Anda mungkin juga menyukai
- Jobsheet Las MIG-MAG 3FDokumen3 halamanJobsheet Las MIG-MAG 3FRizki Iqbal MakmuriBelum ada peringkat
- Teknik Pengelasan Pelat Dengan Pelat Posisi 1F Dengan Las Busur ManualDokumen6 halamanTeknik Pengelasan Pelat Dengan Pelat Posisi 1F Dengan Las Busur Manualrobby tasmizra100% (1)
- LKPD 2-Dikonversi PDFDokumen16 halamanLKPD 2-Dikonversi PDFDicky YatimBelum ada peringkat
- Job Sheet Sambungan 1 FDokumen17 halamanJob Sheet Sambungan 1 FImbang PutraBelum ada peringkat
- Job Sheet Teknik PengelasanDokumen4 halamanJob Sheet Teknik PengelasanHardiyan Tri Wijayanto100% (1)
- Materi Training WelderDokumen14 halamanMateri Training WelderAlfand Altamirano Letnanpampat100% (1)
- Parameter PengelasanDokumen11 halamanParameter PengelasanDimas Rahmadani100% (2)
- Jobsheet Las MIG-MAG 3GDokumen4 halamanJobsheet Las MIG-MAG 3Gadnan100% (2)
- Las Mig Lanjut KD 1Dokumen13 halamanLas Mig Lanjut KD 1mjsolihinBelum ada peringkat
- Las Plat Posisi Tegak SMAW 3FDokumen9 halamanLas Plat Posisi Tegak SMAW 3FRaymizard SiregarBelum ada peringkat
- Soal Uts Las Busur ListrikDokumen2 halamanSoal Uts Las Busur Listrikbinet222100% (1)
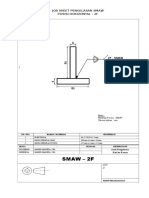
- Job Sheet Smaw 2fDokumen1 halamanJob Sheet Smaw 2fanaklagi belajar100% (1)
- Soal SMAWDokumen3 halamanSoal SMAWElly Noer LaillyBelum ada peringkat
- Atp Teknik Pengelasan Fase FDokumen8 halamanAtp Teknik Pengelasan Fase FSMK MUTIARA QOLBU CIANJURBelum ada peringkat
- 03 Jobsheet Siklus Iii Las OawDokumen6 halaman03 Jobsheet Siklus Iii Las Oawahmadluthfie hakimBelum ada peringkat
- Job Sheet Mengelas SMAWDokumen11 halamanJob Sheet Mengelas SMAWYusuf Rizal FauziBelum ada peringkat
- Teknik Pengelasan Smaw Pipa Dan PlatDokumen17 halamanTeknik Pengelasan Smaw Pipa Dan PlatMuhamad Hambali100% (3)
- Soal SMAWDokumen3 halamanSoal SMAWDidik Subroto60% (5)
- LAPORAN Diklat Dan Sertifikasi 3G-SMAW Welding ProcessDokumen16 halamanLAPORAN Diklat Dan Sertifikasi 3G-SMAW Welding ProcessSo KibBelum ada peringkat
- Soal LKS WELDING FixDokumen29 halamanSoal LKS WELDING FixAabAZzaBelum ada peringkat
- Tugas Job Sheet Las Gmaw-Didit Eko PrasetyoDokumen41 halamanTugas Job Sheet Las Gmaw-Didit Eko Prasetyohafidzullisan33% (3)
- Program Tahunan Teknik PengelasanDokumen10 halamanProgram Tahunan Teknik PengelasanBagus Yudha Setiawan100% (1)
- Soal MigDokumen5 halamanSoal MigEkoKusdihantoro100% (1)
- Jobsheet Las Listrik - Mengelas Kampuh 2 GDokumen2 halamanJobsheet Las Listrik - Mengelas Kampuh 2 GSMK Plus Tunas BangsaBelum ada peringkat
- Modul GmawDokumen39 halamanModul GmawBudi50% (2)
- Teknik Mesin - Teknik Pemesinan - Pemanfaatan Teknik CAM Pada Mesin CNC - Kelompok Kompetensi 10Dokumen240 halamanTeknik Mesin - Teknik Pemesinan - Pemanfaatan Teknik CAM Pada Mesin CNC - Kelompok Kompetensi 10sudrajat100% (1)
- LKPDDokumen16 halamanLKPDelysya primayuniBelum ada peringkat
- Las Mig - GmawDokumen16 halamanLas Mig - GmawrafiqhariyantoBelum ada peringkat
- Jobsheet PengelasanDokumen11 halamanJobsheet PengelasanAselli ShizukaBelum ada peringkat
- Jobsheet Kerja PlatDokumen16 halamanJobsheet Kerja PlatdwifaajustBelum ada peringkat
- Jobs Sheet Pemesinan Gerinda DatarDokumen8 halamanJobs Sheet Pemesinan Gerinda DatarTiyas 1250% (1)
- Latihan Soal Bimbel Las GtawDokumen3 halamanLatihan Soal Bimbel Las GtawhafidzullisanBelum ada peringkat
- Soal Dan Kunci Jawaban PengelasanDokumen9 halamanSoal Dan Kunci Jawaban PengelasanDev EndonBelum ada peringkat
- Modul Pengelasan SmawDokumen26 halamanModul Pengelasan SmawBayu KusumoBelum ada peringkat
- Promes TP Bubut Klas Xii 2017 2018 - BaruuploadDokumen3 halamanPromes TP Bubut Klas Xii 2017 2018 - BaruuploadAde Dharma100% (2)
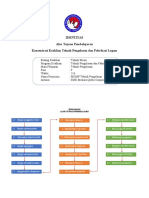
- 2.3 - CP - Dasar-Dasar Teknik Pengelasan Dan Fabrikasi Logam - LAYOUTEDDokumen5 halaman2.3 - CP - Dasar-Dasar Teknik Pengelasan Dan Fabrikasi Logam - LAYOUTEDhidayat payfazzBelum ada peringkat
- Modul LAS MIG-MAG 2Dokumen10 halamanModul LAS MIG-MAG 2EXAUDIBelum ada peringkat
- Simbol Dan Kode Pengelasan: Standard ISO Dan AWSDokumen5 halamanSimbol Dan Kode Pengelasan: Standard ISO Dan AWSALFIANBelum ada peringkat
- Kisi-Kisi SMAWDokumen7 halamanKisi-Kisi SMAWAsep Saepul Ahyar100% (1)
- Modul Ajar Teknik Pengelasan Kapal - Welding Procedure Specification (WPS) - Fase FDokumen43 halamanModul Ajar Teknik Pengelasan Kapal - Welding Procedure Specification (WPS) - Fase Fmenata diriBelum ada peringkat
- Las MIG - GMAW PDFDokumen16 halamanLas MIG - GMAW PDFMohamad Ishom Ainun Najib100% (1)
- Modul Las PelatihanDokumen56 halamanModul Las PelatihanHimawan SutantoBelum ada peringkat
- Modul AjarDokumen42 halamanModul AjarLizar JamilBelum ada peringkat
- RPP Las Smaw Kelas XiDokumen12 halamanRPP Las Smaw Kelas Xisandy290981Belum ada peringkat
- Modul A-1 OAW PelatDokumen304 halamanModul A-1 OAW PelatAchie100% (1)
- Cacat PengelasanDokumen23 halamanCacat PengelasanBalai Latihan Kerja NunukanBelum ada peringkat
- RPP SMK Kelas X Teknik Pemesinan Las DasarDokumen7 halamanRPP SMK Kelas X Teknik Pemesinan Las Dasarcaesar wira sanjayaBelum ada peringkat
- Soal Soal Dasar PengelasanDokumen7 halamanSoal Soal Dasar PengelasanBambang NiryonoBelum ada peringkat
- Cara Mengatur Ampere Mesin Las ListrikDokumen5 halamanCara Mengatur Ampere Mesin Las ListriksukowaluyoBelum ada peringkat
- Jobsheet LasDokumen15 halamanJobsheet LasNovita100% (2)
- Tugas 2 - 1706070021 - Christofer KevinDokumen10 halamanTugas 2 - 1706070021 - Christofer Kevinchristofer kevinBelum ada peringkat
- LAMPIRAN 1 KisiDokumen8 halamanLAMPIRAN 1 KisiEKKLESIABelum ada peringkat
- Job Sheet TIG 2G KumpulDokumen4 halamanJob Sheet TIG 2G KumpulImbang PutraBelum ada peringkat
- Job Sheet TIG Rigi Las KumpulDokumen4 halamanJob Sheet TIG Rigi Las KumpulImbang PutraBelum ada peringkat
- Job Sheet TIG 1G KumpulDokumen4 halamanJob Sheet TIG 1G KumpulImbang PutraBelum ada peringkat
- Job Sheet 1G kumpul-GMAWDokumen5 halamanJob Sheet 1G kumpul-GMAWImbang PutraBelum ada peringkat
- Job Sheet TIG 1F KumpulDokumen4 halamanJob Sheet TIG 1F KumpulImbang PutraBelum ada peringkat
- Job Sheet 2G kumpul-SMAW1Dokumen5 halamanJob Sheet 2G kumpul-SMAW1Imbang PutraBelum ada peringkat
- PengelasanDokumen11 halamanPengelasanAde Tira WongBelum ada peringkat
- Jobshet Level1Dokumen25 halamanJobshet Level1diditekoBelum ada peringkat
- Panduan Peserta - Aplikasi Ujian SELEKSI DALAM JABATAN PPGDokumen6 halamanPanduan Peserta - Aplikasi Ujian SELEKSI DALAM JABATAN PPGsiti muslikhahBelum ada peringkat
- Pengumuman Jadwal SKD Tilok RiauDokumen71 halamanPengumuman Jadwal SKD Tilok RiauLizar JamilBelum ada peringkat
- 1 Skema Sertifikasi Kkni Kualifikasi 3 Bidang Administrasi ProfesionalDokumen8 halaman1 Skema Sertifikasi Kkni Kualifikasi 3 Bidang Administrasi ProfesionalLizar JamilBelum ada peringkat
- Skkni Ahli Muda Qs - RemovedDokumen16 halamanSkkni Ahli Muda Qs - RemovedLizar JamilBelum ada peringkat
- 04.a. SKEMA Administrative OfficerDokumen2 halaman04.a. SKEMA Administrative OfficerLizar JamilBelum ada peringkat
- Soal CPNS Paket 11Dokumen21 halamanSoal CPNS Paket 11icoirs 2016Belum ada peringkat
- Perencanaan Geometrik Jalan PDFDokumen87 halamanPerencanaan Geometrik Jalan PDFLizar Jamil100% (1)
- 1 RVDokumen16 halaman1 RVLizar JamilBelum ada peringkat
- 37 Masalah PopulerDokumen265 halaman37 Masalah PopulerMuh Ridho YuliantoBelum ada peringkat
- T1 - 162008028 - Bab Ii PDFDokumen29 halamanT1 - 162008028 - Bab Ii PDFLizar JamilBelum ada peringkat
- Gambaran Umum BSMDokumen28 halamanGambaran Umum BSMLizar JamilBelum ada peringkat
- Metode Pembelajaran Al-Qura'an 3Dokumen387 halamanMetode Pembelajaran Al-Qura'an 3adityo kurniawanBelum ada peringkat
- Perhitungan Kapasitas Parkir Gedung ElektroDokumen1 halamanPerhitungan Kapasitas Parkir Gedung ElektroLizar JamilBelum ada peringkat
- Elektroda TungstenDokumen15 halamanElektroda TungstenLizar JamilBelum ada peringkat
- Sap Gtaw OkDokumen6 halamanSap Gtaw OkLizar JamilBelum ada peringkat
- Kover B. IndonesiaDokumen1 halamanKover B. IndonesiaLizar JamilBelum ada peringkat
- Tugas 1Dokumen3 halamanTugas 1Lizar JamilBelum ada peringkat
- Pendahuluan 2 (Konsep Bhs Indonesia)Dokumen17 halamanPendahuluan 2 (Konsep Bhs Indonesia)Lizar JamilBelum ada peringkat
- Sila BusDokumen2 halamanSila BusLizar JamilBelum ada peringkat
- A. Latar BelakangDokumen1 halamanA. Latar BelakangLizar JamilBelum ada peringkat
- Modul AjarDokumen42 halamanModul AjarLizar JamilBelum ada peringkat
- LaporanDokumen12 halamanLaporanLizar JamilBelum ada peringkat
- Tugas 2Dokumen9 halamanTugas 2Lizar JamilBelum ada peringkat
- B IndoDokumen25 halamanB IndoLizar JamilBelum ada peringkat
- Tugas 4Dokumen2 halamanTugas 4Lizar JamilBelum ada peringkat
- Tugas 3Dokumen5 halamanTugas 3Lizar JamilBelum ada peringkat
- Tugas Elektronik Filling SystemDokumen36 halamanTugas Elektronik Filling SystemLizar JamilBelum ada peringkat
- A. Latar BelakangDokumen1 halamanA. Latar BelakangLizar JamilBelum ada peringkat
- PDF Baru3 PDFDokumen22 halamanPDF Baru3 PDFLizar JamilBelum ada peringkat