Anda mungkin juga menyukai
- Program Tahunan Teknik PengelasanDokumen10 halamanProgram Tahunan Teknik PengelasanBagus Yudha Setiawan100% (1)
- Atp Teknik Pengelasan Fase FDokumen8 halamanAtp Teknik Pengelasan Fase FSMK MUTIARA QOLBU CIANJURBelum ada peringkat
- Soal Ujian Semester Genap Dan Kunci Jawaban Kelas X Las Mata Pelajaran ProduktifDokumen8 halamanSoal Ujian Semester Genap Dan Kunci Jawaban Kelas X Las Mata Pelajaran ProduktifIswandi IdrisBelum ada peringkat
- LAPORAN Diklat Dan Sertifikasi 3G-SMAW Welding ProcessDokumen16 halamanLAPORAN Diklat Dan Sertifikasi 3G-SMAW Welding ProcessSo KibBelum ada peringkat
- Perawatan Peralatan LasDokumen8 halamanPerawatan Peralatan LasDouglas Adams100% (1)
- Soal Uts Las Busur ListrikDokumen2 halamanSoal Uts Las Busur Listrikbinet222100% (1)
- Soal Dasar-Dasar Teknik PengelasanDokumen9 halamanSoal Dasar-Dasar Teknik PengelasanZaenal MutaqinBelum ada peringkat
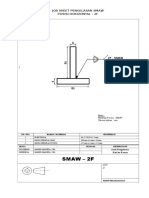
- Job Sheet Smaw 2fDokumen1 halamanJob Sheet Smaw 2fanaklagi belajar100% (1)
- CP Mata Pelajaran Teknik PengelasanDokumen12 halamanCP Mata Pelajaran Teknik PengelasanZulkarnainBelum ada peringkat
- Soal MULOK PengelasanDokumen4 halamanSoal MULOK Pengelasanyudi nur sukmayadiBelum ada peringkat
- RPP Mig-Mag - Didit Eko PrasetyoDokumen9 halamanRPP Mig-Mag - Didit Eko PrasetyodiditekoBelum ada peringkat
- Jobsheet Las MIG-MAG 3GDokumen4 halamanJobsheet Las MIG-MAG 3Gadnan100% (2)
- Atp Teknik PengelasanDokumen13 halamanAtp Teknik Pengelasanriky sofyan100% (1)
- Prota, Prosem, RPP 1,2 OkDokumen34 halamanProta, Prosem, RPP 1,2 OkSalma Auliansyah100% (1)
- Kisi-Kisi SMAWDokumen7 halamanKisi-Kisi SMAWAsep Saepul Ahyar100% (1)
- Bahan Ajar Choirul Fatah OTO TDO (APAR) KD 3.2 - 4.2Dokumen17 halamanBahan Ajar Choirul Fatah OTO TDO (APAR) KD 3.2 - 4.2Choirul Fatah100% (1)
- Soal DPTMDokumen2 halamanSoal DPTMWiwik winarni100% (1)
- 127489479-Soal-Essay OawDokumen2 halaman127489479-Soal-Essay OawTri Sutrisno100% (1)
- 4.Lkpd 3 Las Gmaw p3 MashuriDokumen8 halaman4.Lkpd 3 Las Gmaw p3 MashuriIbnu KhamdaniBelum ada peringkat
- ATP Fase E Teguh Pramono TunggalDokumen30 halamanATP Fase E Teguh Pramono TunggalTeguh Pramono TunggalBelum ada peringkat
- Tugas 2 - 1706070021 - Christofer KevinDokumen10 halamanTugas 2 - 1706070021 - Christofer Kevinchristofer kevinBelum ada peringkat
- Macam Macam Posisi Pengelasan Pada Pelat Dan Pipa Beserta GambarnyaDokumen8 halamanMacam Macam Posisi Pengelasan Pada Pelat Dan Pipa Beserta GambarnyaMrAlbert2009100% (1)
- RPP Las Oaw Xi 13revisiDokumen61 halamanRPP Las Oaw Xi 13revisiAni Ariani67% (3)
- Modul Ajar Teknik Pengelasan Kapal - Welding Procedure Specification (WPS) - Fase FDokumen43 halamanModul Ajar Teknik Pengelasan Kapal - Welding Procedure Specification (WPS) - Fase Fmenata diriBelum ada peringkat
- Soal Semester Ganjil SMAW Kelas XI LasDokumen8 halamanSoal Semester Ganjil SMAW Kelas XI LasIswandi IdrisBelum ada peringkat
- Soal PengelasanDokumen10 halamanSoal PengelasanDWI EFENDIBelum ada peringkat
- RPP Teknik Pengelasan TIG (GTAW)Dokumen21 halamanRPP Teknik Pengelasan TIG (GTAW)Roy Nisfan100% (1)
- Soal PengelasanDokumen3 halamanSoal PengelasanEKKLESIA100% (1)
- Teknik Permesinan - Mesin BubutDokumen6 halamanTeknik Permesinan - Mesin Bubutagus setiawanBelum ada peringkat
- LAMPIRAN 1 KisiDokumen8 halamanLAMPIRAN 1 KisiEKKLESIABelum ada peringkat
- Rangkuman Uas Perlakuan PanasDokumen2 halamanRangkuman Uas Perlakuan PanasruuintanBelum ada peringkat
- Kisi-Kisi Dan Soal Hots - NewDokumen7 halamanKisi-Kisi Dan Soal Hots - NewasepBelum ada peringkat
- Modul Pengelasan SmawDokumen26 halamanModul Pengelasan SmawBayu KusumoBelum ada peringkat
- Soal Pekerjaan Dasar Teknik OtomotifDokumen11 halamanSoal Pekerjaan Dasar Teknik OtomotifDiego Dennis SinambelaBelum ada peringkat
- Modul Ajar SMAW 23Dokumen29 halamanModul Ajar SMAW 23gabriel tonceBelum ada peringkat
- Soal Teknik Las 2011Dokumen13 halamanSoal Teknik Las 2011Jessica SintyaBelum ada peringkat
- SILABUS OAW Teknik Pengelasan 2GDokumen5 halamanSILABUS OAW Teknik Pengelasan 2GsfdgdfgdfgBelum ada peringkat
- Soal Uas Perkakas Tangan X TP 1&2Dokumen1 halamanSoal Uas Perkakas Tangan X TP 1&2Ôyền Khirreira KẽyệnđBelum ada peringkat
- Soal Essay Kelas X TSMDokumen1 halamanSoal Essay Kelas X TSMAndi HusdariantiBelum ada peringkat
- Pekerjaan Dasar Teknik MesinDokumen5 halamanPekerjaan Dasar Teknik Mesinmohamad sutoniBelum ada peringkat
- Tugas Job Sheet Las Gmaw-Didit Eko PrasetyoDokumen41 halamanTugas Job Sheet Las Gmaw-Didit Eko Prasetyohafidzullisan33% (3)
- FORMAT SOAL Sistem Kelistrikan Mesin Industri Kls 12 PTS MARET 2021Dokumen11 halamanFORMAT SOAL Sistem Kelistrikan Mesin Industri Kls 12 PTS MARET 2021Pangeran SemuttBelum ada peringkat
- Produktif X TmiDokumen3 halamanProduktif X TmiAsep KurniawanBelum ada peringkat
- Rencana Program Semester 2 Mapel Dasar Perancangan Teknik MesinDokumen3 halamanRencana Program Semester 2 Mapel Dasar Perancangan Teknik Mesinahmadluthfie hakim100% (1)
- Jobsheet Bubut BertingkatDokumen3 halamanJobsheet Bubut BertingkatPutri HandayaniBelum ada peringkat
- C3 XII KI-KD Teknik Pengelasan Gas Metal (150714)Dokumen2 halamanC3 XII KI-KD Teknik Pengelasan Gas Metal (150714)PT. Rivana Cipta HusadaBelum ada peringkat
- Laporan Praktikum Pengelasan Rigi-Rigi Posisi 1GDokumen3 halamanLaporan Praktikum Pengelasan Rigi-Rigi Posisi 1GEnggar PriyadiBelum ada peringkat
- SOAL UAS Mengoperasikan Mesin Bubut - XIDokumen3 halamanSOAL UAS Mengoperasikan Mesin Bubut - XICarli D'abahBelum ada peringkat
- RPP SMK Kelas X Teknik Pemesinan Las DasarDokumen7 halamanRPP SMK Kelas X Teknik Pemesinan Las Dasarcaesar wira sanjayaBelum ada peringkat
- Jobsheet Las Listrik - Mengelas Kampuh 2 GDokumen2 halamanJobsheet Las Listrik - Mengelas Kampuh 2 GSMK Plus Tunas BangsaBelum ada peringkat
- Proses Las GMAWDokumen5 halamanProses Las GMAWMalau Christian100% (2)
- Modul LAS MIG-MAG 3Dokumen9 halamanModul LAS MIG-MAG 3EXAUDIBelum ada peringkat
- Silabus & RPP Praktik Las Tig-MigDokumen4 halamanSilabus & RPP Praktik Las Tig-MigAdri Fridolin SinagaBelum ada peringkat
- Modul-Las Mig Mag Sambungan-3f-Flipbook PDFDokumen8 halamanModul-Las Mig Mag Sambungan-3f-Flipbook PDFSahrul AditiaBelum ada peringkat
- CP Teknik Pengelasan Gas MetalDokumen3 halamanCP Teknik Pengelasan Gas MetalMohammad Rikzam KamalBelum ada peringkat
- Materi Mig 3gDokumen8 halamanMateri Mig 3gAdhi NurcahyoBelum ada peringkat
- Modul Nomor 11 (Pembuatan Sambungan Butt Joint Dengan Las Smaw Posisi 3G)Dokumen6 halamanModul Nomor 11 (Pembuatan Sambungan Butt Joint Dengan Las Smaw Posisi 3G)Karindra AlifBelum ada peringkat
- CD6130Dokumen34 halamanCD6130Siti IraBelum ada peringkat
- Uas Pengelasan Riza Kurnia Akbar 22522251007Dokumen15 halamanUas Pengelasan Riza Kurnia Akbar 22522251007riza akbarBelum ada peringkat
- Las MigDokumen2 halamanLas Migojakan8Belum ada peringkat
- PG-Template-Soal-Gambar Teknik Manufaktur KL XI Genap TPDokumen43 halamanPG-Template-Soal-Gambar Teknik Manufaktur KL XI Genap TPmjsolihinBelum ada peringkat
- RTL Diklat Gmaw - SolihinDokumen13 halamanRTL Diklat Gmaw - Solihinmjsolihin100% (1)
- Trainer KelistrikanDokumen1 halamanTrainer KelistrikanmjsolihinBelum ada peringkat
- Template Soal Us TPLDokumen42 halamanTemplate Soal Us TPLmjsolihinBelum ada peringkat
- Naskah Pembawa Acara Muludan 2021 SundaDokumen3 halamanNaskah Pembawa Acara Muludan 2021 SundamjsolihinBelum ada peringkat
- Pg-Oaw-Xi TPLDokumen30 halamanPg-Oaw-Xi TPLmjsolihinBelum ada peringkat
- KEPEMIMPINANDokumen8 halamanKEPEMIMPINANmjsolihinBelum ada peringkat
- KomunikasiDokumen12 halamanKomunikasimjsolihinBelum ada peringkat
- 1 Laporan Diklat Up Reskilling - Mochamad Firmansyah - 2021Dokumen20 halaman1 Laporan Diklat Up Reskilling - Mochamad Firmansyah - 2021mjsolihinBelum ada peringkat
- KEPEMIMPINANDokumen8 halamanKEPEMIMPINANmjsolihinBelum ada peringkat
- Effective Public SpeakingDokumen10 halamanEffective Public SpeakingmjsolihinBelum ada peringkat
- Hand Book Welding '16-1Dokumen89 halamanHand Book Welding '16-1mjsolihinBelum ada peringkat
- Pengembangan Silabus: Departemen Pendidikan NasionalDokumen33 halamanPengembangan Silabus: Departemen Pendidikan NasionalMas BambangBelum ada peringkat
- PSIKOTESDokumen7 halamanPSIKOTESFajar Beel UtomoBelum ada peringkat
- Las Mig Lanjut KD 1Dokumen21 halamanLas Mig Lanjut KD 1mjsolihinBelum ada peringkat
- Contoh Soal Psikotes Lengkap Dan Cara MenjawabnyaDokumen5 halamanContoh Soal Psikotes Lengkap Dan Cara Menjawabnyaabdi negaraBelum ada peringkat
- Kumpulan Kumpulan Soal Soal OsnDokumen19 halamanKumpulan Kumpulan Soal Soal OsnmjsolihinBelum ada peringkat
- Laporan Memotong DGN GasDokumen4 halamanLaporan Memotong DGN GasmjsolihinBelum ada peringkat