Anda mungkin juga menyukai
- Modul 4. Perawatan Yang DirencanakanDokumen10 halamanModul 4. Perawatan Yang DirencanakanAchmad Zaka RBelum ada peringkat
- Perawatan Yang DirencanakanDokumen32 halamanPerawatan Yang DirencanakanYudha IrvanaBelum ada peringkat
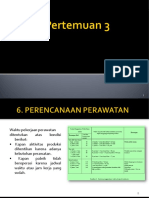
- Materi Pertemuan 3Dokumen9 halamanMateri Pertemuan 3Bayu BayuBelum ada peringkat
- 4.jenis-Jenis PerawatanDokumen29 halaman4.jenis-Jenis PerawatanRoy Jekri SetiadiBelum ada peringkat
- BAB IV. TPMP Edit.Dokumen19 halamanBAB IV. TPMP Edit.Samuel AlfredBelum ada peringkat
- Maintenance ControlDokumen18 halamanMaintenance ControlanwikusumaBelum ada peringkat
- Praktekum Dasar 1Dokumen12 halamanPraktekum Dasar 1Abdul AzisBelum ada peringkat
- 4.2 Memilah Alat Pemeliharaan Utama MekanikDokumen26 halaman4.2 Memilah Alat Pemeliharaan Utama MekanikReza Ali FirdausBelum ada peringkat
- Makalah Pemeliharaan AlatDokumen13 halamanMakalah Pemeliharaan AlatPunggawa DigitalprintingBelum ada peringkat
- Perawatan MesinDokumen28 halamanPerawatan MesinGatut SulianaBelum ada peringkat
- Perawatan Dan Pemeliharaan Mesin IndustriDokumen35 halamanPerawatan Dan Pemeliharaan Mesin IndustriHamdani DaniBelum ada peringkat
- Bahan Ajar Manajemen Produksi - D3Dokumen53 halamanBahan Ajar Manajemen Produksi - D3Rhyuz Lie H-CameBelum ada peringkat
- In House Training Total Productive MaintenanceDokumen33 halamanIn House Training Total Productive MaintenanceMimah SalimahBelum ada peringkat
- Jawaban Soal MaintenanceDokumen5 halamanJawaban Soal MaintenanceAlfa RizqiBelum ada peringkat
- 3 Maintenance PlanningDokumen46 halaman3 Maintenance Planningyusril sabriBelum ada peringkat
- In House Training Total Productive MaintenanceDokumen33 halamanIn House Training Total Productive MaintenanceMimah SalimahBelum ada peringkat
- Tugas Rangkuman MaintenanceDokumen23 halamanTugas Rangkuman MaintenanceRyon JulioBelum ada peringkat
- Makalah-Teknik-Pemeliharaan-Mesin - 2019Dokumen32 halamanMakalah-Teknik-Pemeliharaan-Mesin - 2019bandaro basaBelum ada peringkat
- Penjadwalan Produksi IkeDokumen4 halamanPenjadwalan Produksi IkeEunike PurbaBelum ada peringkat
- Makalah Teknik Pemeliharaan MesinDokumen33 halamanMakalah Teknik Pemeliharaan MesinNindya AmeliaBelum ada peringkat
- Rangkuman Perawatan MesinDokumen75 halamanRangkuman Perawatan MesinjekiBelum ada peringkat
- Tugas Akhir PTI Kelompok 8 - Reg.B2-ADokumen33 halamanTugas Akhir PTI Kelompok 8 - Reg.B2-AnadaBelum ada peringkat
- In House Training Total Productive MaintenanceDokumen33 halamanIn House Training Total Productive MaintenanceMimah SalimahBelum ada peringkat
- Metode Perawatan MesinDokumen81 halamanMetode Perawatan MesinMuhammad RenaldiBelum ada peringkat
- Equipment MaintenanceDokumen3 halamanEquipment MaintenanceCahyo DiyantoBelum ada peringkat
- Analisis Masalah Produksi Pada ToyotaDokumen14 halamanAnalisis Masalah Produksi Pada ToyotaMiftah Nova Iskandar100% (2)
- Perawatan Dan Pemeliharaan Mesin Industri1Dokumen85 halamanPerawatan Dan Pemeliharaan Mesin Industri1soetrisnoBelum ada peringkat
- Managment MaintenanceDokumen8 halamanManagment MaintenanceAzri ZaidiBelum ada peringkat
- Bab I Perawatan BengkelDokumen6 halamanBab I Perawatan BengkelJoko Putra RiauBelum ada peringkat
- Manajemen PemeliharaanDokumen9 halamanManajemen PemeliharaanDewi Nurul HudaBelum ada peringkat
- Perawatan Dan Pemeliharaan Mesin IndustriDokumen76 halamanPerawatan Dan Pemeliharaan Mesin IndustriYuudho Bepe67% (3)
- Rangkuman Materi Teknik Perawatan Dasar PDFDokumen33 halamanRangkuman Materi Teknik Perawatan Dasar PDFYogaBelum ada peringkat
- APSKDokumen18 halamanAPSKsalmanirBelum ada peringkat
- Pengantar Manajemen PemeliharaanDokumen36 halamanPengantar Manajemen PemeliharaanGustio Alwi SadewoBelum ada peringkat
- Materi Maintenace Management - 15092022Dokumen21 halamanMateri Maintenace Management - 15092022LorentzBelum ada peringkat
- Kelompok 4 (Empat) - Penjadwalan (Scheduling)Dokumen12 halamanKelompok 4 (Empat) - Penjadwalan (Scheduling)nhurul 2114Belum ada peringkat
- Metode Perawatan MesinDokumen86 halamanMetode Perawatan MesinAfren Portal TholibinBelum ada peringkat
- Pemeliharaan Dan Perawatan BengkelDokumen3 halamanPemeliharaan Dan Perawatan BengkelSelamet PujiantoBelum ada peringkat
- Modul 10 Penjadwalan Dan Kontrol Perawatan Mesin 2022Dokumen54 halamanModul 10 Penjadwalan Dan Kontrol Perawatan Mesin 2022bisa cryptoBelum ada peringkat
- Tugas ReparasiDokumen8 halamanTugas Reparasiyosri uncuBelum ada peringkat
- Materi TMMIDokumen5 halamanMateri TMMIhelmi100% (2)
- 010 Maintenance System 2021Dokumen15 halaman010 Maintenance System 2021Muhammad Bari AkhdanBelum ada peringkat
- b.1 Dasar Dalam Sistem Pemeliharaan-OkDokumen26 halamanb.1 Dasar Dalam Sistem Pemeliharaan-OkRafif SulthanBelum ada peringkat
- Ringkasan Materi Manajemen OperasiDokumen30 halamanRingkasan Materi Manajemen OperasiTaufan Opan100% (1)
- 2013-2-01166-TI Bab2001Dokumen10 halaman2013-2-01166-TI Bab2001Odis SidoBelum ada peringkat
- Laporan Perawatan Mesin Pada Rumah SakitDokumen11 halamanLaporan Perawatan Mesin Pada Rumah SakitRaka AnandaBelum ada peringkat
- Modul 2 FixDokumen168 halamanModul 2 FixMonaliSa P BarusBelum ada peringkat
- 001 Manajemen-Produksi3Dokumen19 halaman001 Manajemen-Produksi3aceng kurniawanBelum ada peringkat
- Manajemen PemeliharaanDokumen6 halamanManajemen PemeliharaanEndah PratiwiningsihBelum ada peringkat
- SchedulingDokumen56 halamanSchedulingmrbhallzBelum ada peringkat
- Penanaman Cabai Ori 212Dokumen2 halamanPenanaman Cabai Ori 212Aryo Pratama100% (1)
- Laporan Ki-1Dokumen12 halamanLaporan Ki-1Aryo PratamaBelum ada peringkat
- Laporan Hasil Usaha Gambar TeknikDokumen3 halamanLaporan Hasil Usaha Gambar TeknikAryo PratamaBelum ada peringkat
- Perlengkapan Makrab-1Dokumen1 halamanPerlengkapan Makrab-1Aryo PratamaBelum ada peringkat
- Bab 1 PendahuluanDokumen2 halamanBab 1 PendahuluanAryo PratamaBelum ada peringkat
- Kartu AsistensiDokumen2 halamanKartu AsistensiAryo PratamaBelum ada peringkat
- ART KBMFT UM Metro 2020Dokumen21 halamanART KBMFT UM Metro 2020Aryo PratamaBelum ada peringkat
- Sistem Pembayaran 2xDokumen1 halamanSistem Pembayaran 2xAryo PratamaBelum ada peringkat
- RPS Analisa Teknik Biaya BaruuDokumen8 halamanRPS Analisa Teknik Biaya BaruuAryo PratamaBelum ada peringkat
- Perawatan IndustriDokumen9 halamanPerawatan IndustriAryo PratamaBelum ada peringkat
- Contoh Soal Energi Matahari - 7Dokumen4 halamanContoh Soal Energi Matahari - 7Aryo PratamaBelum ada peringkat
- Contoh Soal Kincir AnginDokumen3 halamanContoh Soal Kincir AnginAryo PratamaBelum ada peringkat
- Set 909 Alat Demonstrasi Resonansi GetaranDokumen2 halamanSet 909 Alat Demonstrasi Resonansi GetaranAryo PratamaBelum ada peringkat
- FinancialStatement 2022 I TOYSDokumen26 halamanFinancialStatement 2022 I TOYSAryo PratamaBelum ada peringkat
- Client Portfolio URHR 2022 07 29Dokumen1 halamanClient Portfolio URHR 2022 07 29Aryo PratamaBelum ada peringkat
- Analisis Kekuatan Tarik Dan Struktur Mik 5fbb7560Dokumen8 halamanAnalisis Kekuatan Tarik Dan Struktur Mik 5fbb7560Aryo PratamaBelum ada peringkat
- Aryo Pratama 20520043 Proposal Penelitian CNC Good CuyDokumen16 halamanAryo Pratama 20520043 Proposal Penelitian CNC Good CuyAryo PratamaBelum ada peringkat
- Skala Capaian Perkembangan PrintDokumen8 halamanSkala Capaian Perkembangan PrintAryo PratamaBelum ada peringkat