Anda mungkin juga menyukai
- Job Sheet TIG Rigi Las KumpulDokumen4 halamanJob Sheet TIG Rigi Las KumpulImbang PutraBelum ada peringkat
- Job Sheet TIG 1F KumpulDokumen4 halamanJob Sheet TIG 1F KumpulImbang PutraBelum ada peringkat
- Job Sheet TIG 1G KumpulDokumen4 halamanJob Sheet TIG 1G KumpulImbang PutraBelum ada peringkat
- Job Sheet Mengelas SMAW Tingkat LanjutDokumen14 halamanJob Sheet Mengelas SMAW Tingkat LanjutMNurYahyaBelum ada peringkat
- Job Sheet TIG 2G KumpulDokumen4 halamanJob Sheet TIG 2G KumpulImbang PutraBelum ada peringkat
- Job Sheet 1F kumpul-GMAWDokumen17 halamanJob Sheet 1F kumpul-GMAWImbang PutraBelum ada peringkat
- Job Sheet 1G kumpul-GMAWDokumen5 halamanJob Sheet 1G kumpul-GMAWImbang PutraBelum ada peringkat
- Joob SheetDokumen6 halamanJoob SheetVitho Zam ZambulBelum ada peringkat
- Job Sheet Mengelas SMAWDokumen11 halamanJob Sheet Mengelas SMAWYusuf Rizal FauziBelum ada peringkat
- Job Sheet 1F kumpul-SMAWDokumen17 halamanJob Sheet 1F kumpul-SMAWImbang PutraBelum ada peringkat
- Jobsheet SMAWDokumen4 halamanJobsheet SMAWVandReas d'MalformedMaker100% (1)
- Job Sheet 2G kumpul-SMAW1Dokumen5 halamanJob Sheet 2G kumpul-SMAW1Imbang PutraBelum ada peringkat
- PRAKTIK TEKNIK PENGELASAN LANJUT Proses Rigi - Rigi LAs GMAWDokumen7 halamanPRAKTIK TEKNIK PENGELASAN LANJUT Proses Rigi - Rigi LAs GMAWFakhri IqbalBelum ada peringkat
- SMAWDokumen34 halamanSMAWBhilbil Prima NhBelum ada peringkat
- Job Sheet Sambungan 1 FDokumen17 halamanJob Sheet Sambungan 1 FImbang PutraBelum ada peringkat
- Tugas Praktik Demonstrasi - 1GDokumen4 halamanTugas Praktik Demonstrasi - 1GChoirul AnwarBelum ada peringkat
- Job Sheet SMAW-Posisi 1FDokumen4 halamanJob Sheet SMAW-Posisi 1Fhetayo12341Belum ada peringkat
- LKPD 2-Dikonversi PDFDokumen16 halamanLKPD 2-Dikonversi PDFDicky YatimBelum ada peringkat
- Jobsheet Pipa SMKN MoilongDokumen16 halamanJobsheet Pipa SMKN MoilongFuadillah Pangestu2Belum ada peringkat
- Soal 7074 P3 SPK Teknik Pengelasan K13revDokumen7 halamanSoal 7074 P3 SPK Teknik Pengelasan K13revDiego MichelBelum ada peringkat
- PRAKTIK TEKNIK PENGELASAN LANJUT Proses Sambungan T LAs GMAWDokumen7 halamanPRAKTIK TEKNIK PENGELASAN LANJUT Proses Sambungan T LAs GMAWFakhri IqbalBelum ada peringkat
- JOBSHEETDokumen34 halamanJOBSHEETLizar Jamil50% (2)
- 1Dokumen98 halaman1Dwi DarsonoBelum ada peringkat
- Job Sheets Sambungan Kampuh VDokumen3 halamanJob Sheets Sambungan Kampuh VAn's Anto0% (1)
- PengelasanDokumen11 halamanPengelasanAde Tira WongBelum ada peringkat
- Job Sheet Ctakan Paving BlokDokumen6 halamanJob Sheet Ctakan Paving BlokludfiBelum ada peringkat
- GMAW Job Sheet 2F 1G 3GDokumen15 halamanGMAW Job Sheet 2F 1G 3Ghasdin12Belum ada peringkat
- I. Petunjuk Umum: Paket Dokumen NegaraDokumen7 halamanI. Petunjuk Umum: Paket Dokumen NegaraSepuh 86Belum ada peringkat
- Teknik Pengelasan Pelat Dengan Pelat Posisi 1F Dengan Las Busur ManualDokumen6 halamanTeknik Pengelasan Pelat Dengan Pelat Posisi 1F Dengan Las Busur Manualrobby tasmizra100% (1)
- 4.Lkpd 3 Las Gmaw p3 MashuriDokumen8 halaman4.Lkpd 3 Las Gmaw p3 MashuriIbnu KhamdaniBelum ada peringkat
- Jobsheet Las MIG-MAG 3FDokumen3 halamanJobsheet Las MIG-MAG 3FRizki Iqbal MakmuriBelum ada peringkat
- Soal Ukk TPM 2008.2009Dokumen5 halamanSoal Ukk TPM 2008.2009fajri ariBelum ada peringkat
- Jobsheet 3G SMAWDokumen4 halamanJobsheet 3G SMAWDista ArfianBelum ada peringkat
- Job Sheet Teknik PengelasanDokumen4 halamanJob Sheet Teknik PengelasanHardiyan Tri Wijayanto100% (1)
- Materi Training WelderDokumen14 halamanMateri Training WelderAlfand Altamirano Letnanpampat100% (1)
- 3G JobDokumen6 halaman3G Jobdwicahyono85Belum ada peringkat
- 7074-P3-SPK-Teknik Pengelasan-K13revDokumen7 halaman7074-P3-SPK-Teknik Pengelasan-K13revSurajiyoBelum ada peringkat
- WPS (Welding Procedure Specification) and PQR (Procedure Qualification Record)Dokumen16 halamanWPS (Welding Procedure Specification) and PQR (Procedure Qualification Record)Herik renaldo83% (6)
- Jobsheet Pengelasan Listrik Membuat Jalur LasDokumen13 halamanJobsheet Pengelasan Listrik Membuat Jalur LasReffi NaldiBelum ada peringkat
- PRAKTIK TEKNIK PENGELASAN LANJUT Proses Sambungan Sudut Luar Las GmawDokumen7 halamanPRAKTIK TEKNIK PENGELASAN LANJUT Proses Sambungan Sudut Luar Las GmawFakhri IqbalBelum ada peringkat
- Modul Nomor 9 (Pembuatan Sambungan Butt Joint Dengan Las Smaw Posisi 2G)Dokumen6 halamanModul Nomor 9 (Pembuatan Sambungan Butt Joint Dengan Las Smaw Posisi 2G)Karindra AlifBelum ada peringkat
- WpsDokumen16 halamanWpsAmber ChavezBelum ada peringkat
- Presentasi 1a DmsDokumen53 halamanPresentasi 1a DmsRahayu AuliaBelum ada peringkat
- WPUCEE BenerrrDokumen12 halamanWPUCEE BenerrrHandiniBelum ada peringkat
- Job Sheet Mengeas Dengan Prose Las Busur Listrik (SMAW)Dokumen20 halamanJob Sheet Mengeas Dengan Prose Las Busur Listrik (SMAW)Sugih SutisnaBelum ada peringkat
- Tugas PraktekDokumen4 halamanTugas PraktekJoko PurnomoBelum ada peringkat
- Kisi-Kisi Bidang Welding LKS DIY 2016Dokumen5 halamanKisi-Kisi Bidang Welding LKS DIY 2016dovieBelum ada peringkat
- Gambar Kerja 4FDokumen3 halamanGambar Kerja 4FdiditekoBelum ada peringkat
- Job Sheet 1FDokumen4 halamanJob Sheet 1FAlvian RezkyBelum ada peringkat
- Pedoman LKS Welding Pekalongan 2021Dokumen6 halamanPedoman LKS Welding Pekalongan 2021Mohammad Rikzam KamalBelum ada peringkat
- Job Sheet GMAWDokumen41 halamanJob Sheet GMAWAsep Saepul AhyarBelum ada peringkat
- Materi Teknik Pengelasan Pipa Sambungan Tumpul Posisi 5g Dengan Las Gas MetalDokumen4 halamanMateri Teknik Pengelasan Pipa Sambungan Tumpul Posisi 5g Dengan Las Gas MetalAnonymous U8YOf9Belum ada peringkat
- WPS Welding Procedure Specification and PQR Procedure Qualification RecordDokumen17 halamanWPS Welding Procedure Specification and PQR Procedure Qualification Recordsafar bahariBelum ada peringkat
- Lks SMK Klaten 2017 - WeldingDokumen6 halamanLks SMK Klaten 2017 - WeldingdovieBelum ada peringkat
- SMK 1 Pundong: Job Sheet Praktek Las Mig/Mag Pengelasan Sambungan Sudut Atas Kepala (3F)Dokumen3 halamanSMK 1 Pundong: Job Sheet Praktek Las Mig/Mag Pengelasan Sambungan Sudut Atas Kepala (3F)Hary KurniawanBelum ada peringkat
- Soal Ukk Teknik Mesin Perkakas 2008/2009Dokumen5 halamanSoal Ukk Teknik Mesin Perkakas 2008/2009fajri ariBelum ada peringkat
- Gambar Kerja 4FDokumen3 halamanGambar Kerja 4FdiditekoBelum ada peringkat
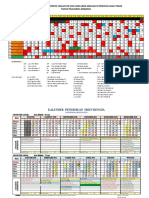
- 1.kalender Prota Promes - 2022 2023Dokumen13 halaman1.kalender Prota Promes - 2022 2023diditekoBelum ada peringkat
- Gmaw LanjutDokumen30 halamanGmaw LanjutdiditekoBelum ada peringkat
- Kropak Lahir 2Dokumen1 halamanKropak Lahir 2diditekoBelum ada peringkat
- Kropak Lahir 4Dokumen1 halamanKropak Lahir 4diditekoBelum ada peringkat
- Jamaah Tahlil Miftakhul MusliminDokumen2 halamanJamaah Tahlil Miftakhul MuslimindiditekoBelum ada peringkat
- Kropak Lahir 3Dokumen1 halamanKropak Lahir 3diditekoBelum ada peringkat
- RPP 2Dokumen10 halamanRPP 2diditekoBelum ada peringkat
- RPP 3Dokumen47 halamanRPP 3diditekoBelum ada peringkat
- Kropak Lahir 1Dokumen1 halamanKropak Lahir 1diditekoBelum ada peringkat
- Silabus SejarahDokumen7 halamanSilabus SejarahdiditekoBelum ada peringkat
- Prota Promes Pekan Efektif MAPEL SEJARAH SMK 2021 SMKN RengelDokumen7 halamanProta Promes Pekan Efektif MAPEL SEJARAH SMK 2021 SMKN RengeldiditekoBelum ada peringkat
- Perbedaannya Debit Dan Kredit Dalam AkuntansiDokumen2 halamanPerbedaannya Debit Dan Kredit Dalam AkuntansididitekoBelum ada peringkat
- Part 2.Kls 8 Bab 1 Iman KPD Kitab-10-18Dokumen9 halamanPart 2.Kls 8 Bab 1 Iman KPD Kitab-10-18diditekoBelum ada peringkat
- Kriteria Ketuntasan MinimunDokumen4 halamanKriteria Ketuntasan MinimundiditekoBelum ada peringkat
- RPP 1Dokumen13 halamanRPP 1diditekoBelum ada peringkat
- Kalender Dan Rpe 2021-2022Dokumen4 halamanKalender Dan Rpe 2021-2022diditekoBelum ada peringkat
- Part 1.Kls 8 Bab 1 Iman KPD KitabDokumen9 halamanPart 1.Kls 8 Bab 1 Iman KPD KitabdiditekoBelum ada peringkat
- BENAR New Normal 12.00Dokumen8 halamanBENAR New Normal 12.00diditekoBelum ada peringkat
- Part 2. Kls 9 Bab 1. Iman Hari AkhirDokumen7 halamanPart 2. Kls 9 Bab 1. Iman Hari AkhirdiditekoBelum ada peringkat
- Laporan Keuangan AkuntansiDokumen3 halamanLaporan Keuangan AkuntansididitekoBelum ada peringkat
- Saldo Normal Dalam AkuntansiDokumen2 halamanSaldo Normal Dalam AkuntansididitekoBelum ada peringkat
- Laporan KKL Revisi 3Dokumen41 halamanLaporan KKL Revisi 3diditekoBelum ada peringkat
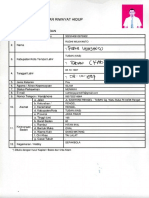
- Gabung DRH OkDokumen7 halamanGabung DRH OkdiditekoBelum ada peringkat
- Tgs Siskomdig SoalDokumen15 halamanTgs Siskomdig SoaldiditekoBelum ada peringkat
- Siskomdig SoalDokumen17 halamanSiskomdig SoaldiditekoBelum ada peringkat