Anda mungkin juga menyukai
- GTAWDokumen48 halamanGTAWTuah Negeri100% (1)
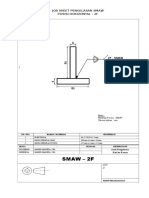
- Job Sheet Smaw 2fDokumen1 halamanJob Sheet Smaw 2fanaklagi belajar100% (1)
- LAPORAN Diklat Dan Sertifikasi 3G-SMAW Welding ProcessDokumen16 halamanLAPORAN Diklat Dan Sertifikasi 3G-SMAW Welding ProcessSo KibBelum ada peringkat
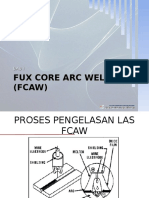
- Pengelasan FCAW 3G 340 JPDokumen38 halamanPengelasan FCAW 3G 340 JPBowoBelum ada peringkat
- Kisi Kisi Soal Las SmawDokumen6 halamanKisi Kisi Soal Las SmawIswandi Idris0% (1)
- K3 PengelasanDokumen6 halamanK3 PengelasanBahrun ArunBelum ada peringkat
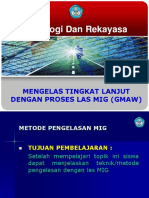
- GMAW-TeknikDokumen39 halamanGMAW-TeknikBudi50% (2)
- Soal Uts Las Busur ListrikDokumen2 halamanSoal Uts Las Busur Listrikbinet222100% (1)
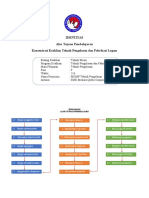
- Atp Teknik Pengelasan Fase FDokumen8 halamanAtp Teknik Pengelasan Fase FSMK MUTIARA QOLBU CIANJURBelum ada peringkat
- SMK PASUNDANDokumen4 halamanSMK PASUNDANyudi nur sukmayadiBelum ada peringkat
- Job Sheet Mengelas SMAW Tingkat LanjutDokumen14 halamanJob Sheet Mengelas SMAW Tingkat LanjutMNurYahyaBelum ada peringkat
- Program Pelatihan Pengelasan GMAW Posisi 3G/PF/PGDokumen37 halamanProgram Pelatihan Pengelasan GMAW Posisi 3G/PF/PGBowo100% (1)
- LAS BUSUR JALUR-JALURDokumen3 halamanLAS BUSUR JALUR-JALURkochancBelum ada peringkat
- OPTIMALKANDokumen23 halamanOPTIMALKANBalai Latihan Kerja NunukanBelum ada peringkat
- Pengelasan 3G GTAW 340 JPDokumen36 halamanPengelasan 3G GTAW 340 JPBowo100% (1)
- Job Sheets Sambungan Kampuh VDokumen3 halamanJob Sheets Sambungan Kampuh VAn's Anto0% (1)
- Materi Training WelderDokumen14 halamanMateri Training WelderAlfand Altamirano Letnanpampat100% (1)
- LKPD 2-Dikonversi PDFDokumen16 halamanLKPD 2-Dikonversi PDFDicky YatimBelum ada peringkat
- Exam Level I WIDokumen8 halamanExam Level I WIDimas Habibi Surya PratamaBelum ada peringkat
- Las Mig Lanjut KD 1Dokumen13 halamanLas Mig Lanjut KD 1mjsolihinBelum ada peringkat
- Soal SMAWDokumen3 halamanSoal SMAWElly Noer LaillyBelum ada peringkat
- PengelasanDokumen8 halamanPengelasanAlif Imam Santoso II50% (2)
- SMK LAS 3GDokumen4 halamanSMK LAS 3Gadnan100% (2)
- Jobsheet PengelasanDokumen11 halamanJobsheet PengelasanAselli ShizukaBelum ada peringkat
- Instruksi Kerja SolderingDokumen1 halamanInstruksi Kerja SolderingGilang Nur Aulia Ma'rufBelum ada peringkat
- OPTIMASI PENGELOMBONGAN RETAKANDokumen8 halamanOPTIMASI PENGELOMBONGAN RETAKANArlises sinagaBelum ada peringkat
- LAMPIRAN 1 KisiDokumen8 halamanLAMPIRAN 1 KisiEKKLESIABelum ada peringkat
- Contoh Soal PengelasanDokumen4 halamanContoh Soal PengelasanImam Safi'i100% (6)
- Melakukan Pemotongan Secara MekanikDokumen4 halamanMelakukan Pemotongan Secara Mekanikstanislaus benni100% (1)
- Modul A-1 OAW PelatDokumen304 halamanModul A-1 OAW PelatAchie100% (1)
- Memperbaiki Hasil PengelasanDokumen67 halamanMemperbaiki Hasil Pengelasanahmad ramadhanBelum ada peringkat
- WELDING PROJECT PRESSURE VESSELDokumen2 halamanWELDING PROJECT PRESSURE VESSELImam Muhtarom100% (1)
- PENGELASAN FCAW SEMENTARA (Unsada) by RidwanDokumen148 halamanPENGELASAN FCAW SEMENTARA (Unsada) by RidwanMuhammadRidwan100% (3)
- Las MIG - GMAW PDFDokumen16 halamanLas MIG - GMAW PDFMohamad Ishom Ainun Najib100% (1)
- Silabus Mulok PengelasanDokumen9 halamanSilabus Mulok PengelasanDa Niel100% (3)
- K3 Dalam GTAWDokumen2 halamanK3 Dalam GTAWargaBelum ada peringkat
- LAS KAPAL PENGUJIANDokumen30 halamanLAS KAPAL PENGUJIANAgustinus Budi Santoso100% (5)
- Soal 1Dokumen5 halamanSoal 1dhenokBelum ada peringkat
- Perawatan Mesin LasDokumen20 halamanPerawatan Mesin LasDiva Anwary SyahputraBelum ada peringkat
- 127489479-Soal-Essay OawDokumen2 halaman127489479-Soal-Essay OawTri Sutrisno100% (1)
- Jobsheet Las Listrik - Mengelas Kampuh 2 GDokumen2 halamanJobsheet Las Listrik - Mengelas Kampuh 2 GSMK Plus Tunas BangsaBelum ada peringkat
- GmawDokumen40 halamanGmawMiftakhul Ulum100% (1)
- MOTORLISTRIKDokumen6 halamanMOTORLISTRIKChihiya Fitria NurhayatiBelum ada peringkat
- 4.Lkpd 3 Las Gmaw p3 MashuriDokumen8 halaman4.Lkpd 3 Las Gmaw p3 MashuriIbnu KhamdaniBelum ada peringkat
- Las Plat Posisi Tegak SMAW 3FDokumen9 halamanLas Plat Posisi Tegak SMAW 3FRaymizard SiregarBelum ada peringkat
- OPTIMASI SOFT FOOTDokumen9 halamanOPTIMASI SOFT FOOTbudiharyatnoBelum ada peringkat
- OPTIMALKAN SISTEM KONTROLDokumen6 halamanOPTIMALKAN SISTEM KONTROLYudhaPrawiraBelum ada peringkat
- Materi Daring PDTM Pengelasan X TPMDokumen2 halamanMateri Daring PDTM Pengelasan X TPMdeny100% (1)
- Job Sheet Pemeriksaan Dan Perbaikan Sistem PengisianDokumen7 halamanJob Sheet Pemeriksaan Dan Perbaikan Sistem PengisianRizalBelum ada peringkat
- Soal Pemeriksaan Hasil Dan Pengujian Las UspbsDokumen6 halamanSoal Pemeriksaan Hasil Dan Pengujian Las Uspbshubbun_nisaBelum ada peringkat
- SMK Teknik FabrikasiDokumen10 halamanSMK Teknik Fabrikasimohamad nur fajriBelum ada peringkat
- Simbol PengelasanDokumen8 halamanSimbol PengelasanRohib Rohib100% (1)
- WeldingDokumen28 halamanWeldingIkhsan Tenri AjengBelum ada peringkat
- Las TIG dan MIGDokumen26 halamanLas TIG dan MIGShuhaib KhalilBelum ada peringkat
- Bab I PendahuluanDokumen14 halamanBab I PendahuluanSutomo Mandana PutraBelum ada peringkat
- Tugas 2Dokumen7 halamanTugas 2Farrel Arya Azaria farrelarya.2019Belum ada peringkat
- UAS TEKNIK PENGELASAN EnricoDokumen2 halamanUAS TEKNIK PENGELASAN EnricoEnrico Maulana FirdausBelum ada peringkat
- Las GtawDokumen14 halamanLas GtawSophie HapsariBelum ada peringkat
- Tugas Kelompok 4 (Las Permesinan)Dokumen7 halamanTugas Kelompok 4 (Las Permesinan)AndongDalam AnDaBelum ada peringkat
- DISTORSI AKIBAT PENGELASAN Dan CACAT LASDokumen16 halamanDISTORSI AKIBAT PENGELASAN Dan CACAT LASBagas Cahyo NugrohoBelum ada peringkat
- Skkni Ahli Muda Qs - RemovedDokumen16 halamanSkkni Ahli Muda Qs - RemovedLizar JamilBelum ada peringkat
- Pengumuman Seleksi CPNS Kemendikbud Riau 2021Dokumen71 halamanPengumuman Seleksi CPNS Kemendikbud Riau 2021Lizar JamilBelum ada peringkat
- 37 Masalah PopulerDokumen265 halaman37 Masalah PopulerMuh Ridho YuliantoBelum ada peringkat
- PAKET SOALDokumen21 halamanPAKET SOALicoirs 2016Belum ada peringkat
- GEOMETRIK JALANDokumen87 halamanGEOMETRIK JALANLizar Jamil100% (1)
- 04.a. SKEMA Administrative OfficerDokumen2 halaman04.a. SKEMA Administrative OfficerLizar JamilBelum ada peringkat
- Panduan Peserta - Aplikasi Ujian SELEKSI DALAM JABATAN PPGDokumen6 halamanPanduan Peserta - Aplikasi Ujian SELEKSI DALAM JABATAN PPGsiti muslikhahBelum ada peringkat
- 1 Skema Sertifikasi Kkni Kualifikasi 3 Bidang Administrasi ProfesionalDokumen8 halaman1 Skema Sertifikasi Kkni Kualifikasi 3 Bidang Administrasi ProfesionalLizar JamilBelum ada peringkat
- Perhitungan Kapasitas Parkir Gedung ElektroDokumen1 halamanPerhitungan Kapasitas Parkir Gedung ElektroLizar JamilBelum ada peringkat
- 1 RVDokumen16 halaman1 RVLizar JamilBelum ada peringkat
- T1 - 162008028 - Bab Ii PDFDokumen29 halamanT1 - 162008028 - Bab Ii PDFLizar JamilBelum ada peringkat
- Sila BusDokumen2 halamanSila BusLizar JamilBelum ada peringkat
- Gambaran Umum BSMDokumen28 halamanGambaran Umum BSMLizar JamilBelum ada peringkat
- GTAW Teknik PenggelasanDokumen34 halamanGTAW Teknik PenggelasanLizar Jamil50% (2)
- Metode Pembelajaran Al-Qura'an 3Dokumen387 halamanMetode Pembelajaran Al-Qura'an 3adityo kurniawanBelum ada peringkat
- Elektroda TungstenDokumen15 halamanElektroda TungstenLizar JamilBelum ada peringkat
- Pendahuluan 2 (Konsep Bhs Indonesia)Dokumen17 halamanPendahuluan 2 (Konsep Bhs Indonesia)Lizar JamilBelum ada peringkat
- LaporanDokumen12 halamanLaporanLizar JamilBelum ada peringkat
- Tugas 3Dokumen5 halamanTugas 3Lizar JamilBelum ada peringkat
- Tugas 1Dokumen3 halamanTugas 1Lizar JamilBelum ada peringkat
- Sap Gtaw OkDokumen6 halamanSap Gtaw OkLizar JamilBelum ada peringkat
- A. Latar BelakangDokumen1 halamanA. Latar BelakangLizar JamilBelum ada peringkat
- Kover B. IndonesiaDokumen1 halamanKover B. IndonesiaLizar JamilBelum ada peringkat
- Tugas 2Dokumen9 halamanTugas 2Lizar JamilBelum ada peringkat
- PDF Baru3 PDFDokumen22 halamanPDF Baru3 PDFLizar JamilBelum ada peringkat
- A. Latar BelakangDokumen1 halamanA. Latar BelakangLizar JamilBelum ada peringkat
- Tugas 4Dokumen2 halamanTugas 4Lizar JamilBelum ada peringkat
- B IndoDokumen25 halamanB IndoLizar JamilBelum ada peringkat
- Tugas Elektronik Filling SystemDokumen36 halamanTugas Elektronik Filling SystemLizar JamilBelum ada peringkat