. Rancang CX-Disigner dengan desain sendiri
JOB SHEET PLC DAN APLIKASI INDUSTRI 37
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
8. Rangkaian Pengawatan
PB ON PB OFF
Suplay
L1 N COM 00 01 02 03 04 05 06 07 08
OMRON SYSMAC CPM 1 A 20 CDR AV1
+ - COM 1 00 COM 2 01 COM 3 02 03 COM 4 04 05
L1 L2 L3
9. Buat Analisa dari kerja Ladder Diagram dan CX Designer
JOB SHEET PLC DAN APLIKASI INDUSTRI 38
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
JOB 4.
RANGKAIAN MATI BERURUTAN SECARA SEQUENSIAL
1. Deskripsi leader diagram
PB 1 (I;0.00) digunakan untuk mengaktifkan internal relay (200.00)
Internal relay (200.00) untuk mengalirkan tegangan kesemua rangkaian yang
diawali dengan internal relay (200.00). dimana internal relay ini pertama
menghidupkan L1 (10.00) , L2 (10.01) , L3 (10.02) dan Timer 1 ( TIM 000)
selama 50s.
Setelah Timer 1 (TIM 000) hidup selama 50 Second maka anak kontak
Timer 1 akan memutuskan L1 dan menghidupkan timer 2 (TIM 001)
selama 50 second.
Setelah Timer 2 (TIM 001) hidup selama 50 Second maka anak kontak
Timer 2 akan memutuskan L2 dan menghidupkan timer 3 (TIM 002)
selama 50 second.
Setelah Timer 3 (TIM 002) hidup selama 50 Second maka anak kontak
Timer 3 akan memutuskan L3 dan menghidupkan timer 4 (TIM 003)
selama 40 second.
Timer 4 (TIM 003) ini berfungsi untuk memberi waktu jeda pada rangkaian
dan mereset rangkaian menjadi squensiaL.
2. Tabel input dan output device
Input Device Output Device
Peralatan Alamat Peralatan Alamat
Pb_1 0.00 L1 10.00
Pb_2 0.01 L2 10.01
L3 10.02
JOB SHEET PLC DAN APLIKASI INDUSTRI 39
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
3. Timing chart
Pb 1
50 s 50 s
L1 L1
L2 50 s L2 50 s
L3
L3
50 s 50 s
Pb 2
40
4. Rancang Ladder Diagram
5. Transferkan ladder Diagram ke Kode Mnemonic
6. Mentranfser program dari PC ke PLC dan lakukan pengujian ladder diagram
bahwa program berjalan dengan benar.
7. Rancang CX-Disigner dengan desain sendiri
JOB SHEET PLC DAN APLIKASI INDUSTRI 40
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
8. Rangkaian Pengawatan
PB ON START RESET
Suplay
L1 N COM 00 01 02 03 04 05 06 07 08
OMRON SYSMAC CPM 1 A 20 CDR AV1
+ - COM 1 00 COM 2 01 COM 3 02 03 COM 4 04 05
L1 L2 L3
9. Buat Analisa dari kerja Ladder Diagram dan CX Designer
JOB SHEET PLC DAN APLIKASI INDUSTRI 41
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
JOB 5
MENGHIDUPKAN LAMPU MENGGUNAKAN COUNTER
1. Deskipsi kerja ladder
PB ON (I;0.00) digunakan untuk mengaktifkan internal relay (200.00).
PB OFF (I;0.01) digunakan untuk memutus arus.
PB SET (I;0.02) digunakan untuk menghidupkan counter sesuai dengan
setingan counter.
PB RESET (I;0.03) digunakan untuk mereset counter karna counter hanya
bekerja 1 kali maka counter harus direset.
Internal relay (200.00) untuk mengalirkan tegangan kesemua rangkaian yang
diawali dengan internal relay (200.00).
Counter (TIM000) digunakan untuk mengatur berapa kali push button ditekan
sesaat untuk menghidupkan lampu.
2. Tabel input dan output device
Input Device Output Device
Peralatan Alamat Peralatan Alamat
PB ON 0.00 L1 10.00
PB OFF 0.01
PB SET 0.02
PB RESET 0.03
3. Timing Chart
JOB SHEET PLC DAN APLIKASI INDUSTRI 42
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
4. Rancang Ladder Diagram
5. Transferkan ladder Diagram ke Kode Mnemonic
6. Mentranfser program dari PC ke PLC dan lakukan pengujian ladder
diagram bahwa program berjalan dengan benar.
7. Rancang CX-Disigner dengan desain sendiri
8. Rangkaian Pengawatan
PB ON START RESET
Suplay
L1 N COM 00 01 02 03 04 05 06 07 08
OMRON SYSMAC CPM 1 A 20 CDR AV1
+ - COM 1 00 COM 2 01 COM 3 02 03 COM 4 04 05
L1 L2 L3
9. Analisa dari cara kerja Program
JOB SHEET PLC DAN APLIKASI INDUSTRI 43
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
JOB 6. TRAFIGHLIGHT 2 SIMPANG
1. Deskripsi kerja leadder diagram
1) PB 1 (00.00) ditekan maka anak kontak internal relay (200.00) bekerja dan
semua anak kontak internal relay (200.00) bekerja, lampu kuning 1 (10.00)
hidup dan lampu kuning simpang 2 (10.01) hidup
2) Setelah menekan PB 1 maka timer1 (TIM000) juga bekerja, maka
mematikan lampu kuning 1 (10.00) dan lampu kuning 2 (10.01) dan
timer1 menghidupkan lampu merah 1 (10.02) dan lampu hijau 2 (10.03)
dan juga mengaktifkan mengaktifkan timer2 (TIM 001)
3) Setelah timer2 aktif mematikan lampu merah 1 (10.02 dan lampu hijau 2
(10.03) dan mengaktifkan kembali lampu kuning 1 dan 2 dan mengatifkan
timer2 (TIM 001)
4) Dan timer2 aktif akan mematikan lampu kuning 1 dan 2 dan akan
menghidupkan lampu hijau simpang 1 (10.03) dan lampu merah simpang
2 (10..04) hidup dan juga timer2 mengaktifkan timer3 (TIM 002)
5) Timer 3 (TIM 002) inilah yang melaukan reset ke timer 1
6) Untuk menghentikan lampu bekerja secara terus menerus digunakan PB 2
(00.01) dan mematikan keseluruh rangkaian
2. Tabel I/O
Input Device Output Device
Peralatan Alamat Peralatan Alamat
PB ON 0.00 Lampu Merah 1 10.02
PB OFF 0.01 Lampu Kuning 1 10.00
Lampu Hijau 1 10.05
Lampu Merah 2 10.04
Lampu Kuning 2 10.01
Lampu Hijau 2 10.03
JOB SHEET PLC DAN APLIKASI INDUSTRI 44
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
3. Timming Chart
PB ON
Merah 1
Kuning 1
Hijau 1
Merah 2
Kuning 2
Hijau 2
PB OFF
4. Rancang Ladder Diagram
5. Transferkan ladder Diagram ke Kode Mnemonic
6. Mentranfser program dari PC ke PLC dan lakukan pengujian ladder diagram
bahwa program berjalan dengan benar.
7. CX – Designer
JOB SHEET PLC DAN APLIKASI INDUSTRI 45
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
8. Rangkaian Pengawatan
PB ON PB OFF
Suplay
L1 N COM 00 01 02 03 04 05 06 07 08
OMRON SYSMAC CPM 1 A 20 CDR AV1
+ - COM 1 00 COM 2 01 COM 3 02 03 COM 4 04 05
SIMPANG 1 SIMPANG 2
9. Analisa dari cara kerja Program
JOB SHEET PLC DAN APLIKASI INDUSTRI 46
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
JOB 7. TRAFFIC LIGHT 3 SIMPANG
1. Deskipsi kerja ladder
PB ON (I;0.00) digunakan untuk mengaktifkan internal relay (200.00).
PB OFF (I;0.01) digunakan untuk memutus arus.
TIMER , disini saya menggunakan 7 timer yang mana disini saya memiliki
prinsip kerja anak kontak NO timer digunakan untuk menghidupkan
lampu dan timer selanjutnya. Sedangkan anak kontak NC digunakan
untuk mematikan lampu sesuai dengan bacaan dari timer yang kita buat.
Seperti TIM hijau, berarti fungsi nya untuk mematikan hijau.
2. Tabel input dan output device
Input Device Output Device
Peralatan Alamat Peralatan Alamat
PB ON 0.00 M1 10.00
PB OFF 0.01 K1 10.01
H1 10.02
M2 10.03
K2 10.04
H2 10.05
M3 10.06
K3 10.07
H3 11.00
JOB SHEET PLC DAN APLIKASI INDUSTRI 47
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
3. Timing Chart
4. Rancang Ladder Diagram
5. Transferkan ladder Diagram ke Kode Mnemonic
6. Mentranfser program dari PC ke PLC dan lakukan pengujian ladder
diagram bahwa program berjalan dengan benar.
7. Buat CX-Designer dengan desain sendiri
JOB SHEET PLC DAN APLIKASI INDUSTRI 48
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
8. Rangkaian Pegawatan
PB ON PB OFF
Suplay
L1 N COM 00 01 02 03 04 05 06 07 08
OMRON SYSMAC CPM 1 A 20 CDR AV1
+ - COM 1 00 COM 2 01 COM 3 02 03 COM 4 04 05
06 07 08 COM 0 00 01 02 03 04 05 06
SIMPANG 1 SIMPANG 2 SIMPANG 3
9. Analisa Kerja Rangkaian
JOB SHEET PLC DAN APLIKASI INDUSTRI 49
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
JOB 8. TRAFFIC LIGHT 4 SIMPANG
1. Deskipsi kerja ladder
PB ON (I;0.00) digunakan untuk mengaktifkan internal relay (200.00).
PB OFF (I;0.01) digunakan untuk memutus arus.
TIMER , disini saya menggunakan 9 timer yang mana disini saya memiliki
prinsip kerja anak kontak NO timer digunakan untuk menghidupkan
lampu dan timer selanjutnya. Sedangkan anak kontak NC digunakan
untuk mematikan lampu sesuai dengan bacaan dari timer yang kita buat.
Seperti TIM hijau, berarti fungsi nya untuk mematikan hijau.
2. Tabel input dan output device
Input Device Output Device
Peralatan Alamat Peralatan Alamat
PB ON 0.00 M1 10.00
PB OFF 0.01 K1 10.01
H1 10.02
M2 10.03
K2 10.04
H2 10.05
M3 10.06
K3 10.07
H3 11.00
M4 11.01
K4 11.02
H4 11.03
JOB SHEET PLC DAN APLIKASI INDUSTRI 50
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
3. Timing chart
4. Rancang Ladder Diagram
5. Transferkan ladder Diagram ke Kode Mnemonic
6. Mentranfser program dari PC ke PLC dan lakukan pengujian ladder
diagram bahwa program berjalan dengan benar.
7. Buat CX-Designer dengan desain sendiri
JOB SHEET PLC DAN APLIKASI INDUSTRI 51
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
8. Rangkaian Pengawatan
PB ON PB OFF
Suplay
L1 N COM 00 01 02 03 04 05 06 07 08
OMRON SYSMAC CPM 1 A 20 CDR AV1
+ - COM 1 00 COM 2 01 COM 3 02 03 COM 4 04 05
06 07 08 COM 0 00 01 02 03 04 05 06
SIMPANG 1 SIMPANG 2 SIMPANG 3 SIMPANG 4
9. Analisa Kerja Rangkaian
JOB SHEET PLC DAN APLIKASI INDUSTRI 52
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
JOB 9. KONTROL MOTOR FORWARD DAN REVERS
1. Deskipsi kerja ladder
Putaran motor secara manual dilakukan dengan mengaktifkan
selector switch ke Nomor 2 untuk putar manual, apabila PB1
dengan alamat 000.00 ditekan maka K1 dengan alamat 200.00
akan bekerja dan motor akan berputar ke Kanan (alamat 000.00).
Jika Push Button OFF atau S0 dengan alamat 000.01 ditekan maka
motor akan berhenti berputar dan jika ditekan PB2 dengan alamat
000.02 maka K2 dengan alamat 200.01 akan bekerja dan motor
akan berputar ke Kiri.
Dan apabila Push button OFF dengan alamat 000.01 ditekan maka
motor akan berhenti berputar. Tidak hanya pada push button OFF,
kita juga bisa membuat motor berhenti dengan memutar selector
switch ke angka 0.
B. Putaran motor secara OTOMATIS
Apabila selector switch diputar ke Nomor 1 maka PB4 diaktifkan
dengan alamat input yaitu 000.05 maka timer 1 dengan alamat
000.00 bekerja dan motor dengan alamat 010.00 akan berputar
Kanan secara otomatis selama 30 detik. Setelah 30 detik motor
berhenti berputar dan timer 2 dengan alamat 000.01 akan aktif
untuk memberi waktu jeda selama 30 detik ,kemudian motor
dengan alamat 010.01 akan berputar secara otomatis kearah Kiri.
Apabila push button OFF diaktifkan dengan alamat input 000.01
maka motor akan berhenti berputar.
JOB SHEET PLC DAN APLIKASI INDUSTRI 53
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
2. Tabel input dan output device
Input Device Output Device
Peralatan Alamat Peralatan Alamat
K1 (Motor putar
PB ON 0.00 10.00
kanan)
PB OFF 0.01
K2 (Motor putar
PB ON 0.02 10.01
kiri)
PB OFF 0.03
3. Timming Chart
PB ON
PB FORWARD
KONTAKTOR FORWARD
PB OFF FORWARD/REVERSE
PB REVERSE
KONTAKTOR REVERSE
PB OFF
4. Rancang Ladder Diagram
5. Transferkan ladder Diagram ke Kode Mnemonic
JOB SHEET PLC DAN APLIKASI INDUSTRI 54
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
6. Mentranfser program dari PC ke PLC dan lakukan pengujian ladder diagram
bahwa program berjalan dengan benar.
7. Rancang CX Designer denagn desain sendiri
8. Rangkaian Pengawatan Input dan Output
JOB SHEET PLC DAN APLIKASI INDUSTRI 55
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
9. Rangkaian Daya Motor
10. Buat Analisa kerja Ladder Diagram
JOB SHEET PLC DAN APLIKASI INDUSTRI 56
POLITEKNIK NEGERI PADANG
D3. TEKNIK LISTRIK
JOB 10.
RANCANGAN BELT CONVEYOR
Rancanglah Ladder Diagram dari diagram kerja di bawah ini :
S_1
→ → → → → → Pb1 Pb2
S_3
Conveyor 1
S_2
Isi 8 Isi 8 Isi 8
Conveyor 2
← ← ←
← ← ←
Penjelasan gambar di atas :
Pb_1 untuk on rangkaian dan Pb_2 untuk off rangkaian.
Conveyor 1 membawa box kecil disimulasikan dengan Lampu 1.
Conveyor 2 membawa box besar disimulasikan dengan Lampu 2.
Sensor untuk mendeteksi box kecil disimulasikan dengan S_1 dan S_2.
Sensor untuk mendeteksi box besar disimulasikan dengan S_3.
Masing-masing box besar akan diisi dengan box kecil sebanyak 8 buah.
JOB SHEET PLC DAN APLIKASI INDUSTRI 57
Anda mungkin juga menyukai
- Zelio Smart RelayDokumen41 halamanZelio Smart RelayMuhamad Faizz100% (1)
- PLC LD INSTRUKSIDokumen27 halamanPLC LD INSTRUKSIAlexis Bushido Giyujin Chusetsu-SanBelum ada peringkat
- Soal LKS SMK 2019 Babel (Industrial Control)Dokumen22 halamanSoal LKS SMK 2019 Babel (Industrial Control)Angel FortuneBelum ada peringkat
- Soal PLCDokumen10 halamanSoal PLCFany Dwi KristantiBelum ada peringkat
- Jobsheet PLCDokumen5 halamanJobsheet PLCFidelis BillyBelum ada peringkat
- Job Sheet TDRDokumen3 halamanJob Sheet TDRDefri AfriadiBelum ada peringkat
- Modul Pengendali Elektronika (Berbantuan Komputer)Dokumen49 halamanModul Pengendali Elektronika (Berbantuan Komputer)Tutuk Jatmiko100% (1)
- Modul Ajar PLC PDFDokumen14 halamanModul Ajar PLC PDFBayu WahyudiBelum ada peringkat
- Smart Relay Zelio Timer ProgrammingDokumen5 halamanSmart Relay Zelio Timer ProgrammingElfi Yunita100% (1)
- Struktur Kurikulum Toi - 2013!17!18Dokumen2 halamanStruktur Kurikulum Toi - 2013!17!18JhonPrihadiBelum ada peringkat
- Deskripsi Teknis LKS SMK 2019 - Industrial ControlDokumen76 halamanDeskripsi Teknis LKS SMK 2019 - Industrial Controladi folies100% (1)
- 7047-P4-SPK-Teknik Otomasi Industri-K13revDokumen5 halaman7047-P4-SPK-Teknik Otomasi Industri-K13revabubakarBelum ada peringkat
- FORMAT SILABUS IHT Sistem Pengendali ElektronikDokumen8 halamanFORMAT SILABUS IHT Sistem Pengendali ElektronikZainal ArifinBelum ada peringkat
- SMK YAPPI WONOSARI Sistem Kontrol Elektropneumatik JobsheetDokumen1 halamanSMK YAPPI WONOSARI Sistem Kontrol Elektropneumatik JobsheetRiniBelum ada peringkat
- 1.pengantar Smart Relay BMDokumen20 halaman1.pengantar Smart Relay BMdesti pratiwiBelum ada peringkat
- RPP PneumatikDokumen4 halamanRPP Pneumatikyvan_helmiBelum ada peringkat
- Modul Spe 2018Dokumen80 halamanModul Spe 2018defikharunnisaBelum ada peringkat
- Jobsheet 2 Blinking LEDDokumen5 halamanJobsheet 2 Blinking LEDmahesa putraBelum ada peringkat
- Dasar Dasar PLCDokumen24 halamanDasar Dasar PLCAhmad Husen100% (1)
- Soal Uas Toi Kelas XiDokumen6 halamanSoal Uas Toi Kelas Xihusni anshariBelum ada peringkat
- MENGUKUR JARAK DENGAN SENSOR ULTRASONIKDokumen8 halamanMENGUKUR JARAK DENGAN SENSOR ULTRASONIKRonBelum ada peringkat
- Job Sheet PLCDokumen16 halamanJob Sheet PLCCitra AnggrainiBelum ada peringkat
- PLC Job Sheet SMKN 2 TakengonDokumen40 halamanPLC Job Sheet SMKN 2 TakengonRismail Smile100% (2)
- Rangkaian DOLDokumen3 halamanRangkaian DOLMiftakhul JanniBelum ada peringkat
- Job Sheet IML PLC RFDokumen4 halamanJob Sheet IML PLC RFAji SafariBelum ada peringkat
- RPP KD 3.10 Smart Relay ImlDokumen11 halamanRPP KD 3.10 Smart Relay Imlmake chanelBelum ada peringkat
- Silabus IML Kelas XIIDokumen11 halamanSilabus IML Kelas XIIRicko Cptw100% (1)
- Desain Sistem Kontrol Elektropneumatik EditDokumen60 halamanDesain Sistem Kontrol Elektropneumatik EditRisqi Sani PratamaBelum ada peringkat
- Silabus Mapel Sistem Kontrol Terprogram Kelas XI 2018Dokumen13 halamanSilabus Mapel Sistem Kontrol Terprogram Kelas XI 2018RizkieBelum ada peringkat
- SISTEM LOGDokumen9 halamanSISTEM LOGHusen SufiantoBelum ada peringkat
- Merakit Sistem PengendaliDokumen66 halamanMerakit Sistem PengendaliArif Rustianto100% (3)
- Job Sheet MPLRTDokumen42 halamanJob Sheet MPLRTSteven KompasBelum ada peringkat
- Job Sheet HMIDokumen9 halamanJob Sheet HMIDWI HANIBelum ada peringkat
- SMKN56PLCDokumen3 halamanSMKN56PLChervina kiruna100% (1)
- Instalasi Listrik 1 FasaDokumen9 halamanInstalasi Listrik 1 Fasalamenty55Belum ada peringkat
- J.4 Pengukuran Tegangan DCDokumen4 halamanJ.4 Pengukuran Tegangan DCWulan DariBelum ada peringkat
- Reversing Motor DirectionDokumen3 halamanReversing Motor DirectionAris Budi RBelum ada peringkat
- SILABUS-sistem Kendali Elektronik PDFDokumen7 halamanSILABUS-sistem Kendali Elektronik PDFDestaria Utami Rizky0% (1)
- TIMER DELAY RELAYDokumen16 halamanTIMER DELAY RELAYhervina kirunaBelum ada peringkat
- plc1 Modul Kelas XiDokumen120 halamanplc1 Modul Kelas XiSamsRizalBelum ada peringkat
- RPP PLCDokumen5 halamanRPP PLCAhmex Mix RemixBelum ada peringkat
- Bab 2-Piranti Kontrol ElektromekanikDokumen42 halamanBab 2-Piranti Kontrol ElektromekanikDzikri Satrio100% (4)
- PLCDokumen6 halamanPLCMuhammad AldyBelum ada peringkat
- Jobs Heet 7 Pengendali Berurutan Motor 3 FasaDokumen3 halamanJobs Heet 7 Pengendali Berurutan Motor 3 FasaSiswanto WantoBelum ada peringkat
- Contoh Soal PLCDokumen4 halamanContoh Soal PLCMad AtmadiBelum ada peringkat
- SEKUENSIALDokumen28 halamanSEKUENSIALandraa_063084Belum ada peringkat
- Silabus Mapel Kontrol Elektromekanik Kelas XIIDokumen8 halamanSilabus Mapel Kontrol Elektromekanik Kelas XIIRoyyanFaizalMajidBelum ada peringkat
- Kondisi Operasi KontaktorDokumen4 halamanKondisi Operasi KontaktorPPG ELEKTRO UNIMED 2017Belum ada peringkat
- Soal Usp MekatronikaDokumen59 halamanSoal Usp MekatronikaAsrowi Mangku NegaraBelum ada peringkat
- LAPORAN PLC SEMESTER 5 FIXDokumen97 halamanLAPORAN PLC SEMESTER 5 FIXriskyputrautama28Belum ada peringkat
- Makalah PLC OmronDokumen6 halamanMakalah PLC OmronAan SiburianBelum ada peringkat
- PLC Ladder Diagram SimulasiDokumen6 halamanPLC Ladder Diagram SimulasiSelly Darma PutriBelum ada peringkat
- PLC Modul IIDokumen13 halamanPLC Modul IIArief Nur KhoerudinBelum ada peringkat
- OTOMASI PENGISIAN DAN PENYEGELANDokumen20 halamanOTOMASI PENGISIAN DAN PENYEGELANM Syahrizal RangkuBelum ada peringkat
- Dasar PLC OmronDokumen14 halamanDasar PLC OmronIkbal HusaeniBelum ada peringkat
- OPTIMASI PLC UNTUK KONTROL SISTEMDokumen26 halamanOPTIMASI PLC UNTUK KONTROL SISTEMErieck 686Belum ada peringkat
- Prorammable Logic Controlle Ext3Dokumen36 halamanProrammable Logic Controlle Ext3eko_agussBelum ada peringkat
- OPTIMASI PLCDokumen9 halamanOPTIMASI PLCwilujengBelum ada peringkat
- Bab 2 Pembahsan PraktekDokumen32 halamanBab 2 Pembahsan PraktekBahriOneBelum ada peringkat
- Paper Mikrokontroler RiloDokumen10 halamanPaper Mikrokontroler RiloMuhammad RiloBelum ada peringkat
- Kelas3 Ilmu Pengetahuan Alam 3 1192 PDFDokumen166 halamanKelas3 Ilmu Pengetahuan Alam 3 1192 PDFBiak SekipBelum ada peringkat
- Andrian Putra 8Dokumen11 halamanAndrian Putra 8Andrian PutraBelum ada peringkat
- Laporan Andrian Putra 1701031026 Karakteristik Rele Over CurrentDokumen49 halamanLaporan Andrian Putra 1701031026 Karakteristik Rele Over CurrentAndrian PutraBelum ada peringkat
- Laporan Andrian Putra 1701031026 Karakteristik Tegangan Langkah Pada Trafo DayaDokumen52 halamanLaporan Andrian Putra 1701031026 Karakteristik Tegangan Langkah Pada Trafo DayaAndrian PutraBelum ada peringkat
- Perhitungan Gaji PekerjaDokumen5 halamanPerhitungan Gaji PekerjaAndrian PutraBelum ada peringkat
- Laporan Andrian Putra 1701031026 Karakteristik Tegangan Langkah Pada Trafo DayaDokumen52 halamanLaporan Andrian Putra 1701031026 Karakteristik Tegangan Langkah Pada Trafo DayaAndrian PutraBelum ada peringkat
- Kelas4 Ips 4 1269 PDFDokumen152 halamanKelas4 Ips 4 1269 PDFJamaludinBelum ada peringkat
- TEORI-LANDASANDokumen24 halamanTEORI-LANDASANAndrian PutraBelum ada peringkat
- Laporan Andrian Putra 1701031026 Karakteristik Tegangan Langkah Pada Trafo DayaDokumen52 halamanLaporan Andrian Putra 1701031026 Karakteristik Tegangan Langkah Pada Trafo DayaAndrian PutraBelum ada peringkat
- LISTRIKDokumen44 halamanLISTRIKAndrian PutraBelum ada peringkat
- Pengukuran Tahanan TanahDokumen28 halamanPengukuran Tahanan TanahAndrian PutraBelum ada peringkat
- MANPRODokumen5 halamanMANPROAndrian PutraBelum ada peringkat
- Pengukuran Tahanan TanahDokumen28 halamanPengukuran Tahanan TanahAndrian PutraBelum ada peringkat
- Laporan Andrian Putra 1701031026 TOR PDFDokumen35 halamanLaporan Andrian Putra 1701031026 TOR PDFAli Pantang DibetunBelum ada peringkat
- ANALISA HARGA SATUANDokumen1 halamanANALISA HARGA SATUANSyawaludin ewalBelum ada peringkat
- METODE PELAKSANAAN - RevDokumen5 halamanMETODE PELAKSANAAN - RevAndrian PutraBelum ada peringkat
- Tugas 2 Sri Deni WulandariDokumen3 halamanTugas 2 Sri Deni WulandariAndrian PutraBelum ada peringkat
- Uas Listrik PoliDokumen3 halamanUas Listrik PoliAndrian PutraBelum ada peringkat
- Zulfahmi Job 1 (MCB & Karakteristiknya)Dokumen40 halamanZulfahmi Job 1 (MCB & Karakteristiknya)Andrian PutraBelum ada peringkat
- MANPRODokumen18 halamanMANPROAndrian PutraBelum ada peringkat
- EEC Rencana Anggaran BiayaDokumen6 halamanEEC Rencana Anggaran Biayak3nd1wowokBelum ada peringkat
- Mahasiswa Politeknik Mentoring AgamaDokumen6 halamanMahasiswa Politeknik Mentoring AgamaAndrian PutraBelum ada peringkat
- Teori Dasar 1 DillaDokumen19 halamanTeori Dasar 1 DillaAndrian PutraBelum ada peringkat
- Kelompok TrafoDokumen2 halamanKelompok TrafoAndrian PutraBelum ada peringkat
- Job 3 ProteksiDokumen26 halamanJob 3 ProteksiAndrian PutraBelum ada peringkat
- TRANSFORMER INSPECTIONDokumen37 halamanTRANSFORMER INSPECTIONAndrian PutraBelum ada peringkat
- Karakteristik Auto-TrafoDokumen13 halamanKarakteristik Auto-TrafoAndrian PutraBelum ada peringkat
- Tugas KWU Andrian PutraDokumen2 halamanTugas KWU Andrian PutraAndrian PutraBelum ada peringkat
- Andrian Putra 1701031026Dokumen43 halamanAndrian Putra 1701031026Andrian PutraBelum ada peringkat
- Tugas Andrian Putra 1701031026Dokumen11 halamanTugas Andrian Putra 1701031026Andrian PutraBelum ada peringkat